Painettujen piirilevyjen kehittämisen alalla insinöörien päähuomio kiinnittyy usein signaalin eheyden (SI), sähkömagneettisen yhteensopivuuden (EMC) ja virran eheyden (PI) analysointiin. Kuitenkin, PCB-suunnittelu valmistettavuutta varten (DFM) on yhtä tärkeää. Tämän näkökohdan laiminlyönti voi johtaa tuotesuunnittelun epäonnistumiseen, kustannusten kasvuun ja tuotannon viivästymiseen. TOPFAST auttaa asiakkaitaan tunnistamaan ja ratkaisemaan valmistettavuuteen liittyvät ongelmat tuotekehityssyklin alkuvaiheessa ammattimaisilla DFM-analyysipalveluilla.
Onnistunut PCB DFM alkaa asianmukaisten suunnittelusääntöjen laatimisesta, joissa on otettava huomioon valmistajien todelliset tuotantokyvyt. Tässä artikkelissa tarkastellaan piirilevyjen asettelun ja reitityksen DFM:n keskeisiä elementtejä, joiden avulla insinöörit voivat suunnitella korkealaatuisia piirilevyjä, jotka täyttävät sekä toiminnalliset vaatimukset että tuotannon toteutettavuuden.
Sisällysluettelo
DFM:n avainkohdat PCB-asettelussa
SMT Komponenttien asettelun tekniset tiedot
SMT-komponenttien (Surface Mount Technology) asettelun laatu vaikuttaa suoraan kokoonpanoprosessin tuottoprosenttiin:
- Komponenttien etäisyysvaatimukset: Yleisen SMT-komponenttien etäisyyden tulisi olla yli 20 mils, IC-tyyppisten komponenttien yli 80 mils ja BGA-tyyppisten komponenttien yli 200 mils.
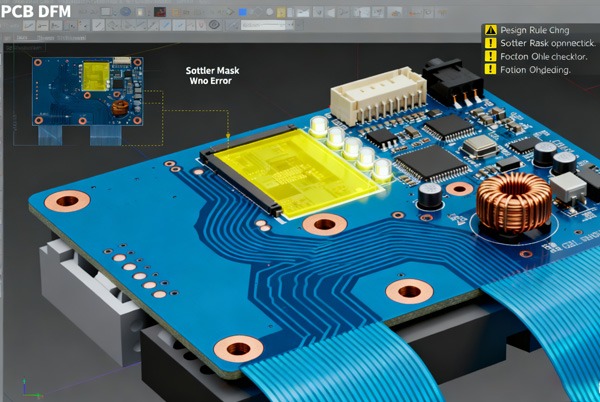
- Pad Spacing suunnittelu: SMD-levyjen välien on yleensä oltava yli 6 millimetriä, kun otetaan huomioon yleinen 4 millimetrin juotosmaskin patoamiskapasiteetti. Kun SMD-levyjen väli on alle 6 millimetriä, juotosmaskin aukkoväli voi laskea alle 4 millimetrin, mikä estää juotosmaskin padon säilymisen ja johtaa juotossiltojen ja oikosulkujen syntymiseen kokoonpanon aikana.
DIP Komponenttien asettelua koskevat näkökohdat
Läpivientiaukkotekniikan (THT/DIP) komponenttien asettelussa on otettava huomioon aaltojuotosprosessin vaatimukset:
- Riittämätön nastojen väli voi johtaa juotosilloituksiin ja oikosulkuihin.
- Minimoi läpireikäkomponenttien käyttö tai keskitä ne levyn samalle puolelle.
- Kun läpireikäkomponentit ovat yläpuolella ja SMT-komponentit alapuolella, se voi häiritä yksipuolista aaltojuottamista, jolloin tarvitaan mahdollisesti kalliimpia prosesseja, kuten valikoivaa juottamista.
