Контроль паяльной пасты
Ii. Содержание
Что такое контроль паяльной пасты?
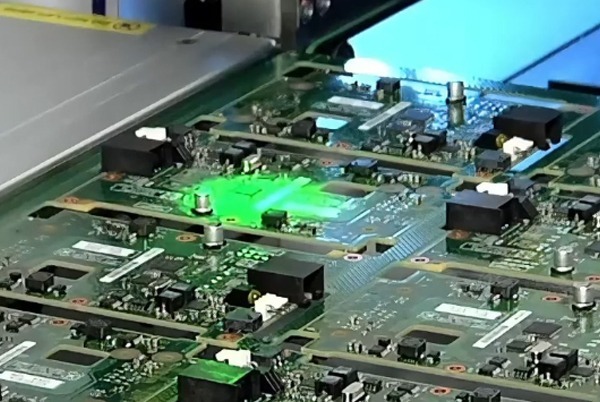
Инспекция паяльной пасты (SPI) - это автоматизированная технология контроля, основанная на оптических принципах, специально разработанная для оценки качества и точности печати паяльной пасты в процессах SMT. На производственных линиях SMT-сборки паяльная паста точно наносится на площадки печатных плат через стальной трафарет. Точность этого процесса крайне важна, поскольку даже незначительные отклонения могут привести к последующим дефектам.
Роль контроля паяльной пасты
Современные системы SPI обычно включают в себя камеры высокого разрешения, многоугольное освещение и передовые алгоритмы обработки изображений. Когда В. ПХД Попадая в зону контроля, система захватывает изображения паяльной пасты с высоким разрешением под разными углами, а затем использует технологию 3D-реконструкции для точного измерения ключевых параметров, таких как объем, высота, площадь и позиционное смещение каждой точки паяльной пасты. В отличие от традиционного двухмерного контроля, передовые системы SPI предоставляют настоящие трехмерные данные измерений с точностью обнаружения до микронного уровня, что значительно превосходит возможности ручного контроля.
Контроль паяльной пасты играет несколько важнейших ролей в процессе производства SMT. Во-первых, она служит "зеркалом качества размещения", всесторонне отражая равномерность, уместность и точность позиционирования печати паяльной пасты. Во-вторых, являясь "стражем дефектов пайки", SPI может выявить потенциальные проблемы пайки на ранней стадии, такие как недостаточное, избыточное или неправильное расположение паяльной пасты, предотвращая попадание дефектов в последующие процессы. Кроме того, системы SPI выступают в роли "ускорителя эффективности", значительно снижая количество переделок и брака, вызванных некачественной паяльной пастой, благодаря мониторингу качества в режиме реального времени и немедленной обратной связи, что повышает общую эффективность производства.
Современные системы SPI больше не являются простыми инспекционными инструментами; они оснащены мощными возможностями анализа и обработки данных, что позволяет им автоматически генерировать подробные отчеты об инспекциях и регистрировать данные о качестве паяльной пасты для каждой печатной платы. Эти исторические данные представляют собой большую ценность для оптимизации процесса, отслеживания качества и непрерывного совершенствования, что делает SPI-системы "экспертами, управляемыми данными", которые помогают производителям достичь более точного контроля над процессом.
Важность контроля паяльной пасты
В полном технология поверхностного монтажа (SMT), проверка паяльной пасты - это не просто необязательный этап, а критически важный пункт контроля, обеспечивающий качество конечного продукта. Паяльная паста служит электрическим и механическим интерфейсом между электронными компонентами и печатными платами, и ее качество напрямую влияет на надежность миллионов паяных соединений. Даже незначительный дефект паяльной пасты может привести к сбою в работе всего электронного устройства, а в таких критически важных областях, как автомобильная электроника и медицинское оборудование, подобные сбои могут привести к серьезным последствиям.
1. Толщина паяльной пасты
Толщина паяльной пасты - один из основных параметров при контроле SPI, непосредственно влияющий на стабильность паяного соединения. Слишком тонкая паяльная паста может привести к недостаточной прочности соединения, что приведет к холодным паяным швам или неполной пайке; наоборот, слишком толстая паяльная паста может стать причиной коротких замыканий, особенно для компонентов с мелким шагом, таких как BGA или QFN. Системы SPI точно измеряют высоту и объем каждой точки паяльной пасты, чтобы убедиться, что они находятся в оптимальном диапазоне, требуемом технологическим процессом, и тем самым предотвратить эти распространенные дефекты пайки.
