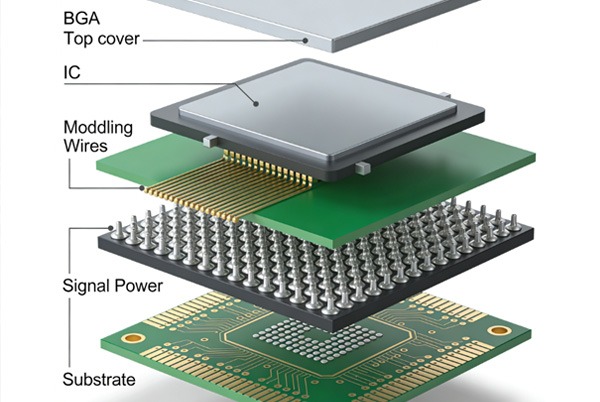
1980-luvulla tapahtuneesta käyttöönotostaan lähtien BGA-paketista (Ball Grid Array) on tullut nopeasti suosituin pakkausmuoto suuritiheyksisille integroiduille piireille, koska siinä on suuri nastatiheys, erinomainen sähköinen ja terminen suorituskyky sekä luotettavuus. BGA-teknologia on kehittynyt varhaisista 1,27 mm:n jakovälillä varustetuista vakio-BGA-paketeista tämän päivän WLCSP-paketteihin (wafer-level chip scale packages), joiden jakoväli on 0,4 mm tai vielä hienompi, ja se edistää edelleen elektronisten laitteiden pienentämistä ja suorituskykyä.
Sisällysluettelo
Nykyiset suunnitteluhaasteet
- Nouseva tappitiheys: Nykyaikaisissa prosessoreissa on usein yli 1000 pinniä, ja niiden välit on puristettu alle 0,5 mm:n.
- Signaalin eheyden vaatimukset: Suurnopeusliitännät (PCIe, DDR) asettavat tiukat vaatimukset impedanssin hallinnalle ja ristikkäishäiriöiden estolle.
- Lämmönhallinnan monimutkaisuus: Lisääntynyt tehotiheys pahentaa paikallisen ylikuumenemisen riskiä.
- Valmistusprosessin rajat: Perinteiset PCB-prosessit kohtaavat haasteita, kuten mikroviat, läpivientien täyttö ja kohdistustarkkuus.
BGA-levyjen asettelu: Teoreettisesta laskennasta tekniseen toteutukseen
2.1 Tyynyn koon tieteellinen laskenta
Tyynyn halkaisijan (d) ja juotospallon halkaisijan (dpallo) ei ole kiinteä suhde, vaan sen pitäisi perustua juotoksen tilavuusmalliin:

Missä:
- (k): Kostutuskerroin (tyypillisesti 0,8-0,9).
- (prosessi): Valmistustoleranssin kompensointi (tyypillisesti 0,05-0,1 mm).
TOPFASTin käytännön kokemus: 0,5 mm:n BGA-jakoa varten suosittelemme:
- Padin halkaisija on 0,25-0,28 mm 0,3 mm:n juotospallon halkaisijalle.
- NSMD (Non-Solder Mask Defined) -suunnittelun avulla, jossa juotosmaskin aukko on 0,05-0,1 mm suurempi kuin tyyny.
- Lisätään silkkipainomerkinnät A1-tunnistealueelle kokoonpanon kohdistamisen helpottamiseksi.
2.2 Kenttäsuunnittelu ja pelastuskanavan suunnittelu
BGA-suunnittelun toteutettavuus määräytyy pakoreititysvalmiuden perusteella. Reitityskanavien määrä (Nescape) voidaan arvioida seuraavasti:
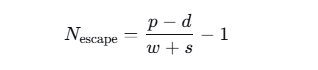
Missä:
- (p): Pallon korkeus
- (w): Jäljen leveys
- (s): Jäljen väli
Monikerroksinen jakamisstrategia:
| BGA-rivit | Vähimmäissignaalikerrokset | Suositeltu kerrosten jako |
|---|---|---|
| ≤5 riviä | 2 kerrosta | Pintakerros + sisäkerros 1 |
| 6-8 riviä | 3-4 kerrosta | Pintakerros + 2-3 sisäkerrosta |
| ≥9 riviä | 5+ kerrosta | Vaatii HDI:n tai upotetut läpiviennit |
Lämpötilapehmusteet: Hienosäädetty tasapaino lämmönhallinnassa
3.1 Termodynaamiset periaatteet ja parametrien optimointi
Lämmönpoistotyynyt säätelevät lämpövirtausta säätämällä kupariliitoksen poikkipinta-alaa. Niiden lämpövastusmalli on:
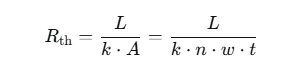
Missä:
- (n): Puikkojen lukumäärä (tyypillisesti 2-4)
- (w): (0.15-0.25mm): Leveys (0.15-0.25mm).
- (t): Kuparin paksuus
- (L): Lämpöreitin pituus
Optimointiohjeet:
- Virta nastat: 4 kehää, leveys 0.2-0.25mm.
