تدفق عملية تجميع ثنائي الفينيل متعدد الكلور
جدول المحتويات
ما هي عملية تجميع ثنائي الفينيل متعدد الكلور؟
تجميع لوحات الدوائر المطبوعة (تجميع لوحات الدوائر المطبوعة، PCBA) هي عملية التصنيع الكاملة لتركيب المكونات الإلكترونية على لوحات الدوائر المطبوعة.ينطوي هذا الإجراء المعقد والدقيق على العديد من الخطوات الحرجة، بما في ذلك طباعة معجون اللحام، ووضع المكونات، وإعادة لحام إعادة التدفق، وفحص الجودة، وغير ذلك، مما يؤدي في النهاية إلى تحويل اللوحات العارية إلى تجميعات إلكترونية تعمل بكامل طاقتها. نظرًا لأن المنتجات الإلكترونية تتجه نحو التصغير والأداء العالي، تتطلب عمليات تجميع ثنائي الفينيل متعدد الكلور الحديثة متطلبات متزايدة الصرامة من حيث الدقة والموثوقية.
7 خطوات رئيسية في عملية تجميع ثنائي الفينيل متعدد الكلور
1.طباعة معجون اللحام:الخطوة الأولى ذات الدقة الحرجة
طباعة معجون اللحام هي الخطوة الأساسية والأكثر أهمية في تجميع ثنائي الفينيل متعدد الكلور. وعلى غرار الطباعة على الشاشة ولكنها تتطلب دقة أعلى، تستخدم هذه العملية قوالب استنسل من الفولاذ المقاوم للصدأ (عادةً ما تكون بسماكة 0.1-0.15 مم).
تحليل تركيبة معجون اللحام:
يتكون معجون اللحام الحديث الخالي من الرصاص بشكل عام من:
- 96.5% قصدير (Sn)
- 3% فضة (Ag)
- 0.5% نحاس (نحاس)
يوفر هذا المزيج من السبائك أداء لحام ممتاز وقوة ميكانيكية. تحتوي العجينة أيضًا على التدفق الذي يزيل طبقات الأكسيد من الأسطح المعدنية ويقلل من توتر سطح اللحام ويعزز تدفق اللحام والترطيب.
عملية الطباعة الدقيقة:
- يتم تأمين ثنائي الفينيل متعدد الكلور على طاولة الطابعة بتركيبات دقيقة
- تتم محاذاة الاستنسل ووسادات ثنائي الفينيل متعدد الكلور بدقة (عادةً ما يتم التحكم فيها في حدود ± 25 ميكرومتر)
- تتحرك الممسحة بزاوية مناسبة (عادةً 60 درجة) وضغط مناسب (حوالي 5-10 كجم) لدفع عجينة اللحام عبر فتحات الاستنسل
- أثناء عملية إزالة القوالب، ينفصل الاستنسل عن ثنائي الفينيل متعدد الكلور، تاركًا المعجون على اللبادات فقط
نقاط مراقبة الجودة:
- تناسق سُمك معجون اللحام (يقاس بمقياس سُمك الليزر)
- دقة موضع الطباعة
- عدم وجود سد أو عدم كفاية اللحام أو المسامير
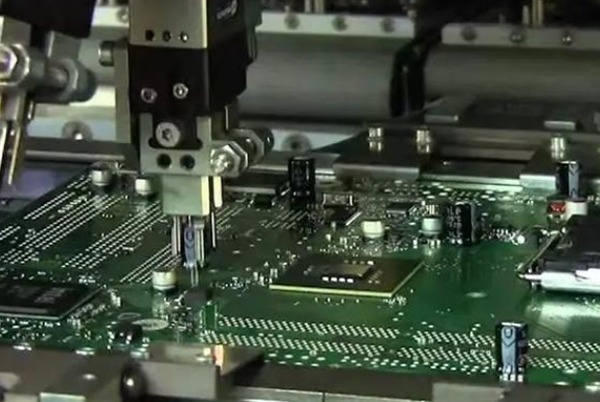
2.وضع مكونات SMT:دقة عالية السرعة “انتقاء ووضع”
بعد طباعة معجون اللحام، تدخل ثنائي الفينيل متعدد الكلور إلى خط إنتاج تقنية التركيب السطحي (SMT)، حيث تقوم ماكينات التركيب عالية السرعة بوضع المكونات بدقة.