Thermal Relief suunnittelu
Asianmukaiseen DFM:ään kuuluu myös strateginen lämmönhallinta. Suuritehoisissa komponenteissa on varmistettava, että käytetään riittäviä lämpöerotustyynyjä "kylmien juotosliitosten" estämiseksi uudelleenjuotosprosessin aikana. Kuparin tiheyden ja välyksen välisen tasapainon säilyttäminen estää lämmön epätasaisen jakautumisen, mikä on ratkaisevan tärkeää piirilevykokoonpanon pitkän aikavälin luotettavuuden kannalta.
Turvallinen etäisyys komponenteista levyn reunaan
- Automaattiset hitsauslaitteet edellyttävät yleensä vähintään 7 mm:n etäisyyttä elektronisten komponenttien ja levyn reunan välillä (erityisarvot voivat vaihdella valmistajakohtaisesti).
- Irrotuskielekkeiden lisääminen piirilevyn valmistuksen aikana mahdollistaa komponenttien sijoittamisen lähelle levyn reunaa.
- Piirilevyn reunalla olevat komponentit saattavat törmätä koneen kiskoihin automaattisen juottamisen aikana aiheuttaen vaurioita, ja niiden tyynyt saattavat leikkautua osittain valmistuksen aikana, mikä vaikuttaa juotoksen laatuun.
Pitkien ja lyhyiden komponenttien järkevä sijoittelu
Elektroniikkakomponentteja on erimuotoisia ja -kokoisia; hyvä asettelu parantaa laitteen vakautta ja vähentää vaurioita:
- Varmista, että korkeiden komponenttien ympärillä on riittävästi tilaa lyhyemmille viereisille komponenteille.
- Komponenttien etäisyyden ja korkeuden riittämätön suhde voi johtaa epätasaiseen lämpöilmavirtaan juottamisen aikana, mikä voi aiheuttaa huonoja juotosliitoksia tai jälkityöstövaikeuksia.
Komponenttien välinen turvaväli
SMT-käsittelyssä on otettava huomioon laitteiden sijoitustarkkuus ja jälkityötarpeet:
- Suositeltu etäisyys: SOT-korttien välillä sekä SOIC-korttien ja sirukomponenttien välillä.
- Suositeltu etäisyys: 2,5 mm PLCC-korttien ja sirukomponenttien, SOIC-korttien tai QFP-korttien välillä.
- Suositeltu etäisyys: PLCC-korttien välillä: 4 mm.
- Kun suunnittelet PLCC-pistorasioita, varmista, että niille on varattu riittävästi tilaa (PLCC-nastat sijaitsevat pistorasian sisäpohjassa).
DFM:n keskeiset elementit PCB-reititystä varten
1. Jäljen leveyden/välin optimointistrategia
Suunnittelussa on tasapainotettava tarkkuusvaatimukset ja tuotantoprosessin rajoitukset:
- Vakiomalli: Noin 80% piirilevyjen valmistajia pystyy tuottamaan edullisimmin 4/4 millimetrin raideleveyttä/-väliä ja 8 millimetrin (0,2 mm) läpivientejä.
- Korkean tiheyden suunnittelu: Noin 70% valmistajaa pystyy tuottamaan vähintään 3/3 millimetrin johtimien leveyttä/väliä ja 6 millimetrin (0,15 mm) läpivientejä hieman korkeammalla hinnalla.
2. Akuuttien/kulmikkaiden jälkien välttäminen
- Teräväkulmaiset jäljet ovat ehdottomasti kiellettyjä piirilevyjen reitityksessä.
- Suorakulmaiset johtimet voivat vaikuttaa signaalin eheyteen luomalla ylimääräistä loiskapasitanssia ja induktanssia.
- Piirilevyjen valmistuksen aikana "happoansat" voivat muodostua teräviin kulmiin, joissa jäljet kohtaavat, mikä johtaa yli-etsintään ja mahdollisiin jälkikatkoksiin.
- Säilytä 45 asteen kulma jäljen mutkissa.
