Kattava analyysi piirilevyjen vääntymisestä ja muodonmuutoksista
Sisällysluettelo
1. Mikä on PCB-vääntyminen?
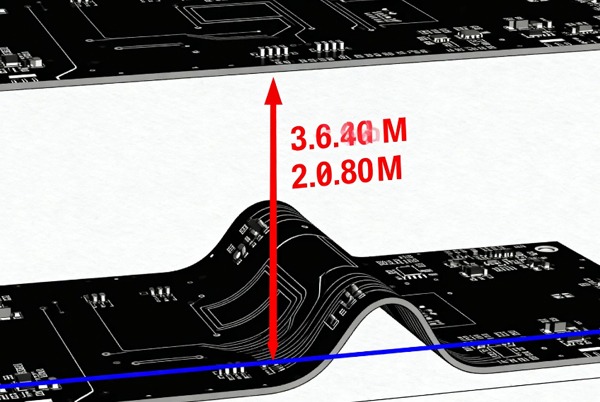
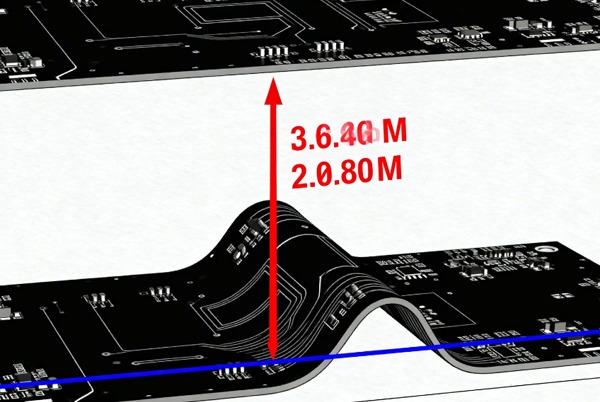
PCB-vääntyminen tarkoittaa painettujen piirilevyjen muodonmuutosta tuotannon tai käytön aikana, mikä johtaa alkuperäisen tasaisuuden menetykseen. Kun PCB asetetaan tasaiselle pöydälle, vääntymisprosentti lasketaan mittaamalla korkeimman pisteen ja pöydän välinen etäisyys ja jakamalla se levyn diagonaalin pituudella.
Vääntymän laskentakaava: Vääntyminen = (Yhden kulman vääntymiskorkeus / (PCB:n lävistäjän pituus × 2)) × 100 %
PCB-vääntymisstandardit
| Sovellusskenaario | Sallittu vääntyminen | Huomautukset |
|---|---|---|
| Yleinen kulutuselektroniikka | ≤0,75 % | IPC-standardin perusvaatimukset |
| Tarkka SMT | ≤0,50 % | Matkapuhelimet, viestintälaitteet jne. |
| Erittäin korkeat tarkkuusvaatimukset | ≤0,30 % | Sotilas-, lääketiede- ja muut erikoisalat |
| Vain plug-in-prosessi | ≤1,50 % | Ei pintakiinnitteisiä komponentteja |
2. PCB-vääntymisen vakavat vaikutukset
2.1 Valmistusprosessi
- Asennuksen vaikeudet: Automaattisilla SMT-linjoilla epätasaiset piirilevyt aiheuttavat sijoitusvirheitä, jotka estävät komponenttien oikean asennuksen tai kiinnityksen.
- Laitteiden vauriot: Vakava vääntyminen voi vahingoittaa automaattisia asennuskoneita ja aiheuttaa tuotantolinjan seisokkeja.
- Hitsausvirheet: Vääntyminen johtaa epätasaiseen lämmön jakautumiseen juotosliitoksissa, mikä aiheuttaa ongelmia, kuten virtuaalijuottamisen ja hautakiviefektin.
2.2 Tuotteen luotettavuus
- Kokoonpanokysymykset: Juottamisen jälkeen vääntyneet levyt vaikeuttavat komponenttien johtojen siistiä leikkaamista, mikä estää niiden asianmukaisen asennuksen koteloon tai pistorasioihin.
