تحليل شامل لتشوه وتشوه PCB
جدول المحتويات
1. ما هو انحناء PCB؟
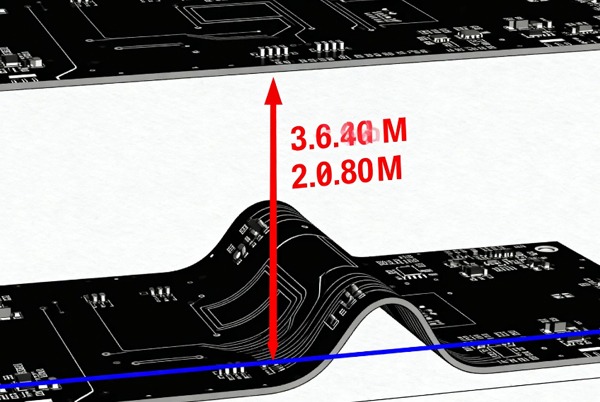
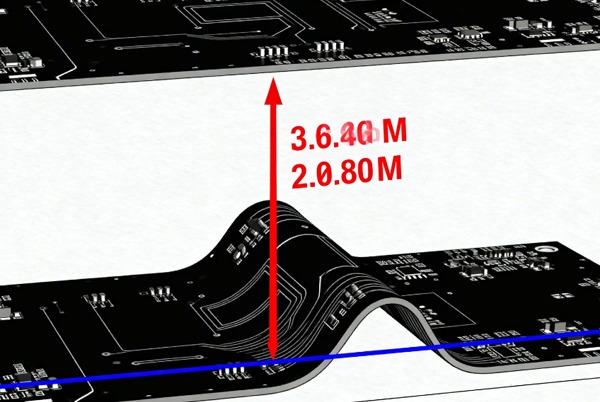
يشير انحناء PCB إلى تغير شكل لوحات الدوائر المطبوعة أثناء الإنتاج أو الاستخدام، مما يؤدي إلى فقدان التسطيح الأصلي. عندما يتم وضع PCB بشكل مسطح على سطح المكتب، يتم حساب نسبة الانحناء عن طريق قياس الفجوة بين أعلى نقطة وسطح المكتب، مقسومة على طول قطر اللوحة.
صيغة حسابالانحراف: الالتواء = (ارتفاع الالتواء في زاوية واحدة / (طول قطر PCB × 2)) × 100٪
معايير انحناء لوحات الدوائر المطبوعة
| سيناريو التطبيق | الانحراف المسموح به | ملاحظات |
|---|---|---|
| الإلكترونيات الاستهلاكية العامة | ≤0.75٪ | المتطلباتالأساسية لمعيار IPC |
| SMTعالي الدقة | ≤0.50٪ | الهواتف المحمولة ومعدات الاتصالات وغيرها. |
| متطلبات الدقة الفائقة | ≤0.30٪ | المجالات العسكريةوالطبية وغيرها من المجالات الخاصة |
| عملية التوصيل فقط | ≤1.50٪ | لا توجد مكونات مثبتة على السطح |
2. الآثار الخطيرة لتشوهات PCB
2.1 عملية التصنيع
- صعوبات متزايدة: في خطوطSMT الآلية، تتسبب لوحات الدوائر المطبوعة غير المستوية في عدم دقة تحديد المواقع، مما يمنع إدخال المكونات أو تركيبها بشكل صحيح.
- تلفالمعدات: قد يؤديالالتواء الشديد إلى تلف آلات الإدخال التلقائي، مما يتسبب في توقف خط الإنتاج.
- عيوب اللحام: يؤدي الالتواء إلى توزيع غير متساوٍ للحرارة عند وصلات اللحام، مما يتسبب في مشكلات مثل اللحام الافتراضي والتombstoning.
2.2 موثوقية المنتج
- قضايا الجمعية: الألواحالملتوية بعد اللحام تجعل من الصعب قص أطراف المكونات بدقة، مما يمنع التثبيت الصحيح في الهيكل أو المقابس.
