PCB laminasyon işlemi, çok katmanlı baskılı devre kartlarının üretiminde kritik bir adımdır.Yüksek yoğunluklu ara bağlantılara sahip çok katmanlı bir devre yapısı oluşturmak için iletken katmanların (bakır folyo), yalıtım katmanlarının (prepreg) ve substrat malzemelerinin yüksek sıcaklık ve basınç altında kalıcı olarak bağlanmasını içerir.Bu süreç, PCB'lerin mekanik gücünü, elektrik performansını ve uzun vadeli güvenilirliğini doğrudan belirler ve modern elektronik cihazların minyatürleştirilmesi ve yüksek frekanslı gelişimi için teknik temel görevi görür.
PCB Laminasyon Sürecinin Temel Prensipleri ve İşlevleri
Laminasyon işlemi, çok katmanlı malzemelerin hassas bir şekilde kontrol edilen basınç ortamında kalıcı olarak bağlanmasını sağlamak için esasen yüksek sıcaklık altında termoset reçinelerin akış ve kürlenme özelliklerini kullanır. Ana işlevleri şunlardır:
- Elektriksel Ara Bağlantı: Farklı katmanlardaki devreler arasında dikey ara bağlantılar sağlayarak karmaşık kablolama için fiziksel temel oluşturur.
- Mekanik DestekPCB'ler için yapısal sertlik ve boyutsal kararlılık sağlar.
- İzolasyon Koruması: Kısa devreleri önlemek için dielektrik malzemeler aracılığıyla farklı iletken katmanları izole eder.
- Termal YönetimMalzeme seçimi ve laminasyon yapısı ile ısı yayılım yollarını optimize eder.
Laminasyon Malzeme Sistemi
Çekirdek Malzeme Bileşimi
| Malzeme Türü | Ana Fonksiyon | Ortak Özellikler | Özel Varyantlar |
|---|
| Substrat Çekirdeği | Mekanik destek ve temel yalıtım sağlar | FR-4, kalınlık 0.1-1.6mm | Yüksek Tg FR-4, yüksek frekanslı malzemeler (Rogers serisi) |
| Prepreg (PP) | Ara katman yapıştırma ve yalıtım | 106/1080/2116, vb., reçine içeriği -65 | Düşük akış, yüksek ısı direnci |
| Bakır Folyo | İletken tabaka oluşumu | 1/2oz-3oz (18-105μm) | Ters işlem görmüş folyo, düşük profilli folyo |
Malzeme Seçiminde Dikkat Edilecek Hususlar
- Cam Geçiş Sıcaklığı (Tg): Standart FR-4 130-140°C iken, yüksek Tg malzemeler 170-180°C'ye ulaşabilir.
- Dielektrik Sabiti (Dk): Yüksek hızlı devreler düşük Dk malzemeler gerektirir (3.0-3.5).
- Yayılma Faktörü (Df): Yüksek frekanslı uygulamalar Df < 0.005 gerektirir.
- Termal Genleşme Katsayısı (CTE): Z ekseni CTE, çatlamayı önlemek için 50 ppm/°C'nin altında olmalıdır.
Detaylı Laminasyon Süreci Akışı
1. Ön Arıtma Aşaması
- Malzeme HazırlamaMalzeme modellerini ve parti numaralarını doğrulayın, reçine içeriğini ve akışını ölçün.
- İç Katman İşlemi: Yüzey pürüzlülüğünü artırmak ve yapışmayı iyileştirmek için oksitleyin.
- Stack-Up Tasarım: CTE uyumsuzluğu nedeniyle çarpılmayı önlemek için simetri ilkelerini izleyin.
2.İstifleme ve Hizalama
- Hizalama Sistemi: Dört yuvalı delikler(+0,1 mm tolerans) veya X-ışını hizalama sistemleri (doğruluk ±15 μm) kullanın.
