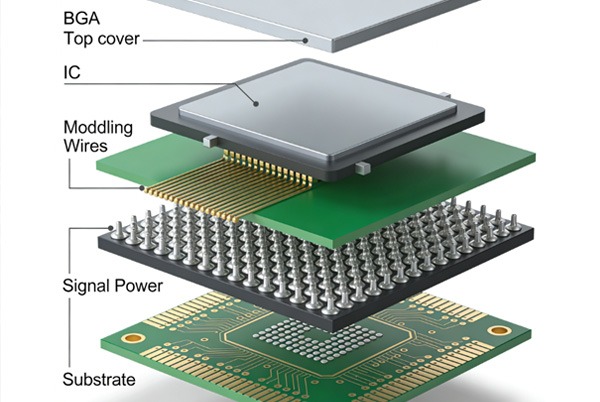
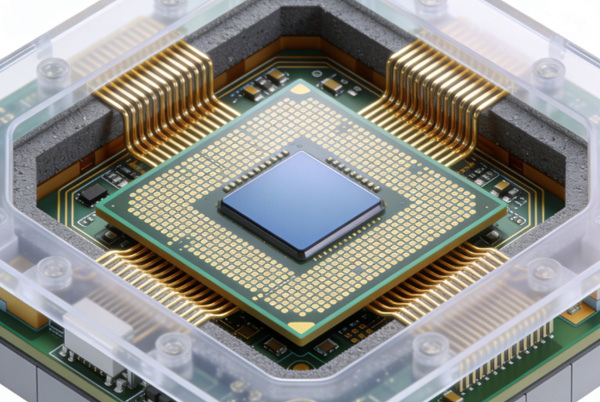
منذ طرحها في ثمانينيات القرن الماضي، أصبحت حزم مصفوفة الشبكة الكروية (BGA) بسرعة شكل التغليف المفضل للدوائر المتكاملة عالية الكثافة نظرًا لكثافة دبابيسها العالية وأدائها الكهربائي والحراري الممتاز وموثوقيتها. وتواصل تقنية BGA، التي تطورت من حزم BGA القياسية المبكرة ذات درجة ميل 1.27 مم إلى حزم مقياس الرقاقة على مستوى الرقاقة (WLCSP) الحالية ذات درجة ميل 0.4 مم أو حتى أدق، دفع التصغير والأداء العالي للأجهزة الإلكترونية.
جدول المحتويات
تحديات التصميم الحالية
- كثافة الدبوس المرتفعة: غالباً ما تدمج المعالجات الحديثة أكثر من 1000 سنون مع ضغط المسامير إلى أقل من 0.5 مم.
- متطلبات تكامل الإشارة: تفرض الواجهات عالية السرعة (PCIe، DDR) متطلبات صارمة للتحكم في المعاوقة وكبح الحديث المتبادل.
- تعقيد الإدارة الحرارية: تؤدي زيادة كثافة الطاقة إلى تفاقم مخاطر ارتفاع درجة الحرارة المحلية.
- حدود عملية التصنيع: تواجه عمليات ثنائي الفينيل متعدد الكلور التقليدية تحديات مثل الميكروفيات، والتعبئة عبر الممرات، ودقة المحاذاة.
تخطيط وسادة BGA: من الحساب النظري إلى التنفيذ الهندسي
2.1 الحساب العلمي لحجم الوسادة
العلاقة بين قطر الوسادة (d) وقطر كرة اللحام (dالكرة) ليست نسبة ثابتة ولكن يجب أن تستند إلى نموذج حجم اللحام:

أين:
- (k): معامل الترطيب (عادةً 0.8-0.9)
- (العملية): تعويض التفاوت المسموح به في التصنيع (عادةً 0.05-0.1 مم)
تجربة TOPFAST العملية: بالنسبة إلى درجة 0.5 مم BGA، نوصي بما يلي:
- يبلغ قطر الوسادة 0.25-0.28 مم لقطر كرة لحام يبلغ 0.3 مم.
- باستخدام تصميم NSMD (غير محدد بقناع اللحام)، مع فتحة قناع لحام أكبر من اللوحة بمقدار 0.05-0.1 مم.