- المخاطر طويلة الأجل: نقاط تركيز الإجهاد معرضة لكسر الدائرة في بيئات الدورات الحرارية العالية والمنخفضة
- تدهور الأداء: الحالاتالتي تعطلت فيها أنظمة الرادار الخاصة بالسيارات بشكل متكرر بعد تعرضها لأشعة الشمس في الصيف بسبب التشوه المفرط.
3. الأسباب الرئيسية لتشوه PCB
3.1 العوامل المادية
- عدمتطابقCTE: فرق كبير في معامل التمدد الحراري بين رقائق النحاس (17×10⁻⁶/℃) والركيزة FR-4 (50-70×10⁻⁶/℃)
- جودة الركيزة: انخفاض قيمة Tg،وارتفاع نسبة امتصاص الرطوبة، أو المعالجة غير الكاملة تقلل من ثبات الأبعاد
- عدمالتماثل المادي: عدم اتساق العلامات التجارية للوحات الأساسية ولوحات PP أو عدم تطابق السماكة في اللوحات متعددة الطبقات
3.2 مسائل التصميم
- توزيع غيرمتساوٍ للنحاس: وجود مساحات نحاسية كبيرة على أحد الجانبين مقابل دوائر متفرقة على الجانب الآخر، مما يتسبب في انحناء الجانب الذي يفتقر إلى النحاس أثناء التسخين.
- هيكل غير متماثل: طبقات عازلة خاصة أو متطلبات مقاومة تؤدي إلى هياكل تصفيح غير متوازنة
- المناطق المجوفة المفرطة: وجود الكثير من المناطق المجوفة في اللوحات الكبيرة، مما يجعلها عرضة للانحناء بعد لحام إعادة التدفق
- عمقالقطععلى شكلV المفرط: يضر بالسلامة الهيكلية، مع زيادة المخاطر عندما تكون السماكة المتبقية ≤1/3 سماكة اللوح
3.3 عمليات الإنتاج
تحليل التشوه الناتج عن العمليات:
- عملية التصفيح: التحكم غير السليم في درجة الحرارة والضغط، وتصلب الراتنج غير المتساوي
- المعالجة الحرارية: تسوية الهواء الساخن (250-265 درجة مئوية)، تحميص قناع اللحام (150 درجة مئوية)، لحام إعادة التدفق (230-260 درجة مئوية)
- عملية التبريد: سرعة تبريد مفرطة، تخفيف ضغط غير كافٍ
- الإجهاد الميكانيكي: عمليات التكديس والمناولة والخبز
3.4 التخزين والبيئة
- تأثيرات الرطوبة: امتصاص الرطوبة والتوسع في الألواح المكسوة بالنحاس، وهو أمر مهم بشكل خاص للألواح أحادية الجانب ذات مساحات الامتصاص الأكبر.