2. С точки зрения контроля качества
Контроль паяльной пасты воплощает в себе современную философию управления качеством "профилактика вместо исправления". В отличие от традиционного контроля после сварки, SPI выявляет проблемы до сварки, что значительно снижает затраты на доработку и отходы материалов. После проверки системы SPI производственные линии SMT обычно увеличивают выход первого прохода на 15-25% и снижают затраты на качество более чем на 30%, при этом срок окупаемости инвестиций часто не превышает одного года.
3. Для оптимизации процесса
Огромный объем данных, предоставляемых системами SPI, бесценен. Анализируя индексы возможностей процесса (CPK), схемы распределения дефектов и временные тенденции печати паяльной пасты, технологи могут точно скорректировать конструкцию трафарета, параметры выжимки и настройки печати для постоянной оптимизации производственных процессов. Например, если данные SPI показывают систематический недостаточный объем паяльной пасты в определенных местах, возможно, необходимо проверить, заблокированы ли отверстия трафарета или равномерно ли давление выдавливания.
В таких высоконадежных отраслях электронного производства, как аэрокосмическая промышленность, автомобильная электроника и медицинское оборудование, проверка паяльной пасты стала неотъемлемым этапом технологического процесса. Изделия в этих отраслях часто должны выдерживать экстремальные условия окружающей среды, и любые дефекты пайки могут привести к катастрофическим последствиям. Внедряя строгие стандарты контроля паяльной пасты, производители могут значительно повысить надежность продукции, снизить количество отказов в полевых условиях и защитить репутацию бренда.
Стандарты контроля паяльной пасты
Для обеспечения последовательности и надежности контроля паяльной пасты в отрасли был разработан комплексный набор стандартов контроля, охватывающий множество аспектов, от анализа компонентов до проверки механических характеристик. Эти стандарты не только определяют настройки параметров оборудования SPI, но и обеспечивают объективную основу для оценки процессов печати паяльной пасты.
1. Испытание на коррозию остатков флюса
В соответствии с такими стандартами, как JS.Z-3197 и IPC-TM-650, проводятся испытания на ускоренное старение для оценки потенциального риска коррозии остатков флюса на металлических поверхностях. Испытания обычно включают в себя воздействие на образцы высокотемпературной и влажной среды с последующим микроскопическим и химическим анализом для выявления признаков коррозии. Этот тест особенно важен для неочищенных паяльных паст, поскольку остаточные активные вещества могут постепенно вызывать коррозию в течение всего срока службы продукта.
2. Испытание на сопротивление изоляции
Тест имитирует реальные условия работы и измеряет значение сопротивления между соседними проводниками для обеспечения соответствия стандартам безопасности. Это особенно важно для печатных плат высокой плотности, поскольку даже незначительные токи утечки могут привести к сбоям в работе схемы. Условия испытаний обычно включают двойную нагрузку при температуре 85°C и относительной влажности 85% для оценки производительности в самых суровых условиях.
3. Испытания на электромиграцию и ток утечки
При наличии ионного загрязнения и влажности ионы металла могут мигрировать под воздействием электрического поля, что приводит к разрушению изоляции или даже короткому замыканию. В ходе испытания подается напряжение смещения и отслеживается изменение тока для оценки устойчивости состава паяльной пасты к миграции электронов. Паяльная паста, соответствующая стандартам, должна сохранять стабильные электрические характеристики в течение всего ожидаемого срока службы изделия.
4. Испытание надежности паяных соединений
С помощью прецизионного оборудования для измерения силы к паяному соединению прикладывается постепенно возрастающая сила до момента разрушения, при этом фиксируется максимальная несущая способность. Это испытание не только оценивает характеристики самой паяльной пасты, но и проверяет надежность всего процесса пайки. Для таких приложений, как автомобильная электроника, подвергающаяся вибрационным нагрузкам, механическая прочность паяного соединения является критически важным показателем надежности.
5. Рентгеновский анализ и анализ поперечных сечений
Рентгеновское изображение позволяет неразрушающим способом обнаружить внутренние дефекты, такие как пузырьки, пустоты и недостаточное заполнение; анализ сечения дает более подробную информацию о структуре интерфейса и образовании интерметаллических соединений с помощью микроскопического наблюдения. Особенно для скрытых паяных соединений, таких как BGA и CSP, эти методы являются единственным эффективным средством оценки качества.