- إضافة علامات بالشاشة الحريرية في منطقة معرّف A1 لتسهيل محاذاة التجميع.
2.2 تصميم الملعب وتخطيط قناة الهروب
تحدد إمكانية توجيه الهروب جدوى تصميم BGA. عدد قنوات التوجيه (Nالهروب) يمكن تقديرها من خلال:
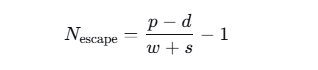
أين:
- (p): رمية الكرة
- (w): عرض التتبع
- (ق): مسافات التتبع
استراتيجية التخصيص متعدد الطبقات:
| صفوف BGA | الحد الأدنى من طبقات الإشارة | تخصيص الطبقة الموصى بها |
|---|---|---|
| ≤5 صفوف | 2 طبقات | طبقة علوية + طبقة داخلية 1 |
| 6-8 صفوف | 3-4 طبقات | طبقة علوية + 2-3 طبقات داخلية |
| ≥ 9 صفوف | 5 طبقات فأكثر | يتطلب وجود HDI أو فيا مدفونة |
وسادات التخفيف الحراري: التوازن الدقيق في الإدارة الحرارية: توازن دقيق في الإدارة الحرارية
3.1 المبادئ الديناميكية الحرارية وتحسين البارامترات
تنظم وسادات التنفيس الحراري تدفق الحرارة من خلال التحكم في مساحة المقطع العرضي للوصلة النحاسية. ونموذج مقاومتها الحرارية هو:
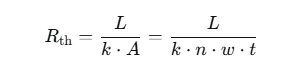
أين:
- (n): عدد المتحدثين (عادةً 2-4)
- (w): عرض القضيب (0.15 - 0.25 مم)
- (t): سُمك النحاس
- (L): طول المسار الحراري
إرشادات التحسين:
- دبابيس الطاقة: 4 قضبان، عرض 0.2-0.25 مم
- الدبابيس الأرضية:: 2-4 مكابس متغيرة، يتم تعديلها بناءً على احتياجات تبديد الحرارة
- دبابيس الإشارة: التوصيل المباشر عادة، ما لم توجد متطلبات حرارية خاصة
3.2 التحقق من صحة تصنيع TOPFAST
تكشف اختبارات التصوير الحراري:
- يمكن أن تصل الاختلافات في درجات الحرارة في الوسادات الزاوية إلى 15-20 درجة مئوية، مما يتطلب تعزيزًا خاصًا في التصميم الحراري.
- ينخفض إنتاجية اللحام بمقدار 8-12% عندما يكون عرض السماعة أقل من 0.15 مم.
- يوصى بإضافة تنفيس حراري حول وسادات الطاقة/الأرض؛ استخدم التوصيل المباشر لوسادات الإشارة.
توجيه الهروب: من عظام الكلاب التقليدية إلى التوجيه المتقدم عبر الوسادة
4.1 حدود وتحسين تعظيم الاستفادة من عظام الكلاب
التصميم التقليدي الذي يشبه عظمة الكلب مناسب لملاعب BGA ≥0.8 مم. وقيدها الأساسي هو:
حيث (ج) هو الحد الأدنى للخلوص (عادةً 0.1 مم).
تقنيات التحسين:
- استخدم وسادات بيضاوية لتمديد عنق التوصيل.
- تحكم عبر قطر يتراوح بين 0.2-0.25 مم.
- استخدم التوجيه المتداخل على الطبقات الداخلية لتحسين استخدام القنوات.
4.2 تقنية Via-in-Pad
عندما تكون درجة الميل ≤0.65 مم، تصبح تقنية عبر الوسادة تقنية ضرورية. تقدم TOPFAST نوعين من الحلول:
النوع VII ميكروفيا (معيار IPC-4761):
- حفر بالليزر، قطر 0.1-0.15 مم
- مملوءة بالراتنج + تسطيح الغطاء النحاسي
- يدعم الهيكل عبر الأعمى، مما يقلل من التداخل بين الطبقات
اعتبارات التصميم:
- تعويض الوسادة: يجب أن تكون المساحة التي تشغلها الوصلة في حدود 20% من قطر الوسادة.
- معالجة قناع اللحام: استخدم توصيل قناع اللحام أو ملء الاستواء.