- طرقالتخزين: التخزينالعموديأو الضغط الشديد الذي يتسبب في تشوه ميكانيكي
- تقلبات درجة الحرارة والرطوبة: تجاوز النطاقات القياسية البالغة 15-25 درجة مئوية/40-60٪ رطوبة نسبية
4. تدابير تحسين ومنع تشوه لوحات الدوائر المطبوعة
4.1 تحسين اختيار المواد
جدول استراتيجية اختيار الركيزة:
| سيناريو التطبيق | المواد الموصى بها | المزايا المميزة | تأثير تحسين الالتواء |
|---|---|---|---|
| الإلكترونيات الاستهلاكية العامة | FR-4 عاليTg (Tg≥170℃) | مقاومة جيدة للحرارة | مقاومة للالتواء أفضل بنسبة 30٪ من المواد العادية |
| إلكترونيات السيارات | FR-4 خاص (Tg>180℃) | استقرار في درجات الحرارة العالية | مناسب لبيئات حجرةالمحرك ذات درجات الحرارة العالية |
| التطبيقات عالية التردد | مركبات مقواة بألياف الكربون | يمكن تقليل CTE إلى 8 جزء في المليون/درجة مئوية | تقليل التشوه الحراري بنسبة 50٪ |
| بيئات الرطوبة العالية | مركبات PTFE | امتصاص الماء ≤0.1٪ | مقاومة ممتازة للرطوبة |
4.2 استراتيجيات تحسين التصميم
تصميم توازن النحاس
- تصميم متماثل: التحكم في فرق مساحة النحاس بين الجانبين A/B في حدود 15٪
- صب النحاسعلى أساس الشبكة: تغيير النحاس المستمر إلى نمط شبكي (عرض الخط/المسافة ≥0.5 مم)، مما يقلل الإجهاد الحراري بنسبة 30٪
- معالجة المناطق المجوفة: إضافة كتل نحاسية متوازنة أو معالجة صب النحاس على الحواف
أساسيات التصميم الإنشائي
- توازن الطبقات البينية: ضمان التوزيع المتماثل لصفائح PP في الألواح متعددة الطبقات، مع سمك متسق بين 1-2 و 5-6 طبقات
- اختيار السماكة: السماكةالموصى بها ≥1.6 مم للوحات SMT، حيث يزداد خطر الالتواء 3 مرات للوحات التي يقل سمكها عن 0.8 مم.
- تصميم اللوحة: استخدم هياكل الألواح من النوع X لتوزيع الضغط، مع التحكم المناسب في السماكة المتبقية بواسطة القطع على شكل V.
4.3 مراقبة عملية الإنتاج
تحسين عملية التصفيح
مثال على عملية الضغط المتدرج:
- مرحلة الاختراق: 5-10 كجم/سم² لتدفق الراتنج الكامل
- مرحلة الانتشار: 20-25 كجم/سم² للحصول على الترابط الأمثل بين الطبقات
- مرحلة المعالجة: 30-35 كجم/سم² للتصلب الكامل
ملفتعريفالتحكم في درجة الحرارة:
- معدل التسخين: تسخين بطيء بمعدل 1 درجة مئوية/دقيقة
- مرحلة النقع: نقع تدريجي عند 130 درجة مئوية/150 درجة مئوية لمدة 10 دقائق لكل مرة
- التأثير: تحسن بنسبة 40٪ في انتظام تدفق الراتنج
نقاط التحكم الرئيسية في العملية
- القطع المسبق للخبز: 150 درجة مئوية،8±2 ساعات لإزالة الرطوبة وتخفيف الضغط
- معالجة البريبريغ: تمييز اتجاهات السداة واللحمة (معدل انكماش اتجاه السداة أقل بنسبة 0.2٪ من اللحمة)
- التحكم فيالتبريد: استخدم التبريد التدريجي، مع التوقف لمدة 5 دقائق لكل انخفاض بمقدار 10 درجات مئوية.
- تسوية الهواء الساخن بعد التثبيت: التبريدالطبيعيعلى ألواح الرخام، لتجنب التبريد السريع
4.4 إدارة التخزين والنقل
- التحكم البيئي: 15-25 درجة مئوية، 40-60٪ رطوبة نسبية، تقلبات قصيرة المدى ≤10٪ رطوبة نسبية/4 ساعات
- طرقالتكديس: التكديسالأفقي ≤30 ورقة (≤20 للوحات الدقيقة)، تجنب التخزين الرأسي
- حماية التغليف: أكياس من رقائق الألومنيوم المفرغة من الهواء + مادة السيليكا الجيل المُجففة (≥5g/㎡)، عازل من مادة التبطين
5. طرق إصلاح انحناء لوحات الدوائر المطبوعة
5.1الإصلاح أثناءالعملية
- تسوية الأسطوانة: المعالجة الفورية للألواح الملتوية التي تم اكتشافها أثناء العمليات باستخدام آلات التسوية بالبكرات
- التسوية بالضغط الساخن: استخدم قوالب على شكل قوس للخبز والتسوية بالقرب من درجة حرارة Tg للركيزة
5.2إصلاحاللوح النهائي
| طريقة الإصلاح | السيناريوهات القابلة للتطبيق | الفعالية | المخاطر |
|---|---|---|---|
| التسوية بالضغط البارد | تشوه طفيف | المتوسط | عرضة للارتداد |
| التسوية بالضغط الساخن | التشوه المعتدل | جيد | احتمال تغير اللون |
| مكبس ساخنلقالب القوس | ظروف التواء مختلفة | الأفضل | التحكم فيدرجة الحرارة/الوقت مطلوب |
خطوات الضغط الساخن لقالب القوس:
- ضع لوحة الدوائر المطبوعة الملتوية بحيث يكون السطح المنحني مواجهاً لسطح القالب
- اضبط مسامير التثبيت لتشويه لوحة الدوائر المطبوعة في الاتجاه المعاكس
- ضعهفي الفرن وقم بتسخينه بالقرب من درجة حرارة Tg للركيزة
- حافظ على ذلك لفترة كافية حتى يزول التوتر تمامًا.