6. Стресс-тестирование окружающей среды
К ним относятся испытания на вибрацию, удар, термоциклирование и падение, позволяющие всесторонне оценить стабильность характеристик паяных соединений в различных условиях нагрузки. Например, испытания на термоциклирование имитируют температурные колебания, вызванные разницей температур день-ночь или циклами питания устройства, проверяя усталостную прочность паяных соединений. Эти испытания на ускоренное старение позволяют предсказать долгосрочную надежность паяных соединений в реальных условиях эксплуатации.
Процесс проверки паяльной пасты
При проведении контроля паяльной пасты используется строгий, систематический процесс, обеспечивающий точность и согласованность результатов проверки. Начиная с подготовки оборудования и заканчивая анализом данных, каждый этап имеет свои особые технические требования и эксплуатационные стандарты.
1. Подготовка системы к инспекции
Основа для обеспечения эффективной работы SPI. Это включает в себя регулярную калибровку оборудования с использованием стандартных блоков для проверки точности измерений; выбор соответствующих источников освещения, поскольку различные сплавы паяльной пасты и обработка поверхности печатных плат требуют различных схем освещения; а также оптимизацию программы проверки, устанавливая соответствующие пороговые значения параметров и зоны проверки в зависимости от характеристик конкретного изделия. Современные системы SPI, как правило, имеют функции автоматической калибровки, но операторы все равно должны регулярно проверять работу системы.
2. Мониторинг в режиме реального времени во время инспекции
Основная ценность SPI. Как только печатная плата попадает в зону контроля, система в течение нескольких секунд выполняет сканирование всей платы, генерируя данные трехмерной морфологии для каждой точки паяльной пасты. Усовершенствованные алгоритмы сравнивают эти значения измерений с заданными стандартами, чтобы выявить такие аномалии, как недостаточный объем, деформация формы или позиционные смещения. Пользовательский интерфейс обычно отображает местоположение дефектов и уровень серьезности с помощью цветовой кодировки для быстрой оценки.
3. Регистрация и анализ данных
Интеллектуальная основа системы SPI. Полные данные о проверке каждой печатной платы автоматически сохраняются, включая значения измерений, изображения дефектов и статистические распределения. Эти исторические данные можно использовать для анализа возможностей процесса, построения графиков тенденций и анализа дефектов по Парето, что помогает выявить системные проблемы и колебания процесса. Некоторые передовые системы могут также использовать технологию машинного обучения для выявления тонких закономерностей в больших массивах данных, которые сложно обнаружить человеческому глазу.
4. Управление с обратной связью в замкнутом контуре
Система SPI превращается из простого инструмента контроля в механизм оптимизации процесса. При обнаружении системных дефектов система SPI может автоматически отправлять инструкции по настройке печатной машины, например, изменять давление трамбовки или скорость печати. Этот механизм обратной связи в реальном времени значительно сокращает задержки и ошибки, вызванные вмешательством человека, обеспечивая истинное интеллектуальное управление процессом. В условиях многономенклатурного производства система также может автоматически получать настройки параметров для различных продуктов, сокращая время переналадки.
5. Визуализация результатов проверки
Важнейший инструмент для коммуникации по вопросам качества. Отчеты, генерируемые системой SPI, обычно включают карты расположения дефектов, статистику ключевых параметров и индексы возможностей процесса. Эти отчеты могут быть автоматически отправлены соответствующим заинтересованным сторонам, чтобы инициировать необходимые корректирующие действия. Для проведения аудита или сертификации система также может генерировать записи о проверках в стандартных отраслевых форматах, чтобы соответствовать требованиям прослеживаемости.
6. Цикл непрерывного совершенствования
Максимизация ценности SPI. Регулярно анализируя данные инспекций, технологические команды могут выявлять долгосрочные тенденции, оценивать эффективность мер по улучшению и планировать будущие направления оптимизации. Такой подход к совершенствованию, основанный на данных, более систематичен и эффективен, чем традиционные методы проб и ошибок, что позволяет стабильно повышать качество и снижать количество дефектов.
Общие проблемы при проверке паяльной пасты
В реальных производственных процессах контроль паяльной пасты может столкнуться с различными техническими проблемами и эксплуатационными вопросами. Понимание этих общих проблем и их решений поможет максимально использовать преимущества систем SPI и обеспечить надежность результатов контроля.
Вопрос 1: Система SPI обнаруживает неравномерную толщину паяльной пасты, но фактическое качество печати хорошее. Что может быть причиной этого?