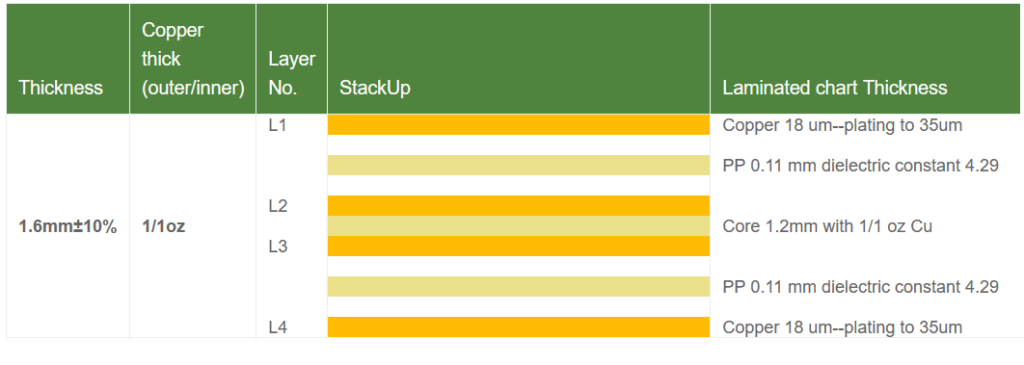
- İstifleme Sırası: Tipik 8 katmanlı yapı: bakır folyo-PP-çekirdek-PP-çekirdek-PP-bakır folyo.
3.Laminasyon Döngüsü Parametre Kontrolü
| Parametre | Kontrol Aralığı | Etki |
|---|
| Isıtma Oranı | 2-3 °C/dk | Çok hızlı olması düzensiz reçine kürlenmesine neden olur; çok yavaş olması verimliliği azaltır. |
| Laminasyon Sıcaklığı | 180-200°C | Çok yüksek olması reçineyi bozar; çok düşük olması ise kürlenmenin tamamlanmamasına neden olur. |
| Basınç Uygulaması | 200-350 PSI | Çok yüksek olması aşırı reçine akışına neden olur; çok düşük olması yapışmayı azaltır. |
| Vakum Seviyesi | ≤50 mbar | Uçucu maddeleri ve artık havayı giderir. |
| Kürlenme Süresi | 60-120 dakika | Tam reçine çapraz bağlanmasını sağlar. |
4.Kürleme Sonrası ve Soğutma
- Adım Soğutma: İç gerilimi azaltmakiçin soğutma hızını kontrol edin (1-2°C/dk).
- Stres Giderici: Kalıntı gerilimi azaltmak için sıcaklığı bir süre Tg'nin altında tutun.
 Çok Katmanlı PCB
Çok Katmanlı PCBYaygın Laminasyon Hataları için Analiz ve Karşı Önlemler
Delaminasyon ve Boşluklar
- NedenlerYetersiz reçine akışı, artık uçucu maddeler, malzeme kontaminasyonu.
- ÇözümlerIsıtma eğrisini optimize edin, vakumlu gaz giderme aşaması ekleyin ve çevresel nemi (<% 40 RH) sıkı bir şekilde kontrol edin.
Çarpıtma
- NedenlerCTE uyuşmazlığı, eşit olmayan basınç, aşırı soğutma hızı.
- ÇözümlerSimetrik tasarımı benimseyin, basınç dağılımını optimize edin ve soğutma oranını kontrol edin.
Reçine Eksikliği ve Cam Kumaş Maruziyeti
- NedenlerAşırı reçine akışı, aşırı basınç.
- ÇözümlerDüşük akışlı PP seçin, basınç eğrisini optimize edin, baraj çubuklarını kullanın.
