La tendance actuelle est à la miniaturisation et à la haute performance des produits électroniques, interconnexion à haute densité (HDI) sont devenues le support principal des appareils électroniques haut de gamme. Leurs performances exceptionnelles reposent sur des processus de fabrication extrêmement précis et des normes d'inspection rigoureuses qui garantissent la qualité et la fiabilité des cartes HDI.
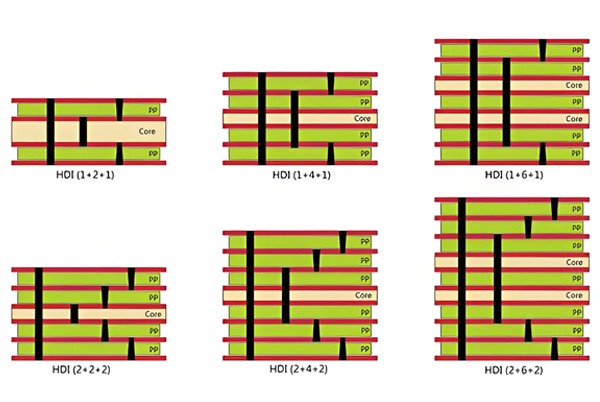
Table des matières
Comprendre l'IDH
Avant de se pencher sur les normes d'inspection, il est essentiel de comprendre ce qui rend les cartes HDI uniques. Le cœur de la technologie HDI réside dans l'utilisation de Fabrication par accumulation, employant de manière extensive microvias, riduleset couches diélectriques minces.
- Structure de base: Utilise généralement un noyau comme support, en laminant alternativement les couches d'accumulation et des feuilles de cuivre, les connexions entre les couches étant réalisées par le biais de microvias.
- Terminologie clé:
- Microvia: Un via aveugle ou enterré d'un diamètre ≤ 0,15 mm, essentiel pour obtenir une interconnexion à haute densité.
- Cahier des charges & ; Bloc de capture: Les plots de connexion situés respectivement en bas et en haut d'une microvia.
- Enterré Via: Un via conducteur complètement caché à l'intérieur de la carte, ne s'étendant pas aux surfaces extérieures.
Pour mieux comprendre, le diagramme suivant illustre l'empilement typique d'une carte HDI :
+-----------------------------------------------------------------+
| <> | <> | <> | <> -------> | Se connecte à | <> | Microvia >> -------> | Microvia >> -------> | Microvia >> -------> | Microvia >> -------> | Microvia >> -------
|-------------------------|----------------------|-------------------|
| Microvia >> se connecte à <> ou <> ou <>.
|-------------------------|----------------------|-------------------|
| Le système d'alimentation en eau de l'entreprise est un système d'alimentation en eau de l'entreprise.
|-------------------------|----------------------|-------------------|
<> (potentiellement multicouche, contenant des vias enterrés) <> (potentiellement multicouche, contenant des vias enterrés)
|-------------------------|----------------------|-------------------|
<> | <> | <> | <> | <> | <> | << Base de soudure extérieure
+-----------------------------------------------------------------+(Schéma : Montre la relation entre l'âme, les couches de construction, les microvias, les vias enterrés et les pastilles cibles/capture dans une carte HDI).
La hiérarchie des normes d'inspection de l'IDH
En cas de conflit d'exigences techniques, il convient de suivre la hiérarchie suivante (de la plus haute à la plus basse priorité) pour s'assurer que le produit final est conforme à l'intention du concepteur :
- Priorité absolue: Fourni par le client Dossiers de conception et Accords techniques approuvés.
- Deuxième priorité: Normes d'inspection spécifiques de l'IDH (telles que décrites dans le présent document).
- Priorité à la fondation: Normes générales d'inspection des circuits imprimés rigides et normes internationales de l'IPC.