تقنية ماكينة التنسيب الحديثة:
- دقة الموضع: ± 25 ميكرومتر (يمكن للمعدات المتطورة تحقيق ± 15 ميكرومتر)
- سرعة التركيب: 30,000-150,000 مكون في الساعة
- الحد الأدنى لحجم المكوّن: يمكن التعامل مع حزم 01005 (0.4 × 0.2 مم) أو أصغر
تدفق عملية التنسيب:
- نظام تغذية:المكونات الموردة عن طريق شريط أو أنابيب أو صواني
- محاذاة الرؤية:كاميرات عالية الدقة تحدد العلامات الثابتة لثنائي الفينيل متعدد الكلور
- التقاط المكونات:فوهات تفريغ الهواء تجمع المكونات من المغذيات
- فحص المكونات:تحتوي بعض الماكينات على كاميرات للتحقق من القطبية والأبعاد
- وضع دقيق: المكونات الموضوعة على عجينة اللحام وفقًا للإحداثيات المبرمجة
العوامل المؤثرة الرئيسية:
- دقة تغذية المكونات
- اختيار الفوهة وصيانتها
- حالة معايرة الماكينة
- التحكم البيئي (عادةً 23 ± 3 درجة مئوية، 40-60% رطوبة نسبية)
3.إعادة تدفق اللحام:ملف تعريف درجة الحرارة يحدد جودة اللحام
إعادة تدفق اللحام هي العملية الحرجة التي تعمل على إذابة معجون اللحام لتشكيل توصيلات كهربائية موثوقة، مما يتطلب تحكمًا دقيقًا في درجة الحرارة.
ملف درجة حرارة إعادة التدفق النموذجي:
- منطقة التسخين المسبق:زيادة التسخين بمعدل 1-3 درجات مئوية/ثانية إلى 150-180 درجة مئوية (تنشيط التدفق)
- منطقة النقع:الحفاظ على درجة حرارة 140-180 درجة مئوية لمدة 60-90 ثانية (معادلة درجة حرارة ثنائي الفينيل متعدد الكلور/المكونات)
- منطقة إعادة التدفق:تسخين سريع إلى درجة الحرارة القصوى 235-245 درجة مئوية (يتم الاحتفاظ بها لمدة 30-60 ثانية)
- منطقة التبريد: تبريد متحكم به أقل من 4 درجات مئوية/ثانية (يمنع الصدمة الحرارية)
مقارنة بين نوع فرن إعادة التدفق:
- فرن حراري:أفضل تجانس، مناسب لمركبات ثنائي الفينيل متعدد الكلور المعقدة
- فرن الأشعة تحت الحمراء:كفاءة تسخين عالية، ولكنها قد تسبب تأثيرات ظليلة
- فرن طور البخار: اتساق ممتاز ولكن بتكلفة أعلى، خاصة للمنتجات العسكرية
التعامل الخاص مع ثنائي الفينيل متعدد الكلور على الوجهين:
بالنسبة لمركبات ثنائي الفينيل متعدد الكلور SMT على الوجهين، عادةً ما يتم لحام الجانب الذي يحتوي على مكونات أخف وزنًا أولاً. أثناء عملية إعادة التدفق الثانية، تأكد من أن المكونات الملحومة مسبقاً يمكن أن تتحمل درجة الحرارة.
