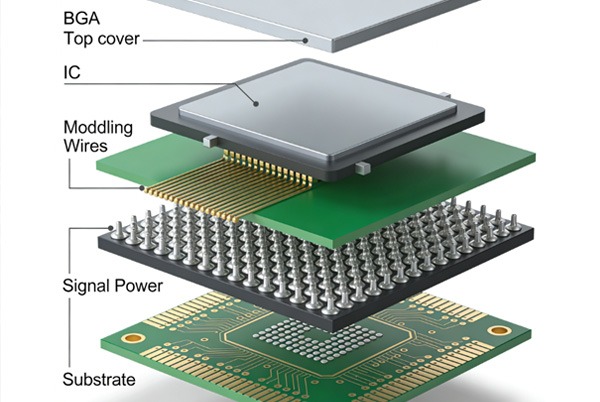
С момента своего появления в 1980-х годах пакет Ball Grid Array (BGA) быстро стал предпочтительной формой упаковки для интегральных схем высокой плотности благодаря высокой плотности выводов, отличным электрическим и тепловым характеристикам, а также надежности. Развиваясь от первых стандартных BGA с шагом 1,27 мм до современных корпусов для микросхем на уровне пластин (WLCSP) с шагом 0,4 мм или даже более мелким, технология BGA продолжает способствовать миниатюризации и повышению производительности электронных устройств.
Ii. Содержание
Текущие проблемы проектирования
- Растущая плотность штырей: В современных процессорах часто используется более 1000 выводов с шагом менее 0,5 мм.
- Требования к целостности сигнала: Высокоскоростные интерфейсы (PCIe, DDR) предъявляют жесткие требования к управлению импедансом и подавлению перекрестных помех.
- Сложность терморегулирования: Повышенная плотность мощности усугубляет риск локального перегрева.
- Пределы производственного процесса: Традиционные процессы изготовления печатных плат сталкиваются с такими проблемами, как микровиа, заполнение отверстий и точность выравнивания.
BGA Pad Layout: От теоретических расчетов к инженерной реализации
2.1 Научный расчет размера колодки
Связь между диаметром площадки (d) и диаметром шарика припоя (dball) не является фиксированным соотношением, а должно быть основано на модели объема припоя:

Где:
- (k): Коэффициент смачивания (обычно 0,8-0,9)
- (процесс): Компенсация производственных допусков (обычно 0,05-0,1 мм)
Практический опыт TOPFAST: Для BGA с шагом 0,5 мм мы рекомендуем:
- Диаметр площадки 0,25-0,28 мм при диаметре шарика припоя 0,3 мм.
- Используя дизайн NSMD (Non-Solder Mask Defined), с отверстием под паяльную маску на 0,05-0,1 мм больше, чем у площадки.
- Добавление маркировки шелкографией в области идентификатора A1 для облегчения выравнивания сборки.
2.2 Конструкция поля и планирование канала побега
Возможность эвакуационной маршрутизации определяет целесообразность проектирования BGA. Количество каналов маршрутизации (Nпобег) можно оценить по:
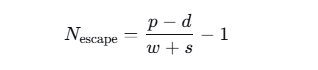
Где:
- (p): Подача мяча
- (w): Ширина трассы
- (s): расстояние между трассами
Многослойная стратегия распределения:
| Ряды BGA | Минимальные сигнальные слои | Рекомендуемое распределение слоев |
|---|---|---|
| ≤5 рядов | 2 слоя | Верхний слой + Внутренний слой 1 |
| 6-8 ряды | 3-4 слоя | Верхний слой + 2-3 внутренних слоя |
| ≥9 рядов | 5+ слоев | Требуются HDI или заглубленные проводники |
Теплозащитные прокладки: Тонкая настройка баланса в управлении теплом
3.1 Термодинамические принципы и оптимизация параметров
Термопрокладки регулируют тепловой поток, контролируя площадь поперечного сечения медного соединения. Модель их термического сопротивления такова:
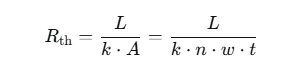
Где:
- (n): Количество спиц (обычно 2-4)
- (w): Ширина спицы (0,15-0,25 мм)
- (t): Толщина меди
- (L): Длина теплового пути
Рекомендации по оптимизации:
- Силовые штыри: 4 спицы, ширина 0,2-0,25 мм
- Заземляющие контакты: 2-4 регулируемые спицы, настраиваемые в зависимости от потребности в теплоотдаче
- Сигнальные контакты: Как правило, прямое соединение, если нет особых тепловых требований
3.2 Проверка производства TOPFAST
Тепловизионные испытания показывают:
- Разница температур на угловых площадках может достигать 15-20°C, что требует особого усиления теплового расчета.