- مقايضة التكلفة: تزيد الميكروفيات الدقيقة من التكلفة بمقدار 15-251 تيرابايت إلى 3 تيرابايت ولكنها تحسن كثافة التوجيه بمقدار 2-3 مرات.
التكديس متعدد الطبقات والتصميم المشترك لتكامل الإشارة
5.1 تكديس التخطيط المعماري
العلاقة التجريبية بين عدد دبابيس BGA (Nالدبابيس) وعدد الطبقات المطلوبة (Nالطبقات):
تكوين مثال لوحة 8 طبقات مثال على اللوحة:
| الطبقة | الوظيفة | السُمك | الملاحظات |
|---|---|---|---|
| L1 | الإشارة + الوسادات | 0.1 مم | قم بتوجيه الصفين الخارجيين |
| L2 | المستوى الأرضي | 0.2 مم | مستوى صلب |
| L3/4 | طبقات الإشارة | 0.15 مم | صفوف المسار 3-6 |
| L5/6 | طائرات الطاقة | 0.2 مم | الطائرات المنقسمة |
| L7 | طبقة الإشارة | 0.15 مم | مسار الصفوف المتبقية |
| L8 | الإشارة + الوسادات | 0.1 مم | مكونات الجانب السفلي |
5.2 التحكم في المعاوقة وقمع الحديث المتبادل
التدابير الرئيسية:
- الأزواج التفاضلية: توجيه مترابط بإحكام، ومطابقة الطول ≤5 مللي.
- الطائرات المرجعية: التأكد من أن طبقات الإشارة مجاورة لمستويات صلبة.
- عبر الحفر الخلفي: بالنسبة للإشارات > 5 جيجا هرتز، تخلص من تأثيرات العقب.
- عملية TOPFAST الخاصة: يوفر ضبطًا موضعيًا لسُمك العازل الكهربائي لتلبية دقة المعاوقة البالغة ± 7%.
عمليات التصنيع والتحقق من الموثوقية والمصداقية
6.1 سوق دبي المالي قائمة المراجعة
- تحمل حجم الوسادة:: ± 0.02 مم (التصوير المباشر بالليزر)
- محاذاة قناع اللحام:: ± 0.05 مم (تأكد من الشركة المصنعة)
- طباعة معجون اللحام: فتحة الاستنسل أصغر بمقدار 0.05-0.1 مم من اللوحة
- الفحص بالأشعة السينية: معدل الفراغ <25% (معيار IPC-A-610)
6.2 عناصر اختبار الموثوقية
أوصت TOPFAST بعملية تحقق من ثلاث مراحل:
- المرحلة 1 التحقق من المرحلة 1: تحليل المقاطع المجهرية (عبر سمك النحاس وجودة التعبئة)
- المرحلة 2 التحقق من المرحلة 2: اختبار التدوير الحراري (-55 درجة مئوية ~ 125 درجة مئوية، 500 دورة)
- المرحلة 3 التحقق من المرحلة 3: اختبار مقاومة الوصلة البينية (مراقبة سلسلة ديزي)
الاتجاهات المستقبلية: التكامل غير المتجانس والتغليف المتقدم
مع تطوير تقنيات Chiplet و 3D-IC، يتطور تغليف BGA نحو:
- السيليكون البيني الملصق البيني BGA: يدعم التكامل متعدد الرقائق، مما يحسن كثافة التوصيل البيني بمقدار 10 أضعاف.
- ركيزة مدمجة BGA: مضمنة السلبيات، مما يقلل من المساحة بنسبة 30-40%.
- بصري إلكتروني متكامل BGA: تدعم القنوات الضوئية، وتكسر الحدود الكهربائية.
الخاتمة
يتطلب تصميم BGA الناجح اجتياز أربعة أبعاد:
- البُعد الكهربائي: التحسين المشترك لسلامة الإشارة/الطاقة.
- البُعد الحراري: التوازن بين وسادات تخفيف الحرارة والتبديد الكلي للحرارة.
- البُعد الميكانيكي: مطابقة CTE وتخفيف الضغط النفسي.
- بُعد التصنيع: القدرة والتكلفة المثلى للعملية.