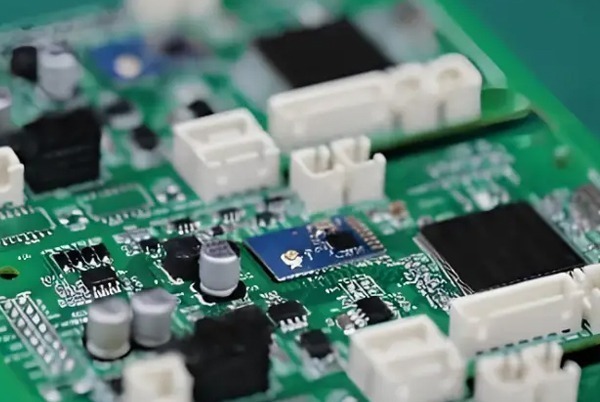
4.فحص الجودة:دفاعات متعددة تضمن الموثوقية
بعد اللحام، تخضع مركبات ثنائي الفينيل متعدد الكلور لفحوصات جودة صارمة، بما في ذلك:
4.1 الفحص البصري اليدوي
- التطبيقات:الإنتاج بكميات منخفضة، والتحقق من إعادة العمل
- فحوصاتمكونات مفقودة/مكونات مفقودة، قطبية معكوسة، عيوب لحام واضحة
- القيود: كفاءة منخفضة، عرضة للإجهاد، مفاصل مرئية فقط
4.2 الفحص البصري الآلي (AOI)
- المبدأ:كاميرات عالية الدقة متعددة الزوايا مقارنة بالعينات الذهبية
- القدرات:حجم اللحام، والتجسير، والمحاذاة الخاطئة للمكونات
- المزايا:سريعة (عادةً 3-10 ثوانٍ/لوحة) ومتسقة
- المواصفات: دقة 20 ميكرومتر، <؛ 5% معدل الإنذار الكاذب
4.3 الفحص بالأشعة السينية (AXI)
- التطبيقات:BGA، و QFN، والوصلات المخفية الأخرى
- الإمكانيات:سلامة كرات اللحام، والفراغات، ومحاذاة الطبقات
- الأنظمة: الأشعة السينية ثنائية الأبعاد (منخفضة التكلفة)، الأشعة السينية ثلاثية الأبعاد (التصوير المقطعي)
التحكم في العمليات الإحصائية (SPC):
تقوم مصانع PCBA الحديثة بتغذية بيانات الفحص في الوقت الحقيقي، باستخدام أساليب SPC لمراقبة استقرار العملية ومنع عيوب الدُفعات.
5.تجميع المكونات عبر الفتحات:التكنولوجيا التقليدية في التطبيقات الحديثة
على الرغم من هيمنة تقنية SMT، إلا أن العديد من مركبات ثنائي الفينيل متعدد الكلور لا تزال تتطلب مكونات بتقنية الفتحات العابرة، وخاصةً الموصلات والأجهزة عالية الطاقة.
طريقتان رئيسيتان للحام:
5.1 اللحام بالموجات
- العملية:الإدخال ← التثبيت بالغراء ← التثبيت بالغراء ← اللحام بالموجات ← التنظيف
- أنواع الموجات:موجة واحدة (موجة λ)، موجة مزدوجة (مضطربة + مسطحة)
- درجة الحرارة:إبقاء وعاء اللحام عند درجة حرارة 250-260 درجة مئوية
- التطبيقات: ألواح أحادية الجانب مختلطة التكنولوجيا أحادية الجانب كبيرة الحجم
5.2 اللحام الانتقائي
- المبدأ:اللحام الموضعي لثقوب عرضية محددة
- المزايا:الحد الأدنى من التأثير الحراري، مثالية للألواح ذات الوجهين
- المتغيرات: اللحام بالليزر والموجات الدقيقة وروبوتات اللحام
أساسيات اللحام اليدوي:
- التحكم في درجة الحرارة: 300-350 درجة مئوية بناءً على حجم المكون
- المدة: 2-3 ثوانٍ لكل مفصل لتجنب التلف
- حجم اللحام: تشكيل شرائح مخروطية الشكل بزاوية 45 درجة تقريبًا
6.الاختبار الوظيفي:التحقق من توافق التصميم
الاختبار الوظيفي هو نقطة التحقق النهائية من الجودة، حيث يتم التحقق من أداء المنتج.
طرق الاختبار الشائعة:
6.1 الاختبار داخل الدائرة (ICT)
- يستخدم أداة تثبيت "سرير المسامير" “، و” تركيبات للاتصال بنقاط الاختبار
- الفحوصات:الشقوق، والفتحات، وقيم المكونات، والوظائف الأساسية
- المزايا: تحديد موقع الخطأ بدقة، اختبار سريع
6.2 اختبار الدائرة الوظيفية (FCT)
- يحاكي ظروف التشغيل الفعلية
- إدخال إشارات الاختبار، والتحقق من المخرجات
- يمكن دمجها مع الأتمتة لإجراء اختبار بنسبة 100%
6.3 اختبار مسح الحدود
- بالنسبة لمركبات ثنائي الفينيل متعدد الكلور عالية الكثافة التي يتعذر الوصول إليها
- يستخدم واجهة JTAG
- مثالية للأجهزة القابلة للبرمجة (FPGA، CPLD)
تحليل تغطية الاختبار:
يجب أن تغطي خطط الاختبار الممتازة أكثر من 90% من أنماط الفشل المحتملة، ويتم تحسينها من خلال تحليل نمط الفشل والتأثيرات (FMEA).