Решение проблемы: Такая ситуация обычно вызвана ошибками измерения. Во-первых, проверьте состояние калибровки оборудования SPI, чтобы убедиться, что точность измерения по оси Z соответствует требованиям. Во-вторых, проверьте, плоская ли опора печатной платы; деформированные платы могут вызывать ложные изменения высоты. Кроме того, убедитесь, что состав сплава паяльной пасты соответствует настройкам программы, поскольку различные металлы имеют разные отражающие свойства. Наконец, убедитесь, что настройки освещения соответствуют требованиям, поскольку слишком сильное или слабое освещение может повлиять на точность 3D-реконструкции.
Вопрос 2: Как можно снизить процент ложных срабатываний при проверке SPI?
Решение проблемы: Ложные срабатывания снижают эффективность обнаружения и могут быть улучшены за счет комбинации мер. Оптимизируйте настройки порога обнаружения, чтобы избежать чрезмерно жестких стандартов; используйте функцию классификации областей, чтобы установить различные критерии приема для прокладок разного размера; включите алгоритмы интеллектуальной фильтрации, чтобы игнорировать нерелевантные печатные особенности, такие как маркировка символов; создайте библиотеку типичных образцов дефектов, чтобы обучить систему лучше различать подлинные дефекты и допустимые отклонения в процессе. Также важно регулярно обновлять программу обнаружения, чтобы адаптировать ее к усовершенствованиям процесса.
Вопрос 3: Что делать, если сильно отражающие поверхности печатной платы затрудняют обнаружение SPI?
Решение проблемы: Для печатных плат с высокой отражающей способностью, таких как золотые поверхности, могут быть приняты специальные меры. Отрегулируйте угол источника света и используйте освещение под малым углом для уменьшения прямого отражения; включите поляризационную фильтрацию для подавления помех от зеркального отражения; используйте в программе технику многократной экспозиции для объединения изображений при различных условиях освещения; рассмотрите возможность использования вспомогательных покрытий (например, временного матового напыления) для улучшения оптических свойств поверхности. Некоторые высококлассные системы SPI также оснащены источниками света со специальной длиной волны, специально разработанными для решения проблем, связанных с высокоотражающими поверхностями.
Вопрос 4: Как следует устранять расхождения между результатами инспекций SPI и AOI?
Решение проблемы: Если SPI проходит, а AOI обнаруживает дефекты пайки, систематически анализируйте причины несоответствия. Проверьте временные задержки, поскольку паяльная паста может разрушиться или окислиться после обнаружения; оцените давление при монтаже компонентов, поскольку чрезмерное давление может вызвать выдавливание паяльной пасты; проверьте, соответствует ли кривая пайки, поскольку неправильное распределение температуры может вызвать проблемы с пайкой; проверьте, согласованы ли два стандарта обнаружения, поскольку могут быть пробелы в согласовании стандартов. Создание базы данных анализа корреляции SPI-AOI поможет выявить первопричину.
Вопрос 5: Как можно использовать данные SPI для оптимизации процессов печати паяльной пасты?
Решение проблемы: Данные SPI - ценный ресурс для оптимизации процесса. Проанализируйте пространственное распределение дефектов, чтобы выявить закономерности, связанные с дизайном трафарета или параметрами принтера; рассчитайте индекс возможностей процесса (CPK), чтобы оценить стабильность текущего процесса; проведите анализ первопричин, чтобы выявить влияние материала, оборудования, метода и факторов окружающей среды; внедрите DOE (дизайн экспериментов), чтобы научно определить оптимальное сочетание параметров; создайте графики статистического контроля процесса (SPC), чтобы отслеживать тенденцию изменения ключевых параметров в режиме реального времени. Благодаря этим методам можно добиться непрерывного улучшения качества печати на основе данных.
Области применения инспекции паяльной пасты
Технология контроля паяльной пасты проникла во все сферы производства электроники, от бытовой электроники до высоконадежного оборудования. В различных отраслях промышленности разработаны уникальные модели применения SPI, основанные на требованиях к качеству и характеристикам продукции.
Производство бытовой электроники
Для таких продуктов, как смартфоны, планшеты и носимые устройства, системы SPI в первую очередь решают задачи контроля плат с высокой плотностью межсоединений (HDI). В этих изделиях обычно используются компоненты размером 01005 или даже меньше, с расстоянием между площадками до 0,3 мм, что требует чрезвычайно высокой точности печати паяльной пасты. Производители бытовой электроники обычно устанавливают высокоскоростное оборудование SPI для согласования с графиком крупносерийного производства, используя данные SPI для быстрой переналадки линий и оптимизации процессов.
