Комплексный анализ коробления и деформации печатных плат
Ii. Содержание
1. Что такое коробление печатной платы?
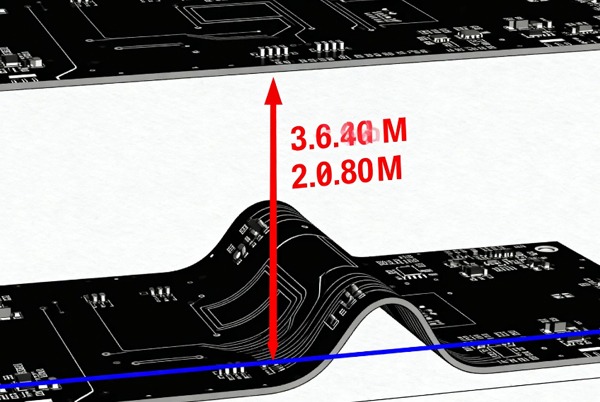
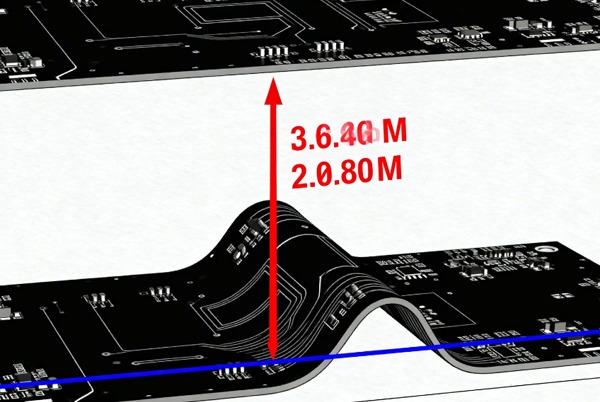
Деформация печатной платы - это изменение формы печатной платы в процессе производства или использования, приводящее к потере первоначальной плоскостности. Когда печатную плату кладут плашмя на рабочий стол, процент коробления рассчитывается путем измерения зазора между самой высокой точкой и рабочим столом, деленного на длину диагонали платы.
Формула расчета деформации: Искривление = (Высота искривления одного угла / (Длина диагонали печатной платы × 2)) × 100%
Стандарты деформации печатных плат
| Сценарий применения | Допустимые деформации | Примечания |
|---|---|---|
| Бытовая электроника | ≤0.75% | Основные требования стандарта IPC |
| Высокоточный SMT | ≤0.50% | Мобильные телефоны, средства связи и т.д. |
| Требования к сверхвысокой точности | ≤0.30% | Военные, медицинские и другие специальные области |
| Только процесс подключения | ≤1.50% | Отсутствие компонентов для поверхностного монтажа |
2. Серьезные последствия деформации печатной платы
2.1 Процесс производства
- Трудности монтажа: На автоматизированных линиях SMT неровные печатные платы вызывают неточности позиционирования, препятствуя правильной установке или монтажу компонентов
- Повреждение оборудования: Сильное искривление может повредить автоматические вставные машины, что приведет к простою производственной линии
- Дефекты сварки: Деформация приводит к неравномерному распределению тепла в паяных соединениях, вызывая такие проблемы, как виртуальная пайка и "могильные камни".