Points d'inspection clés tout au long du processus de fabrication de l'IDH
1. Inspection des matériaux :
Les cartes HDI sont soumises à des exigences extrêmement strictes en matière de matériaux, qui constituent la base de tous les processus ultérieurs.
| Type de matériau | Points clés de l'inspection | Exigences standard |
|---|---|---|
| Noyau et accumulation Diélectrique | Type de matériau, Tg, Dk, Df | Le noyau par défaut est FR-4. Il est recommandé d'utiliser le diélectrique Build-up RCC or LDP. Tous les matériaux doivent répondre aux normes de performance en vigueur. |
| Feuille de cuivre | Épaisseur, résistance à la traction, allongement, rugosité de la surface | Les feuilles RCC sont généralement de 1/2 oz ou 1/3 oz et requièrent d'excellentes propriétés mécaniques et électriques. |
| Placage métallique | Microvia Épaisseur du cuivre | C'est essentiel pour la fiabilité de l'IDH ! Le grade A requiert ≥10μm, le grade B exige ≥5μm, ce qui garantit que les microvias ne se fissurent pas sous l'effet de la contrainte thermique. |
2. Inspection structurelle et visuelle
Cette phase de l'inspection se concentre sur les résultats physiques de la fabrication, généralement obtenus à l'aide de microscopes, d'AOI, etc.
- Qualité Microvia:
- Forme: Vérifier que la forme conique est idéale, en évitant les défauts tels que la "tête de clou".
- Remplissage: Pour les microvias remplis, exiger un remplissage suffisant avec une profondeur de dépression de surface conforme aux normes.
- Inscription: Les microvias doivent se poser complètement sur le Cahier des charges ci-dessous, sans violation du pavé.
- Circuit et surface:
- Largeur de ligne/espace: Mesurer l'écart par rapport aux valeurs de conception afin de garantir l'intégrité de la ligne fine.
- Finition de la surface: Qu'il s'agisse d'ENIG, d'étain par immersion ou d'OSP, vérifiez l'épaisseur, l'uniformité et la soudabilité.
- Masque de soudure: Vérifier l'uniformité du revêtement, la précision de l'enregistrement, l'absence de suintement, la mauvaise exposition, etc.
3. Essais électriques et de fiabilité
Il s'agit de l'étape principale de vérification de la fonctionnalité et de la durabilité de la carte HDI.
- Essais de performance électrique:
- Test de continuité et d'isolation: Utilisez une sonde volante ou des appareils dédiés pour vérifier le circuit ouvert/ court-circuit du 100%.
- Contrôle de l'impédance: Pour les lignes à grande vitesse, effectuer des essais par échantillonnage de l'impédance caractéristique pour s'assurer qu'elle se situe dans les limites de la tolérance de conception.
- Essais de fiabilité (évaluation des contraintes environnementales):
- Essai de contrainte thermique: Se référer à IPC-TM-650 Les méthodes d'analyse de la température sont utilisées pour des cycles thermiques multiples ou des chocs thermiques, suivis d'une analyse par microsection pour vérifier l'absence de fissures dans le placage et de délamination.
- Test de résistance de l'interconnexion: Spécialement conçu pour évaluer la fiabilité à long terme des microvias sous charge de courant.
- Test de soudabilité: Évaluer la capacité de mouillage de la soudure des pastilles afin d'éviter les joints de soudure froids et un mauvais mouillage.

Aperçu des méthodes et outils d'inspection professionnelle
| Catégorie d'inspection | Méthodes et outils courants | Objectif de l'inspection |
|---|---|---|
| Visuel et structurel | Inspection optique automatisée, MMT, microscope métallurgique | Détecter les défauts de microvia/ligne, mesurer les dimensions |
| Structure interne | Analyse de la microsectionInspection par rayons X | Observer l'épaisseur du cuivre, l'intégrité de la stratification et vérifier le repérage des couches internes |
| Performance électrique | Testeur de sondes volantes, testeur d'impédance, analyseur de réseau | Tester la continuité, l'isolation, l'impédance et les performances à haute fréquence |
| Fiabilité | Chambre à cycle thermique, chambre THB, testeur de résistance au pelage | Évaluer la durée de vie et la stabilité des produits dans des environnements difficiles |
Conclusion
L'inspection des cartes de circuits imprimés HDI est loin d'être une simple détermination réussite/échec ; il s'agit d'un processus systématique qui couvre l'ensemble du cycle de vie, depuis la conception et la sélection des matériaux jusqu'à la fabrication. Ce n'est que par la mise en œuvre rigoureuse d'un système d'inspection multi-niveaux et multi-dimensionnel - couvrant tous les aspects, des matériaux à la fiabilité - que nous pouvons réellement garantir que chaque carte de circuit imprimé HDI offre des performances stables, durables et exceptionnelles au sein du produit final.