- Pitkän aikavälin riskit: Stressikeskittymäkohdat ovat alttiita piirien rikkoutumiselle korkean ja matalan lämpötilan vaihtelevissa ympäristöissä.
- Suorituskyvyn heikkeneminen: Tapaukset, joissa autojen tutkajärjestelmät rikkoutuivat usein kesän jälkeen liiallisen vääntymisen vuoksi.
3. PCB-levyn vääntymisen pääasialliset syyt
3.1 Olennaiset tekijät
- CTE-epäsuhta: Merkittävä ero kuparifolion (17×10⁻⁶/℃) ja FR-4-substraatin (50-70×10⁻⁶/℃) lämpölaajenemiskertoimissa.
- Substraatin laatu: Alhainen Tg-arvo, korkea kosteuden imeytyminen tai epätäydellinen kovettuminen heikentävät mittatarkkuutta.
- Materiaalinen epäsymmetria: Epäyhtenäiset ydin- ja PP-levymerkit tai paksuuserot monikerroksisissa levyissä
3.2 Suunnittelukysymykset
- Epätasainen kuparin jakautuminen: Toisella puolella suuret kuparialueet ja toisella puolella harvat piirit, mikä aiheuttaa kuumennuksen aikana vääntymistä kuparipuutteiselle puolelle.
- Epäsymmetrinen rakenne: Erityiset dielektriset kerrokset tai impedanssivaatimukset, jotka johtavat epäsymmetrisiin laminointirakenteisiin
- Liialliset ontelot: Suurissa levyissä on liikaa onteloita, jotka taipuvat helposti reflow-juottamisen jälkeen.
- Liiallinen V-leikkauksen syvyys: Vaikuttaa rakenteelliseen eheyteen, ja riski kasvaa, kun jäännös paksuus on ≤1/3 levyn paksuudesta.
3.3 Tuotantoprosessit
Prosessin aiheuttaman vääntymisen analyysi:
- Laminointiprosessi: Virheellinen lämpötilan ja paineen säätö, epätasainen hartsin kovettuminen
- Lämpökäsittely: Kuumailmavalmistus (250–265 °C), juotosmaskin paistaminen (150 °C), reflow-juottaminen (230–260 °C)
- Jäähdytysprosessi: Liiallinen jäähdytysnopeus, riittämätön jännityksenpoisto
- Mekaaninen rasitus: Pinoaminen, käsittely ja paistaminen
3.4 Varastointi ja ympäristö
- Kosteuden vaikutukset: Kuparipäällysteisen laminaatin kosteuden imeytyminen ja laajeneminen, mikä on erityisen merkittävää yksipuolisille paneeleille, joilla on suurempi imeytymispinta-ala.
- Säilytysmenetelmät: Pystysuora varastointi tai voimakas puristus, joka aiheuttaa mekaanista muodonmuutosta
- Lämpötilan ja kosteuden vaihtelut: Ylittää standardialueet 15–25 °C/40–60 % RH
4. PCB:n vääntymisen korjaaminen ja ehkäisytoimenpiteet
4.1 Materiaalivalinnan optimointi
Substraatin valintastrategia-taulukko:
| Sovellusskenaario | Suositeltava materiaali | Ominaisedut | Vääntymisen korjausvaikutus |
|---|---|---|---|
| Yleinen kulutuselektroniikka | Korkea Tg FR-4 (Tg≥170℃) | Hyvä lämmönkestävyys | 30 % parempi vääntymiskestävyys kuin tavallisilla materiaaleilla |
| Autoteollisuuden elektroniikka | Erityinen FR-4 (Tg>180℃) | Korkea lämpötilavakaus | Sopii korkean lämpötilan moottoritilan olosuhteisiin |
| Korkean taajuuden sovellukset | Hiilikuituvahvistetut komposiitit | CTE alennettavissa 8 ppm/℃:een | 50 %:n vähennys lämpömuodonmuutoksessa |
| Korkean kosteuden ympäristöt | PTFE-komposiitit | Veden imeytyminen ≤0,1 % | Erinomainen kosteudenkestävyys |
4.2 Suunnittelun optimointistrategiat
Kuparisaldo-suunnittelu
- Symmetrinen asettelu: Säätele kuparipinta-alan eroa A- ja B-puolien välillä 15 %:n sisällä.