- أخرجها منالقالب بعد التبريد والاستقرار
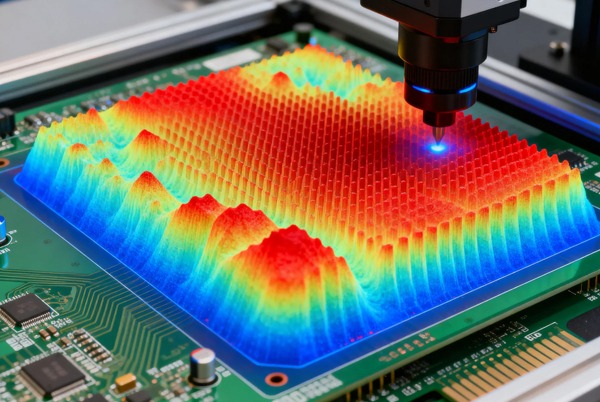
6. الكشف ومراقبة الجودة
مقارنة طرق الكشف عن انحناء لوحات الدوائر المطبوعة
| طريقة الكشف | الدقة | السرعة | التكلفة | السيناريوهات القابلة للتطبيق |
|---|---|---|---|---|
| الفحص البصري | منخفضة | سريع | منخفضة | الفحص الأولي |
| مقياس/مقياس التلامس | متوسط | متوسط | منخفضة | الفحص الروتيني |
| المسح بالليزر | عالية | سريع | عالية | الإنتاج الضخم |
| نظام AOI | عالية | متوسط | عالية | كشفعالي الدقة |
تقنيات عملية لمراقبة الجودة
- الفحص الوارد: استخدم المسطرة + مقياس الفجوات لقياس الفجوات في الزوايا الأربع ونقطة المنتصف من الحواف الطويلة، وكن حذراً إذا تجاوزت 0.3 مم.
- ما قبل اللحام: التسخينالمسبق ضروري بشكل خاص للوحات النحاسية السميكة لتخفيف الضغط
- المراقبة المنتظمة: تحقق منأكسدة رقائق النحاس في حالة التخزين لأكثر من 6 أشهر (قم بإتلافها إذا كان فرق اللون ΔE>5)
الملخص
تشوه لوحات الدوائر المطبوعة (PCB) هو عامل حاسم يؤثر على جودة المنتجات الإلكترونية. من خلال تدابير متعددة الأبعاد تشمل اختيار المواد وتحسين التصميم ومراقبة العمليات وإدارة التخزين، يمكن التحكم في التشوه بشكل فعال ضمن الحدود المطلوبة. بالنسبة لمشاكل التشوه الحالية، يمكن أيضًا استعادة الخسائر من خلال طرق الإصلاح المناسبة. لا يعد التحكم في تشوه لوحات الدوائر المطبوعة (PCB) مسألة تقنية فحسب، بل هو أيضًا انعكاس شامل لإدارة التكلفة والجودة، ويتطلب جهودًا تعاونية من أقسام التصميم والإنتاج والجودة.










منشورات ذات صلة