2.2 Надежность продукции
- Вопросы сборки: Деформированные после пайки платы затрудняют аккуратную обрезку выводов компонентов, что препятствует правильной установке в шасси или гнезда
- Долгосрочные риски: Места концентрации напряжений подвержены разрыву цепи в условиях цикличности высоких и низких температур
- Деградация производительности: Случаи, когда автомобильные радарные системы часто выходили из строя после летнего периода из-за чрезмерного коробления
3. Основные причины деформации печатной платы
3.1 Материальные факторы
- Несоответствие CTE: Значительная разница в коэффициенте теплового расширения между медной фольгой (17×10-⁶/℃) и подложкой FR-4 (50-70×10-⁶/℃)
- Качество субстрата: Низкое значение Tg, высокое поглощение влаги или неполное отверждение снижает стабильность размеров
- Асимметрия материалов: Несоответствие марок сердечника и полипропиленовой плиты или несоответствие толщины в многослойных плитах
3.2 Вопросы проектирования
- Неравномерное распределение меди: Большие участки меди на одной стороне против редких контуров на другой, что приводит к искривлению в сторону стороны с недостатком меди во время нагрева
- Асимметричная структура: Специальные диэлектрические слои или требования к импедансу, приводящие к несимметричным структурам ламинирования
- Чрезмерные впадины: Слишком много полых областей в больших платах, склонных к изгибам после пайки оплавлением
- Чрезмерная глубина V-образного пропила: Нарушает целостность конструкции, причем риск возрастает, если остаточная толщина ≤1/3 толщины плиты
3.3 Производственные процессы
Анализ деформации, вызванной технологическим процессом:
- Процесс ламинирования: Неправильный контроль температуры и давления, неравномерное отверждение смолы
- Термическая обработка: Выравнивание горячим воздухом (250-265℃), запекание паяльной маски (150℃), пайка оплавлением (230-260℃)
- Процесс охлаждения: Чрезмерная скорость охлаждения, недостаточное снятие напряжения
- Механическое напряжение: Процессы укладки, обработки и выпечки
3.4 Хранение и окружающая среда
- Влияние влажности: Поглощение влаги и расширение ламината с медным покрытием, особенно значительное для односторонних панелей с большой площадью поглощения
- Методы хранения: Вертикальное хранение или сильное сжатие, вызывающее механическую деформацию
- Колебания температуры и влажности: Превышение стандартных диапазонов 15-25℃/40-60%RH
4. Меры по улучшению и предотвращению коробления печатных плат
4.1 Оптимизация выбора материала
Таблица стратегий выбора субстрата:
| Сценарий применения | Рекомендуемый материал | Характерные преимущества | Эффект улучшения деформации |
|---|---|---|---|
| Бытовая электроника | FR-4 с высоким Tg (Tg≥170℃) | Хорошая термостойкость | 30% обладает лучшей устойчивостью к деформации, чем обычные материалы |
| Автомобильная электроника | Специальный FR-4 (Tg>180℃) | Высокая температурная стабильность | Подходит для высокотемпературных условий в моторном отсеке |
| Высокочастотные приложения | Композиты, армированные углеродным волокном | CTE уменьшается до 8ppm/℃ | 50% снижение тепловой деформации |
| Среды с высокой влажностью | Композиты из ПТФЭ | Водопоглощение ≤0,1% | Отличная влагостойкость |
4.2 Стратегии оптимизации конструкции
Дизайн медного баланса
- Симметричная планировка: Контроль разницы площади меди между сторонами A/B в пределах 15%
- Заливка меди на основе сетки: Замените непрерывную медь на сетку (ширина линии/расстояние между линиями ≥0,5 мм), снижая тепловое напряжение на 30%
- Обработка полых зон: Добавьте сбалансированные медные блоки или обработайте края медной заливкой
Основы структурного проектирования
- Межслойный баланс: Обеспечивает симметричное распределение листов ПП в многослойных плитах, с одинаковой толщиной между 1-2 и 5-6 слоями
- Выбор толщины: Рекомендуемая толщина ≥1,6 мм для SMT-плат, риск деформации увеличивается в 3 раза для плат толщиной менее 0,8 мм.
- Дизайн панели: Используйте Х-образные панельные конструкции для рассеивания напряжений, с надлежащим контролем остаточной толщины V-образного среза
4.3 Управление производственным процессом
Оптимизация процесса ламинирования
Пример процесса создания ступенчатого давления:
- Стадия проникновения: 5-10 кг/см² для полного потока смолы
- Стадия диффузии: 20-25 кг/см² для оптимального межслойного сцепления
- Стадия затвердевания: 30-35 кг/см² для полного отверждения
Профиль контроля температуры:
- Скорость нагрева: Медленный нагрев при 1℃/мин
- Стадия замачивания: Поэтапное замачивание при 130℃/150℃ в течение 10 минут каждый раз.
- Эффект: 40% улучшение равномерности потока смолы
Ключевые контрольные точки процесса
- Предварительная нарезка Выпечка: 150℃, 8±2 часа для удаления влаги и снятия напряжения
- Обработка препрега: Различают направления основы и утка (степень усадки в направлении основы на 0,2% меньше, чем в направлении утка)
- Управление охлаждением: Используйте ступенчатое охлаждение, делая паузы по 5 минут на каждые 10℃ капли.