- Maadoitusnastat: 2-4 vaihtelevaa piikkiä, säädettävissä lämmöntuottotarpeen mukaan.
- Signaalinastat: Tyypillisesti suora liitäntä, ellei erityisiä lämpövaatimuksia ole.
3.2 TOPFASTin valmistuksen validointi
Lämpökuvatestit paljastavat:
- Lämpötilaerot kulmatyynyjen kohdalla voivat nousta 15-20 °C:een, mikä edellyttää erityistä vahvistusta lämpösuunnittelussa.
- Juotoksen tuotto pienenee 8-12%, kun puikon leveys on <0,15 mm.
- Suositellaan lämpöeristeen lisäämistä virta-/maadoitustyynyjen ympärille; käytä suoraa liitäntää signaalityynyjen kohdalla.
Pakoreititys: Perinteisestä Dog-Bone-menetelmästä kehittyneeseen Via-in-Pad-menetelmään
4.1 Dog-Bone Fanoutin rajat ja optimointi
Perinteinen koiranluuasettelu soveltuu BGA-kokoonpanojen ≥0,8 mm:n pituuksille. Sen ydinrajoitus on:
Jossa (c) on vähimmäisvälys (yleensä 0,1 mm).
Optimointitekniikat:
- Käytä soikeita tyynyjä liitäntäkaulan pidentämiseen.
- Ohjaus läpimitan kautta 0,2-0,25 mm välillä.
- Käytä porrastettua reititystä sisäkerroksissa kanavien käytön parantamiseksi.
4.2 Via-in-Pad-tekniikka
Kun jako on ≤0,65 mm, via-in-pad-tekniikasta tulee välttämätön tekniikka. TOPFAST tarjoaa kahdenlaisia ratkaisuja:
Tyypin VII mikrovia (IPC-4761-standardi):
- Laserporattu, halkaisija 0,1-0,15mm.
- Hartsitäytteinen + kuparikorkin planarisointi
- Tukee sokeaa läpivientirakennetta, mikä vähentää kerrosten välisiä häiriöitä.
Suunnittelua koskevat näkökohdat:
- Tyynyn kompensointi: Läpiviennin käyttämän alueen on oltava 20%:n sisällä tyynyn halkaisijasta.
- Juotosmaskin käsittely: Käytä juotospeitteen liittämistä tai täytä tasoitus.
- Kustannusten tasapainottaminen: Mikroviat nostavat kustannuksia 15-25%, mutta parantavat reititystiheyttä 2-3 kertaa.
Monikerroksinen pinoaminen ja signaalin eheyden yhteissuunnittelu
5.1 Stackup Arkkitehtuuri Suunnittelu
Empiirinen suhde BGA-piikkien lukumäärän (Nnastat) ja vaadittu kerrosluku (Nkerrokset):
8-kerroksisen levyn esimerkkikokoonpano:
| Kerros | Toiminto | Paksuus | Huomautukset |
|---|---|---|---|
| L1 | Signaali + tyynyt | 0.1mm | Reititä 2 ulointa riviä |
| L2 | Maataso | 0.2mm | Kiinteä taso |
| L3/4 | Signaalikerrokset | 0.15mm | Reittirivit 3-6 |
| L5/6 | Moottorilentokoneet | 0.2mm | Jaetut tasot |
| L7 | Signaalikerros | 0.15mm | Reititä jäljellä olevat rivit |
| L8 | Signaali + tyynyt | 0.1mm | Alapuolen komponentit |
5.2 Impedanssin säätö ja ristikkäisviestien vaimentaminen
Keskeiset toimenpiteet:
- Differentiaaliset parit: Tiiviisti kytketty reititys, pituuden yhteensovittaminen ≤5 mils.
- Viitetasot: Varmista, että signaalikerrokset ovat kiinteiden tasojen vieressä.
- Takaisinporauksen kautta: Poistakaa tynkävaikutukset > 5 GHz:n signaaleille.
- TOPFAST-erityisprosessi: Tarjoaa paikallisen dielektrisen paksuuden säädön ±7%:n impedanssitarkkuuden saavuttamiseksi.
Valmistusprosessit ja luotettavuuden validointi
6.1 DFM Tarkistuslista
- Tyynyn koon toleranssi: ±0,02 mm (Laser Direct Imaging)
- Juotosnaamion kohdistaminen: ±0.05mm (Vahvista valmistajalta)
- Juotospastan tulostus: Stencilin aukko 0.05-0.1mm pienempi kuin tyynyn aukko.
- Röntgentarkastus: Tyhjyysaste <25% (IPC-A-610 standardi)
6.2 Luotettavuustestin kohteet
TOPFAST suositteli kolmivaiheista tarkastusprosessia:
- Vaihe 1 Varmentaminen: Mikroleikkausanalyysi (kuparin paksuus, täytön laatu).
- Vaihe 2 Varmentaminen: Lämpösyklitesti (-55°C ~ 125°C, 500 sykliä).