3. Kuparihiutaleiden ja -saarekkeiden hallinta
- Suuret eristetyt kuparisaarekkeet voivat toimia antenneina, jotka aiheuttavat kohinaa ja häiriöitä.
- Pienet kuparihiukkaset voivat irrota syövytyksen aikana ja siirtyä muille syövytetyille alueille aiheuttaen oikosulkuja.
4. Porien rengasvaatimukset
Rengasrenkaan (kuparirengas porareiän ympärillä) suunnittelussa on otettava huomioon valmistustoleranssit:
- Läpiviennit vaativat yli 3,5 millimetrin rengasrenkaan per puoli.
- Läpirei'itetyt nastat vaativat yli 6 millimetrin rengasrenkaan.
- Riittämättömät rengasrenkaat voivat johtaa rikkoutuneisiin renkaisiin ja avoimiin virtapiireihin, jotka johtuvat poraus- ja kerros-kerros-rekisteröintitoleransseista.
5. Pisaroiden lisääminen jälkiin
Teardrop-rakenne parantaa piiriliitäntöjen kestävyyttä:
- Estää liitoskohtia katkeamasta, kun levyyn kohdistuu fyysistä rasitusta.
- Suojaa tyynyjä irtoamiselta useiden juotosjaksojen aikana.
- Estää epätasaisen syövytyksen tai virheellisen rekisteröinnin aiheuttamat halkeamat.
6. Hallittu impedanssi ja signaalin eheys
Nykyaikaisessa piirilevysuunnittelussa DFM:n on otettava huomioon hallittu impedanssi. Suunnittelijoiden on määriteltävä dielektrinen pinoaminen ja jäljen leveydet tarkasti, jotta ne vastaisivat impedanssivaatimuksia. Läpivientien minimointi suurnopeusjohdoissa ja 90 asteen mutkien välttäminen vähentävät signaalien heijastuksia ja sähkömagneettista häiriötä ja varmistavat piirilevyn oikean toiminnan ensimmäisellä valmistusajolla.
DFM:n ja DFT:n välinen synergia
Piirilevyjen valmistuksessa Design for Testability (DFT) ja Design for Manufacturability (DFM) ovat molemmat avainasemassa:
- DFT (Design for Testability): Keskittyy siihen, että piirilevyjä on helppo testata vikojen varalta, esim. lisäämällä testauspisteitä signaalin eheyden tarkistuksia varten.
- DFM (Design for Manufacturability): Varmistaa, että suunnittelu on optimoitu tehokasta tuotantoa ja kokoonpanoa varten.
Tutkimusten mukaan testauksen osuus piirilevyjen tuotantokustannuksista voi olla 25-30%, kun taas huonot suunnitteluvalinnat voivat lisätä valmistuksen romumäärää jopa 10%. DFM:n ja DFT:n synerginen soveltaminen auttaa tehokkaasti vähentämään näitä kustannuksia.
Integroidut DFT- ja DFM-käytännöt
- Komponenttien sijoittelustrategia: Komponenttien riittävä etäisyys toisistaan (esim. vähintään 0,5 mm) helpottaa sekä kokoonpanoa (DFM) että varmistaa esteettömän pääsyn testausantureille (DFT).
- Testipisteen suunnittelu: Testipisteiden lisääminen kriittisille verkoille (esim. 2,5 GHz:n suurnopeussignaalit) auttaa sekä vikojen havaitsemista (DFT) että opastaa valmistajia kokoonpanoprosessien säätämisessä (DFM).
- Materiaalin standardointi: Laajasti hyväksyttyjen materiaalien käyttö (esim. FR-4, jonka dielektrisyysvakio on 4,5) tukee kustannustehokasta tuotantoa (DFM) ja varmistaa johdonmukaiset testitulokset (DFT).
Tärkeimmät DFM-ohjeet PCB-valmistus
1. Jäljen leveyden ja välien optimointi
- Yleisesti suositellaan vähintään 6 millimetrin raideleveyttä ja -väliä, jotta vältetään yliviivaukset ja oikosulut.