- Выход припоя уменьшается на 8-12%, когда ширина спицы составляет <0,15 мм.
- Рекомендуется добавить терморазвязку вокруг силовых/заземляющих колодок; для сигнальных колодок используйте прямое подключение.
Маршрут побега: От традиционной "собачьей кости" до продвинутого "Via-in-Pad
4.1 Пределы и оптимизация фанатизма собачьих костей
Традиционная компоновка "собачья кость" подходит для BGA с шагом ≥0,8 мм. Ее основное ограничение заключается в следующем:
Где (c) - минимальный зазор (обычно 0,1 мм).
Методы оптимизации:
- Используйте овальные накладки, чтобы удлинить соединительную горловину.
- Диаметр контрольного отверстия в пределах 0,2-0,25 мм.
- Используйте ступенчатую маршрутизацию на внутренних слоях для повышения эффективности использования каналов.
4.2 Технология Via-in-Pad
Когда шаг ≤0,65 мм, технология via-in-pad становится необходимой. TOPFAST предлагает два типа решений:
Тип VII Microvia (стандарт IPC-4761):
- Лазерное сверление, диаметр 0,1-0,15 мм
- Заливка смолой + планаризация медной крышки
- Поддерживает структуру "слепых" переходов, уменьшая межслойные помехи
Конструктивные соображения:
- Компенсация колодок: Площадь, занимаемая проходом, должна быть в пределах 20% от диаметра площадки.
- Обработка паяльной маски: Используйте заглушку паяльной маски или заполняющую планаризацию.
- Компромисс между затратами: Микровиалы увеличивают стоимость на 15-25%, но повышают плотность маршрутизации в 2-3 раза.
Совместное проектирование многослойного стека и целостности сигнала
5.1 Штабелер Архитектура Планирование
Эмпирическая зависимость между количеством выводов BGA (Nштырьков) и необходимое количество слоев (Nслои):
Пример конфигурации 8-слойной платы:
| Слой - 1 мм | Функция | Толщина | Примечания |
|---|---|---|---|
| L1 | Сигнал + Пэды | 0.1мм (0,1мм) | Проложите крайние 2 ряда |
| L2 | Плоскость земли | Диаметр 0,2мм | Твердая плоскость |
| L3/4 | Сигнальные слои | 0.15мм (мм) | Маршрутные ряды 3-6 |
| L5/6 | Силовые самолеты | Диаметр 0,2мм | Разборные плоскости |
| L7 | Сигнальный слой | 0.15мм (мм) | Проложите оставшиеся ряды |
| L8 | Сигнал + Пэды | 0.1мм (0,1мм) | Компоненты с нижней стороны |
5.2 Контроль импеданса и подавление перекрестных помех
Основные показатели:
- Дифференциальные пары: Плотно соединенные маршруты, согласование длины ≤5 мил.
- Эталонные самолеты: Убедитесь, что сигнальные слои прилегают к твердым плоскостям.
- Обратное сверление: Для сигналов >5 ГГц устраните влияние шлейфа.
- TOPFAST Специальный процесс: Обеспечивает локальную регулировку толщины диэлектрика для обеспечения точности импеданса ±7%.
Производственные процессы и проверка надежности
6.1 DFM Контрольный список
- Допуск на размер колодки: ±0,02 мм (лазерная прямая визуализация)
- Выравнивание паяльной маски: ±0,05 мм (уточняйте у производителя)
- Печать паяльной пастой: Апертура трафарета на 0,05-0,1 мм меньше, чем прокладка
- Рентгеновский контроль: Коэффициент пустотности <25% (стандарт IPC-A-610)
6.2 Тесты на надежность
TOPFAST рекомендовал трехэтапный процесс проверки:
- Этап 1 Верификация: Анализ микросрезов (через толщину меди, качество заполнения)
- Этап 2 Верификация: Испытание на термоциклирование (-55°C~125°C, 500 циклов)
- Этап 3 Верификация: Проверка сопротивления межсоединений (контроль последовательной цепи)
Тенденции будущего: Гетерогенная интеграция и усовершенствованная упаковка
С развитием технологий Chiplet и 3D-IC упаковка BGA эволюционирует:
- Кремниевый интерпозер BGA: Поддерживает интеграцию нескольких чипов, повышая плотность межсоединений в 10 раз.