İleri Laminasyon Teknolojileri
Vakum Destekli Laminasyon
Vakum destekli laminasyon teknolojisi, işlemi tam vakum ortamında (≤5 mbar) gerçekleştirerek çok katmanlı devre kartlarının katmanlar arası bağlanma kalitesini önemli ölçüde artırır. Bu teknik, presleme sırasında katmanlar arasındaki havayı ve uçucu maddeleri etkili bir şekilde ortadan kaldırarak, geleneksel yöntemlerde %5-8 olan kabarcıkların neden olduğu kusur oranını %1'in altına düşürür.Bu teknik, dielektrik özellikler ve katmanlar arası termal iletkenlik açısından son derece yüksek tutarlılık gerektiren yüksek frekanslı kartların ve kalın bakır kartların üretiminde özellikle uygundur. Vakum ortamı, akış aşamasında reçinenin devre boşluklarını tamamen doldurmasını sağlayarak, yüksek frekanslı sinyallerin iletim kaybını -20 oranında azaltan homojen bir dielektrik katman oluşturur.Kalın bakır uygulamalarında (≥3 oz), vakum desteği bakır folyonun düzensizliğinden kaynaklanan delaminasyonu etkili bir şekilde önler ve katmanlar arası soyulma mukavemetini 1,8 N/mm'nin üzerine çıkarır. Modern vakumlu laminasyon ekipmanı ayrıca 128 noktalı izleme özelliğine sahip gerçek zamanlı basınç algılama sistemleri içerir ve ±%5 içinde basınç homojenliğini sağlar, bu da üretim tutarlılığını büyük ölçüde artırır.
Sıralı Laminasyon Teknolojisi
Sıralı laminasyon teknolojisi, çok sayıda presleme aşaması ile son derece karmaşık çok katmanlı kartların üretilmesini sağlar. Bu süreçte önce iç çekirdek katmanlar kısmi prepreg ile lamine edilerek alt modüller oluşturulur, ardından delme, kaplama ve diğer işlemler ile ara bağlantılar kurulur. Son olarak, kalan katmanlar ikinci bir laminasyon ile eklenir.Bu adım adım yaklaşım, pasif bileşenlerin (dirençler ve kapasitörler gibi) ve özel işlevsel katmanların (örneğin, termal olarak iletken metal alt tabakalar) katmanlar arasına gömülmesini sağlayarak sistem-içinde-paket entegrasyonunu mümkün kılar. 16 veya daha fazla katmanlı yüksek kaliteli PCB'lerin üretiminde, sıralı laminasyon, tek adımlı preslemede oluşan kümülatif gerilimi önlerken, katmanlar arası hizalama doğruluğunu ±25 µm içinde kontrol eder.Ayrıca, bu teknoloji hibrit dielektrik yapıları destekler; örneğin, yüksek hızlı sinyal katmanları için düşük kayıplı malzemeler (modifiye poliimid gibi) ve güç katmanları için yüksek ısı iletkenli malzemeler kullanarak 56 Gbps yüksek hızlı sinyaller için ekleme kaybını 0,8 dB/cm azaltır.Üretim döngüsü artmasına rağmen, verim ,5'e yükselir, bu da onu 5G iletişim ekipmanlarında ve üst düzey sunucularda kullanılan PCB'ler için özellikle uygun hale getirir.
Düşük Sıcaklıkta Laminasyon Süreci
Düşük sıcaklık laminasyon işlemi, özel olarak modifiye edilmiş reçine sistemleri kullanarak laminasyonu 130–150°C gibi düşük sıcaklıklarda tamamlar; bu, geleneksel yöntemlere göre 40–50°C daha düşüktür. Epoksi reçinelerin moleküler tasarımı ve katalitik sistemlerin optimizasyonu sayesinde, reçine daha düşük sıcaklıklarda tam çapraz bağlanma sağlarken Tg değeri ≥160°C'yi korur.Ana avantajı, hassas bileşenler üzerindeki termal stresin önemli ölçüde azaltılmasıdır, böylece yüksek sıcaklıkların neden olduğu malzeme deformasyonu ve performans düşüşü önlenir.Esnek devre kartları ve sert-esnek kartların üretiminde, düşük sıcaklıkta laminasyon, poliimid substratların büzülmesini %0,05 içinde kontrol eder ve devre hizasızlığını ±15 µm'ye düşürür. Ayrıca, bu işlem enerji tüketimini (30'dan fazla tasarruf) ve CO₂ emisyonlarını önemli ölçüde azaltarak yeşil üretim gerekliliklerine uyum sağlar.En son gelişmeler, nano dolgu maddesi ile güçlendirilmiş düşük sıcaklık reçinelerini (örneğin, silika nanopartiküller içeren) içermektedir. Bu reçineler, katmanlar arası termal genleşme katsayısını (CTE) 35 ppm/°C'ye düşürerek, -40°C ila 150°C arasındaki ortamlarda otomotiv elektroniğinin güvenilirlik gerekliliklerini karşılamaktadır.