7. التنظيف والحماية: مفاتيح طول عمر المنتج
الإلكترونيات الحديثة&8217؛ إن متطلبات الموثوقية العالية تجعل التنظيف أمرًا بالغ الأهمية بشكل متزايد.
خيارات عملية التنظيف:
7.1 التنظيف المائي 7.1 التنظيف المائي
- يستخدم الماء منزوع الأيونات (المقاومة النوعية > 1MΩ-سم)
- قد تضيف مواد تنظيف صديقة للبيئة
- مناسبة لمعظم الإلكترونيات التقليدية
7.2 التنظيف بالمذيبات
- يستخدم الكحول أو المذيبات الهيدروكربونية
- قدرة تنظيف قوية، وتجفيف سريع
- يتطلب احتياطات السلامة والاحتياطات البيئية
7.3 عملية عدم التنظيف
- يستخدم عجينة لحام منخفضة المخلفات وغير نظيفة
- يجب أن يظل مطابقًا لمعايير النظافة الأيونية (<1.56 ميكروغرام/سم² مكافئ كلوريد الصوديوم)
الطلاء المطابق:
لتطبيقات البيئة القاسية:
- أكريليك: سهولة التطبيق وإعادة العمل
- البولي يوريثان: مقاومة ممتازة للمواد الكيميائية
- سيليكون: أداء فائق في درجات الحرارة العالية
اتجاهات تجميع ثنائي الفينيل متعدد الكلور الحديثة
تقنية التوصيل البيني عالي الكثافة (HDI)
- خطوط أدق (<50 ميكرومتر)
- تقنية الميكروفيا الدقيقة (الشقوق العمياء/المحفورة)
- الربط البيني لأي طبقة
تصنيع الإلكترونيات المرنة
- تجميع الركيزة المرنة
- تركيب السطح المنحني ثلاثي الأبعاد
- الدوائر الإلكترونية القابلة للتمدد
التحول إلى التصنيع الذكي
- تطبيقات التوأم الرقمي
- فحص الجودة المدعوم بالذكاء الاصطناعي
- أنظمة الإنتاج المتكيفة
متطلبات التصنيع الأخضر
- مواد خالية من الرصاص وخالية من الهالوجين
- العمليات الموفرة للطاقة
- إعادة تدوير النفايات
مشكلات تجميع ثنائي الفينيل متعدد الكلور الشائعة وحلولها
| نوع الإصدار | الأسباب المحتملة | الحلول |
|---|---|---|
| تجسير اللحام | تصميم استنسل رديء، معجون زائد | تحسين فتحات الاستنسل، وضبط معلمات الطباعة |
| وصلات اللحام البارد | نشاط معجون منخفض، ملف تعريف غير لائق | تغيير اللصق، وتحسين منحنى إعادة التدفق |
| التقبيل | تصميم الوسادة غير متماثل، تسخين غير متساوٍ | تحسين تصميم اللوحة وضبط إعادة التدفق |
| كرات اللحام | عجينة مؤكسدة، رطوبة عالية | التحكم في الرطوبة وتقليل التعرض للمعجون |
| فراغات BGA | خروج الغازات من المعجون، التسخين السريع | اختر معجونًا منخفض الفراغ، وحسِّن التسخين المسبق |
الخاتمة
إن تجميع ثنائي الفينيل متعدد الكلور هو عملية التصنيع الحاسمة التي تحول التصاميم إلى منتجات مادية، وتدمج علم المواد والميكانيكا الدقيقة والأتمتة وغيرها. ومع ازدياد تعقيد الإلكترونيات، تتطور عمليات تجميع ثنائي الفينيل متعدد الكلور ثنائي الفينيل متعدد الكلور الحديثة نحو دقة وكفاءة وذكاء أعلى. يعد إتقان سير عمل التجميع الكامل ونقاط التحكم الرئيسية أمرًا ضروريًا لضمان الجودة والإنتاجية. وسواء كان ذلك للإنتاج بكميات منخفضة أو بكميات كبيرة أو الإنتاج بكميات كبيرة، يظل اختيار طرق المعالجة المناسبة وطرق الجودة بناءً على خصائص المنتج أمرًا أساسيًا.










منشورات ذات صلة