- Vaihe 3 Varmentaminen: Yhteenliitännän kestävyystesti (ketjumaisen ketjun valvonta)
Tulevaisuuden suuntaukset: Heterogeeninen integrointi ja kehittyneet pakkaukset
Chiplet- ja 3D-IC-tekniikoiden kehittyessä BGA-pakkaukset ovat kehittymässä kohti:
- Silicon Interposer BGA: Tukee usean sirun integrointia, mikä parantaa liitäntätiheyttä 10-kertaisesti.
- Sulautettu substraatti BGA: Passiiviset aineet upotettu, mikä pienentää pinta-alaa 30-40%.
- Optoelektroninen integroitu BGA: Tukee optisia kanavia, rikkoen sähköisiä rajoja.
Päätelmä
Onnistunut BGA-suunnittelu edellyttää neljän ulottuvuuden ylittämistä:
- Sähköinen ulottuvuus: Signaalin ja virran eheyden yhteisoptimointi.
- Terminen ulottuvuus: Lämmönpoistotyynyjen ja kokonaislämmönsiirron välinen tasapaino.
- Mekaaninen ulottuvuus: CTE matching ja stressinpoisto.
- Valmistuksen ulottuvuus: Optimaalinen prosessikapasiteetti ja kustannukset.
Tuhansista BGA-hankkeista saatujen kokemusten perusteella TOPFASTissa on nelivaiheinen menetelmä: "Suunnittelu - simulointi - prototyyppi - massatuotanto", joka auttaa asiakkaita saavuttamaan vähintään 90%:n tuoton ensimmäisellä suunnitteluyrityksellä. Muista: Se on järjestelmän vaatimusten, suunnittelun innovaation ja valmistuskapasiteetin täsmällinen risteyskohta.
5 yleistä kysymystä ja vastausta BGA-paketin PCB-suunnittelusta
A: Keskeinen periaate:
Padin koko = juotospallon halkaisija × 0,85 ± prosessikompensointi
TOPFAST Suositellut arvot:
0,5 mm:n jako: 0.3-0.35mm
0,8 mm:n jako: 0.4-0.45mm
1,0 mm:n jako: 0.5-0.55mm
Tärkeimmät näkökohdat:
Käytä NSMD-suunnittelua (juotosmaskin aukko 0,05 mm suurempi kuin tyyny)
Prosessin tarkkuus on varmistettava valmistajalta
A1-paikan selkeä merkitseminen on välttämätöntä
A: Pakollinen käyttö:
Liitäntä suuriin teho-/maadoituskuparitasoihin
Suuren virran nastat (>1A)
BGA:n kulma-asennot
Valinnainen käyttö:
Signaalipinneissä käytetään yleensä suoraa yhteyttä
Vähävirtaiset virtanastat
TOPFAST Suositellut parametrit:
Puikkojen lukumäärä: 4
Leveys: 0.15-0.25mm.
Aukon halkaisija: 0.3-0.5mm
A: Kerrosten lukumäärän arviointikaava:
Kerrokset ≈ (reititystä vaativien nastojen lukumäärä) ÷ (4 × reititettävät rivit kerrosta kohti) + 1 kerroksen marginaali.
TOPFAST-reititysstrategia:
Päällystekerrokset: Reititä uloimmat 1-2 riviä
Sisäkerrokset: Käytä koiranluuta tai via-in-tyynyä
Avain: Suunnittele sijainnit ajoissa
Pitchin suositukset:
≥0.8mm: Koiranluu fanout
0,65-0,8 mm: Osittainen via-in-tyyny
≤0,5 mm: Täydellinen via-in-tyyny
A: Neljä avainkohtaa:
Impedanssin säätö: Asteittainen kapeneminen tyynystä jälkiin
Ristiriitojen vaimentaminen: ≥ 3× jäljen leveys.
Paluupolku: Maadoitus jokaisen signaalin kautta
Virran eheys: Sijoita irrotuskondensaattorit 50 mils:n päähän BGA:sta.
TOPFAST-tarkistuslista:
Differentiaaliparin pituuden sovitus ≤ 5 mils
Impedanssin säätö ±7%:n sisällä
Kriittinen verkon ristikkäisääni < -40dB
A: Suunnitteluvaihe:
Pad Pintakäsittely: ENIG (suurnopeussignaalit) tai ImAg (kustannusherkät).
Stencil Design: aukon koko 85-90% tyynyn pinta-alasta.
Välyksen tarkistus: Varmista, että alustan vähimmäisetäisyysvaatimukset täyttyvät
Valmistusvaihe:
Juotospastan tulostuksen tarkastus
Röntgentarkastus (tyhjätilan määrä < 25%)
Reflow-lämpötilaprofiilin tarkastus
Sähköisen suorituskyvyn testaus
TOPFAST Kokemus:
Valmistajan ottaminen mukaan DFM-arviointeihin varhaisessa vaiheessa voi vähentää massatuotantoon liittyviä ongelmia yli 70%:llä. BGA-spesifikaatioiden toimittaminen TOPFASTille mahdollistaa räätälöityjen prosessisuositusten antamisen.