- Встраиваемая подложка BGA: Пассивы встроены, уменьшая площадь на 30-40%.
- Оптоэлектронные интегральные BGA: Поддерживает оптические каналы, нарушая электрические ограничения.
Iii. Выводы и рекомендации
Для успешного проектирования BGA необходимо преодолеть четыре измерения:
- Электрические размеры: Совместная оптимизация целостности сигнала и питания.
- Тепловое измерение: Баланс между теплозащитными прокладками и общим теплоотводом.
- Механические размеры: Соответствие CTE и снятие стресса.
- Размерность производства: Оптимальная производительность и стоимость процесса.
Основываясь на опыте тысяч проектов BGA, TOPFAST обобщает четырехступенчатую методологию: "Проектирование - Моделирование - Прототип - Массовое производство", которая помогает заказчикам достичь выхода 90% или выше с первой попытки проектирования. Помните: BGA с наименьшим шагом - это не технологическая демонстрация, а точное пересечение системных требований, инноваций в проектировании и производственных возможностей.
5 распространенных вопросов и ответов по проектированию печатных плат для пакетов BGA
A: Основной принцип:
Размер площадки = Диаметр шарика припоя × 0,85 ± Компенсация процесса
TOPFAST Рекомендуемые значения:
Шаг 0,5 мм: Диаметр колодки 0,3-0,35 мм
Шаг 0,8 мм: Диаметр колодки 0,4-0,45 мм
Шаг 1,0 мм: Диаметр колодки 0,5-0,55 мм
Ключевые соображения:
Используйте конструкцию NSMD (отверстие паяльной маски на 0,05 мм больше, чем площадка)
Необходимо подтвердить точность процесса у производителя
Четкая маркировка для позиции A1 имеет важное значение
A: Обязательное использование:
Подключение к большим медным плоскостям питания/заземления
Сильноточные контакты (>1A)
Угловые позиции BGA
Дополнительное использование:
Сигнальные контакты обычно используют прямое соединение
Силовые контакты с низким током
TOPFAST Рекомендуемые параметры:
Количество спиц: 4
Ширина спиц: 0,15-0,25 мм
Диаметр отверстия: 0,3-0,5 мм
A: Формула оценки количества слоев:
Слои ≈ (Количество выводов, требующих маршрутизации) ÷ (4 × Маршрутизируемые строки на слой) + запас на 1 слой
Стратегия маршрутизации TOPFAST:
Внешние слои: Проложите крайние 1-2 ряда
Внутренние слои: Используйте собачью кость или via-in-pad
Ключ: Заранее планируйте местоположение
Рекомендации по питчу:
≥0,8 мм: Выступ в виде собачьей кости
0,65-0,8 мм: Частичный виа-ин-пад
≤0,5 мм: Полная прокладка
A: Четыре ключевых момента:
Контроль импеданса: Постепенное сужение от площадки к трассе
Подавление перекрестных помех: Расстояние между высокоскоростными сигналами ≥ 3× ширина трассы
Обратный путь: Обеспечьте заземление для каждого сигнального канала
Целостность питания: Размещайте развязывающие конденсаторы в пределах 50 мил от BGA
Контрольный список TOPFAST:
Согласование длины дифференциальной пары ≤ 5 мил
Контроль импеданса в пределах ±7%
Критические сетевые наводки < -40 дБ
A: Стадия проектирования:
Отделка поверхности колодки: ENIG (высокоскоростные сигналы) или ImAg (чувствительные к стоимости)
Дизайн трафарета: Размер апертуры 85-90% площади площадки
Проверка расстояния: Убедитесь, что соблюдены минимальные требования к расстоянию между площадками
Стадия производства:
Контроль печати паяльной пасты
Рентгеновский контроль (коэффициент пустотности < 25%)
Проверка температурного профиля при расплавлении
Проверка электрических характеристик
TOPFAST Опыт работы:
Привлечение производителя к раннему рассмотрению DFM может сократить количество проблем с серийным производством более чем на 70%. Предоставление спецификаций BGA компании TOPFAST позволяет получить индивидуальные рекомендации по технологическому процессу.