Сектор автомобильной электроники
Критически важные компоненты, такие как блоки управления двигателем, системы безопасности и модули ADAS, должны иметь нулевое качество, поскольку любые дефекты пайки могут представлять серьезную угрозу безопасности. Производители автомобильной электроники обычно применяют 100% SPI-инспекцию и ведут долгосрочные записи данных, чтобы соответствовать требованиям к прослеживаемости. Стандарты проверки также более строгие, как правило, на 30-50% строже, чем для потребительской электроники. Кроме того, требуются специальные испытания на надежность, такие как анализ термомеханической усталости.
Сектор медицинской электроники
Имплантируемые устройства, диагностические приборы и системы медицинской визуализации требуют чрезвычайно высокой долговременной надежности. В этих приложениях часто используются специализированные сплавы паяльной пасты, например серебросодержащие материалы, что требует соответствующей настройки программ SPI для точного измерения характеристик этих сплавов. Медицинское производство также уделяет особое внимание валидации процессов, поэтому системы SPI должны предоставлять исчерпывающую валидационную документацию, чтобы продемонстрировать соответствие медицинским нормативным требованиям.
Сектор аэрокосмической и оборонной электроники
Спутники, авионика и военное оборудование должны выдерживать экстремальные перепады температур, вибрации и радиационную обстановку. Контроль SPI для этих приложений не только ориентирован на обычные параметры, но и требует специальной оценки однородности микроструктуры паяльной пасты и содержания примесей. Данные инспекции должны быть тесно интегрированы с сертификацией материалов и квалификацией процессов, чтобы сформировать полную цепочку доказательств качества.
Промышленная электроника и энергетические системы
Эти приложения, включая оборудование для управления питанием, промышленную автоматику и системы возобновляемой энергии, характеризуются смешанными технологиями и большими размерами печатных плат. Системы SPI должны работать с широким диапазоном паяных соединений, от небольших SMD-компонентов до мощных модулей, а процедуры обнаружения должны быть очень гибкими и адаптируемыми. Поскольку к таким устройствам обычно предъявляются требования по длительному сроку службы, данные обнаружения паяльной пасты должны сочетаться с моделями прогнозирования долгосрочной надежности.
Инфраструктура связи
Например, базовые станции 5G, сетевое оборудование и аппаратные средства центров обработки данных, электронное производство которых предъявляет особые требования к высокочастотным характеристикам. Геометрическая форма и шероховатость поверхности паяльной пасты влияют на передачу высокочастотных сигналов, поэтому контроль SPI должен быть сосредоточен на этих особых параметрах. Для применения в миллиметровых волнах требуется даже контроль микроскопической шероховатости поверхности паяльной пасты, что предъявляет повышенные требования к разрешению систем SPI.
С развитием электронных технологий такие новые области, как гибкая электроника, 3D-упаковка и система в упаковке (SiP), также представляют новые возможности и проблемы для контроля паяльной пасты. Эти нетрадиционные применения требуют от систем SPI большей адаптивности и инновационных алгоритмов контроля для решения задач контроля новых структур, таких как непланарные подложки и трехмерные межсоединения.

Ii. Резюме
Технология контроля паяльной пасты превратилась в незаменимую меру обеспечения качества в современном производстве электроники, причем ее важность все больше подчеркивается требованиями к миниатюризации, высокой плотности и надежности электронных изделий. С технической точки зрения, системы SPI обеспечивают комплексный контроль качества печати паяльной пасты благодаря высокоточным 3D-измерениям и интеллектуальному анализу данных, перенося контроль качества на этап предварительной сварки и значительно снижая затраты и риски, связанные с дефектами.
С развитием Индустрии 4.0 и интеллектуального производства контроль паяльной пасты превращается из независимого процесса проверки в интегрированный узел управления технологическим процессом. Современные системы SPI обеспечивают бесшовную интеграцию данных инспекции с системами качества корпоративного уровня благодаря глубокой интеграции с MES (системами управления производством); благодаря использованию технологий искусственного интеллекта и машинного обучения значительно расширились возможности SPI по выявлению дефектов и функции предиктивного обслуживания; виртуальный ввод в эксплуатацию и оптимизация процессов на основе технологии цифрового двойника еще больше повышают ценность данных SPI.
В условиях глобальной конкуренции, когда жизненный цикл изделий все больше сокращается, только компании, владеющие самыми передовыми технологиями управления технологическими процессами и качеством, могут стабильно выпускать высоконадежную продукцию, завоевывать доверие клиентов и добиваться признания на рынке. Контроль паяльной пасты, являясь важнейшим компонентом этой технологической структуры, будет продолжать играть незаменимую роль в секторе производства электроники.










Похожие посты