Kalite Kontrol ve Denetim
Tahribatlı Testler
- Mikroseksiyon Analizi: Katmanlar arası yapışmayı, reçine dolgusunu ve delik duvarı kalitesini kontrol eder.
- Soyulma Dayanımı Testi: Bakır folyo ile alt tabaka arasındaki yapışmayı değerlendirir (standart gereklilik ≥1,0 N/mm).
- Termal Stres Testi: Delaminasyon kontrolü için 288°C'lik lehim içine 10 saniye daldırma.
Tahribatsız Muayene
- Ultrasonik Tarama: İç boşlukları ve delaminasyon kusurlarını tespit eder.
- X-Ray MuayenesiKatmanlar arası hizalama doğruluğunu ve gömülü bileşen konumlandırmasını değerlendirir.
- Dielektrik Dayanım Testi: Ara katman yalıtım performansını doğrular.
Laminasyon Süreci Trendleri
- Malzeme İnovasyonuNano dolgulu modifiye reçineler, düşük kayıplı yüksek frekanslı malzemeler, çevre dostu halojen içermeyen substratlar.
- Süreç İyileştirme: Gerçek zamanlı basınç-sıcaklık izleme, AI parametre optimizasyonu, dijital ikiz teknolojisi.
- Ekipman İstihbaratı: Entegre sensör ağları, uyarlanabilir kontrol sistemleri, uzaktan teşhis ve bakım.
- Sürdürülebilir Kalkınma: Enerji tüketimini 'un üzerinde azaltın, VOC emisyonlarını en aza indirin ve malzeme kullanımını iyileştirin.
Uygulamaya Özel Gereksinimler
| Uygulama Alanı | Özel Laminasyon Gereksinimleri | Tipik Laminasyon Çözümü |
|---|
| Otomotiv Elektroniği | Yüksek güvenilirlik, termal döngüye karşı direnç | Yüksek Tg malzemeler, geliştirilmiş reçine sistemleri |
| 5G Haberleşme | Düşük kayıp, kararlı Dk/Df | Yüksek frekanslı özel malzemeler, sıkı reçine içerik kontrolü |
| Havacılık ve Uzay | Ekstrem ortamlara uyumluluk | Poliimid alt tabakalar, geniş sıcaklıkta laminasyon işlemleri |
| Tüketici Elektroniği | İncelik, yüksek yoğunluk | Ultra ince çekirdekler, hassas reçine kontrolü |
Sonuç
Çok katmanlı devre kartlarının üretimindeki temel adım olan PCB laminasyon süreci, nihai ürünün performansını ve güvenilirliğini doğrudan belirler. Elektronik cihazlar daha yüksek frekanslara, hızlara ve yoğunluklara doğru geliştikçe, laminasyon teknolojisi de daha fazla hassasiyet, zeka ve çevresel sürdürülebilirliğe doğru ilerlemektedir. Laminasyon prensiplerine, malzemelerine ve parametre kontrolüne hakim olmak hem PCB tasarımı hem de yüksek kaliteli üretim için çok önemlidir.