- Suuremmalla tiheydellä varustetuissa malleissa voidaan käyttää kapeampia jälkiä, mutta tämä lisää tuotantoriskiä ja kustannuksia.
2. Vakiokomponenttikokojen käyttö
- Suositeltavat komponenttien vakiopaketit, kuten 0603 tai 0805.
- Epätyypilliset koot vaikeuttavat kokoonpanoa ja lisäävät virheiden riskiä automatisoiduissa laitteissa.
3. Kerrosten määrän minimointiperiaate
- Vähennä kerrosten määrää mahdollisuuksien mukaan suorituskykyvaatimusten mukaisesti (esim. 8 kerroksesta 6:een).
- Jokainen lisäkerros lisää valmistuskustannuksia ja tuotantoaikaa.
4. Realististen toleranssien asettaminen
- Vältä liian tiukkoja toleranssivaatimuksia.
- Useimmilla vakioprosesseilla voidaan saavuttaa ±10%:n toleranssi; tiukemmat vaatimukset lisäävät kustannuksia merkittävästi.
5. Kirkkaat silkkipainomerkinnät
- Sisällytä selkeät merkinnät komponenteista, testipisteistä ja napaisuusmerkinnöistä.
- Pidä tekstin vähimmäiskorkeus 0,8 mm, jotta teksti on luettavissa tulostuksen jälkeen.
Ammattimainen DFM-tarkastus ja analyysimenetelmät
TOPFASTin DFM-analyysipalvelu arvioi kattavasti piirilevymalleja tuotantoprosessiparametreja vastaan:
- PCB Bare Board -analyysi: 19 pääluokkaa, 52 yksityiskohtaista tarkastussääntöä.
- PCBA-kokoonpanon analyysi: 10 pääluokkaa, 234 yksityiskohtaista tarkastussääntöä.
Nämä tarkastussäännöt kattavat periaatteessa kaikki mahdolliset valmistettavuuteen liittyvät ongelmat, mikä auttaa suunnittelijoita tunnistamaan ja ratkaisemaan DFM-haasteet ennen tuotannon aloittamista.
PCB-prosessin perusteet ja valmistusvirta
Monikerroksisen levyn rakenteen ymmärtäminen
Piirilevyt luokitellaan yksipuolisiksi, kaksipuolisiksi tai monikerroksisiksi. Monikerroslevyt koostuvat kuparifoliosta, prepregistä (PP) ja ydinlaminaateista:
- Kuparifolion tyypit: Valssattu hehkutettu (käytetään usein joustavissa levyissä), sähkösuodatettu (käytetään usein jäykissä levyissä).
- Paksuuden muuntaminen: 1 OZ = 35μm (OZ on painoyksikkö). Ulommissa kerroksissa käytetään yleisesti 1/2oz kuparia.
- Monikerroslevyjen ydinteknologiat: Stack-up-suunnittelu ja porausprosessit.
Monikerroksisen levyn valmistusvirta
- Sisäkerroksen valmistus: Pohjimmiltaan yksipuolinen kartonkiprosessi, johon kuuluu UV-valotus, kehittäminen ja syövytys.
- Lay-up / laminointi: Kuparifolio, PP ja ydinlevyt kohdistetaan ja puristetaan lämmön alla monikerrosrakenteeksi.
- Poraus / pinnoitus: Läpivientien luominen (läpireikä, sokea, upotettu) kerrosten välisten sähköisten yhteyksien luomiseksi.
- Juotosmaski / pintakäsittely: Juotosmaskin levittäminen suojaamaan ulompia kuparikerroksia, minkä jälkeen juotosmaski avataan ja pintakäsittely levitetään.
Olennaiset suunnittelutiedostot
PCB-suunnittelu edellyttää neljän keskeisen tiedoston valmistelua:
- Valmistuspiirustus / ääriviivapiirustus (DXF-muodossa mekaanista ääriviivaa varten).