- После выравнивания горячим воздухом: Естественное охлаждение мраморных плит, исключающее быстрое охлаждение
4.4 Управление хранением и транспортировкой
- Контроль за состоянием окружающей среды: 15-25℃, 40-60%RH, кратковременные колебания ≤10%RH/4 часа
- Методы штабелирования: Горизонтальная укладка ≤30 листов (≤20 для прецизионных плат), избегайте вертикального хранения
- Защита упаковки: Вакуумные пакеты из алюминиевой фольги + влагопоглотитель силикагель (≥5 г/㎡), изоляция амортизирующего материала
5. Методы устранения деформации печатной платы
5.1 Текущий ремонт
- Выравнивание роликов: Немедленная обработка деформированных досок, обнаруженных в процессе использования роликовых выравнивающих машин
- Выравнивание горячего пресса: Для запекания и выравнивания вблизи температуры Tg подложки используйте чашеобразные формы.
5.2 Ремонт готовой доски
| Метод ремонта | Применимые сценарии | Эффективность | Риски |
|---|---|---|---|
| Выравнивание под холодным прессом | Небольшое искривление | В среднем по стране | Склонны к рикошету |
| Выравнивание горячего пресса | Умеренное искривление | Все в порядке. | Возможное обесцвечивание |
| Горячий пресс для литья лука | Различные условия деформации | Лучшее | Требуется контроль температуры/времени |
Ступени для горячего прессования:
- Поместите деформированную печатную плату так, чтобы ее изогнутая поверхность была обращена к поверхности пресс-формы
- Отрегулируйте винты крепления, чтобы деформировать печатную плату в противоположном направлении
- Поместите в печь и нагрейте до температуры, близкой к Tg подложки.
- Выдержите достаточное время для полного снятия напряжения
- Извлечение из формы после охлаждения и стабилизации
6. Обнаружение и контроль качества
Сравнение методов обнаружения коробления печатных плат
| Метод обнаружения | - точность | Скорость | Расходы по проекту | Применимые сценарии |
|---|---|---|---|---|
| Визуальный осмотр | Низкий уровень дохода | Быстрый | Низкий уровень дохода | Предварительный отбор |
| Линейка/измеритель толщины | Средний | Средний | Низкий уровень дохода | Обычный осмотр |
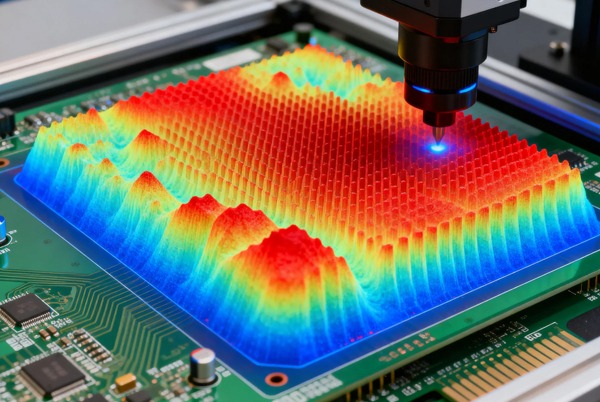
| Лазерное сканирование | - высокий уровень | Быстрый | - высокий уровень | Массовое производство |
| Система AOI | - высокий уровень | Средний | - высокий уровень | Высокоточное обнаружение |
Практические методы контроля качества
- Входящая инспекция: С помощью линейки + щупа измерьте зазоры на четырех углах и в средней точке длинных краев, предупредите, если они превышают 0,3 мм.
- Предварительная пайка: Предварительный нагрев особенно необходим для толстых медных плат, чтобы снять напряжение
- Регулярный мониторинг: Проверьте окисление медной фольги при хранении более 6 месяцев (отбракуйте, если разница в цвете ΔE>5)
Ii. Резюме
Деформация печатной платы - критический фактор, влияющий на качество электронной продукции. С помощью многомерных мер, включающих выбор материала, оптимизацию конструкции, контроль процесса и управление хранением, можно эффективно контролировать коробление в требуемых пределах. В случае существующих проблем с короблением соответствующие методы ремонта также могут восстановить потери. Контроль коробления печатных плат - это не только технический вопрос, но и комплексное отражение управления стоимостью и качеством, требующее совместных усилий отделов проектирования, производства и качества.










Похожие посты