بناءً على الخبرة المكتسبة من آلاف مشاريع BGA، تلخص TOPFAST منهجية من أربع خطوات: "التصميم - المحاكاة - النموذج الأولي - الإنتاج الضخم"، والتي تساعد العملاء على تحقيق إنتاجية تبلغ 90% أو أعلى في أول محاولة تصميم. تذكّر: لا تُعدّ BGA ذات أفضل نغمة BGA تحفة تكنولوجية، بل هي التقاطع الدقيق لمتطلبات النظام وابتكار التصميم وقدرة التصنيع.
5 أسئلة وأجوبة شائعة حول تصميم ثنائي الفينيل متعدد الكلور لحزمة BGA
A: المبدأ الأساسي:
حجم اللبادة = قطر كرة اللحام × 0.85 ± تعويض العملية
القيم الموصى بها من TOPFAST:
درجة 0.5 مم: قطر الوسادة 0.3-0.35 مم
درجة 0.8 مم: قطر الوسادة 0.4-0.45 مم
درجة 1.0 مم: قطر الوسادة 0.5-0.55 مم
الاعتبارات الرئيسية:
استخدام تصميم NSMD (فتحة قناع اللحام أكبر 0.05 مم من اللوحة)
يجب التأكد من دقة العملية مع الشركة المصنعة
من الضروري وضع علامات واضحة على الموضع A1
A: الاستخدام الإلزامي:
التوصيل بالمستويات النحاسية الكبيرة للطاقة/الأرضية
دبابيس التيار العالي (>1 أمبير)
مواضع زوايا BGA
استخدام اختياري:
تستخدم دبابيس الإشارة عادةً اتصالاً مباشراً
دبابيس الطاقة ذات التيار المنخفض
معلمات TOPFAST الموصى بها:
عدد السماعات: 4
عرض القضيب: 0.15 - 0.25 مم
قطر الفتحة: 0.3-0.5 مم
A: معادلة تقدير عدد الطبقات:
الطبقات ≈ (عدد الدبابيس التي تتطلب توجيهًا) ÷ (4 × صفوف قابلة للتوجيه لكل طبقة) + هامش طبقة واحدة
استراتيجية التوجيه TOPFAST:
الطبقات الخارجية: توجيه الصفوف الخارجية 1-2 الصفوف الخارجية
الطبقات الداخلية: استخدم عظم الكلب أو عبر الوسادة الداخلية
المفتاح: التخطيط عبر المواقع مبكراً
توصيات من قبل الملعب:
≥ 0.8 مم: مروحة عظم الكلب
0.65-0.8 مم: جزئي عبر الوسادة
≤0.5 مم: كامل عبر الوسادة
A: أربع نقاط رئيسية
التحكم في المعاوقة: الاستدقاق التدريجي من الوسادة إلى الأثر
كبت التشويش المتبادل: تباعد الإشارات عالية السرعة ≥ 3 × عرض التتبع
مسار الإرجاع: توفير تأريض عبر كل إشارة عبر
تكامل الطاقة: ضع مكثفات فصل الطاقة في نطاق 50 مل من BGA
قائمة مراجعة TOPFAST:
مطابقة طول الزوج التفاضلي ≤ 5 مللي متر
التحكم في المعاوقة في حدود ±7%
الحديث المتبادل الحرج للشبكة < -40 ديسيبل
A: مرحلة التصميم:
تشطيب سطح الوسادة: ENIG (إشارات عالية السرعة) أو ImAg (حساس للتكلفة)
تصميم الاستنسل: فتحة مقاس 85-90% من مساحة الوسادة
فحص التباعد: تأكد من استيفاء الحد الأدنى من متطلبات خلوص الوسادة
مرحلة التصنيع:
فحص طباعة معجون اللحام
الفحص بالأشعة السينية (معدل الفراغ < 25%)
التحقق من ملف تعريف درجة حرارة إعادة التدفق
اختبار الأداء الكهربائي
تجربة TOPFAST:
إن إشراك الشركة المصنعة في المراجعات المبكرة لسوق دبي المالي يمكن أن يقلل من مشاكل الإنتاج الضخم بأكثر من 70%. يسمح تقديم مواصفات BGA إلى TOPFAST بتقديم توصيات عملية مخصصة.