- Poraviila / NC-poraviila (reikien poraamiseen).
- Gerber Files / Photoplotting Files (tiedot kerrosgrafiikkaa, mittoja ja sijainteja varten).
- Verkkolista-tiedosto (määrittelee signaalien liitettävyyden kerroksen jälkiä varten).
PCBA-suunnittelu ja prosessireititys
- Reflow-juottaminen: Käytetään ensisijaisesti SMT-komponentteihin.
- Aaltojuottaminen: Käytetään tyypillisesti läpireikäkomponenteissa.
- Prosessireitin suunnittelu: Sopivan juotosprosessien yhdistelmän valitseminen komponenttityyppien ja -jakelun perusteella.
Usein kysytyt kysymykset PCB DFM:stä
V: DFM (Design for Manufacturing) keskittyy paljaan levyn valmistukseen (etsaus, poraus, pinnoitus), kun taas DFA (Design for Assembly) keskittyy komponenttien juottamiseen levylle. Onnistuneessa hankkeessa yhdistetään molemmat kustannustehokkuuden ja korkean tuoton varmistamiseksi.
V: DFM-analyysi tunnistaa mahdolliset tuotantoon liittyvät ongelmat - kuten liian tiukat toleranssit tai monimutkaiset pinoutumat - ennen valmistuksen aloittamista. Ratkaisemalla nämä ongelmat jo suunnitteluvaiheessa vältytään kalliilta suunnittelukysymyksiltä (EQ), materiaalihävikiltä ja piirilevyn uudelleenkehräämiseltä.
V: Vaikka ominaisuudet vaihtelevat valmistajakohtaisesti, tavallinen luotettava vakiovaraus jäljen ja jäljen ja tyynyn välillä on yleensä 5-6 millimetriä tavallisilla FR4-levyillä. Suuritiheyksisissä malleissa tämä voi olla jopa 3 millimetriä, mutta se edellyttää erikoisprosesseja.
V: Quick-Turn-hankkeissa ei ole varaa virheisiin. DFM-tarkistuksella varmistetaan, että tiedostot ovat "tuotantokelpoisia", ja estetään viivästykset, jotka johtuvat puuttuvista juotosmaskitiedoista, virheellisistä poratiedostoista tai komponenttien jalanjäljen epäsuhtaisuudesta.
DFM Quick Checklist insinööreille
- Tarkista johtimien vähimmäisleveys ja -väli valmistajan antamien tietojen perusteella.
- Varmista, että kaikki reiät ovat turvallisen etäisyyden päässä levyn reunasta.
- Vahvista automaattisen kokoonpanon vertailumerkkien läsnäolo.
- Tarkista, ettei ole "happoansoja" (teräviä kulmia jäljissä), joihin kemikaaleja voi jäädä syövytyksen aikana.
Päätelmä
PCB Design for Manufacturability on kehittynyt pelkkä tuotantoa koskeva näkökohta on keskeinen strateginen tekijä tuotteen menestyksen kannalta. Integroimalla DFM-periaatteet suunnitteluprosessiin yritykset voivat vähentää merkittävästi tuotantokustannuksia, parantaa tuotteiden laatua ja lyhentää markkinoille tuloaikaa. TOPFAST suosittelee, että DFM-analyysi otetaan käyttöön jo varhaisessa vaiheessa projektin elinkaarta, jotta voidaan varmistaa suunnittelun ja valmistuksen saumaton integrointi ja lopulta saavuttaa tehokas, taloudellinen ja laadukas piirilevytuotanto.
Ammattimainen DFM-arviointi toimii "suunnittelun laadunvalvontana", joka sovittaa insinöörien luovat suunnitelmat tehtaiden käytännön prosessivalmiuksiin ja varmistaa, että painetut piirilevyt täyttävät eritelmät ja ovat hyvin valmistettavissa.