- Ruudukkopohjainen kuparin kaataminen: Vaihda jatkuva kupari ruudukkomalliksi (viivan leveys/väli ≥0,5 mm), mikä vähentää lämpörasitusta 30 %.
- Ontelon alueen käsittely: Lisää tasapainotetut kuparilohkot tai käsittele reunan kuparin kaatamista.
Rakennesuunnittelun perusteet
- Kerrosten välinen tasapaino: Varmista symmetrinen PP-levyn jakautuminen monikerroksisissa levyissä, joiden paksuus on tasainen 1–2 ja 5–6 kerroksen välillä.
- Paksuuden valinta: Suositeltu paksuus ≥1,6 mm SMT-levyille, vääntymisriski kasvaa 3-kertaiseksi alle 0,8 mm:n levyille.
- Paneelin suunnittelu: Käytä X-tyyppisiä paneelirakenteita jännityksen jakamiseksi ja oikeaa V-leikkauksen jäännös paksuuden hallintaa.
4.3 Tuotantoprosessin hallinta
Laminointiprosessin optimointi
Vaiheittainen paineprosessin esimerkki:
- Penetraatiovaihe: 5–10 kg/cm² täydelliseen hartsin virtaukseen
- Diffuusiovaihe: 20–25 kg/cm² optimaalisen kerrosten välisen tartunnan saavuttamiseksi
- Kovettumisvaihe: 30–35 kg/cm² täydelliseen kovettumiseen
Lämpötilan säätöprofiili:
- Lämmitysnopeus: Hidas lämmitys 1 ℃/min
- Liotusvaihe: Vaiheittainen liotus 130 °C/150 °C:ssa 10 minuuttia kerrallaan
- Vaikutus: 40 %:n parannus hartsin virtauksen tasaisuudessa
Keskeiset prosessin valvontapisteet
- Esileikkaus Leivonta: 150 °C, 8±2 tuntia kosteuden poistamiseksi ja jännityksen vapauttamiseksi
- Prepreg-käsittely: Erota loimi- ja kudessuunnat (loimisuvun kutistumisaste 0,2 % pienempi kuin kudessuunnan)
- Jäähdytysohjaus: Käytä vaiheittaista jäähdytystä, tauko 5 minuuttia jokaista 10 ℃:n lämpötilan laskua kohti.
- Kuuman ilman tasoitus: Luonnollinen jäähdytys marmorilevyillä, välttäen nopeaa jäähdytystä
4.4 Varastointi- ja kuljetushallinta
- Ympäristövalvonta: 15–25 °C, 40–60 % suhteellinen kosteus, lyhytaikaiset vaihtelut ≤10 % suhteellinen kosteus/4 tuntia
- Pinoamismenetelmät: Vaakasuora pinoaminen ≤30 arkkia (tarkkuuslevyjen osalta ≤20), vältä pystysuoraa varastointia
- Pakkauksen suojaus: Tyhjiöalumiinifoliopussit + silikageelikuivausaine (≥5 g/m²), pehmustemateriaalin eristys
5. PCB:n vääntymisen korjausmenetelmät
5.1 Prosessin aikainen korjaus
- Rullatasoitus: Rullatasoituslaitteilla prosessien aikana havaittujen vääntyneiden levyjen välitön käsittely
- Kuuma puristus tasoitus: Käytä kaarevia muotteja leivontaan ja tasoittamiseen lähellä substraatin Tg-lämpötilaa.
5.2 Valmiin levyn korjaus
| Korjausmenetelmä | Sovellettavat skenaariot | Tehokkuus | Riskit |
|---|---|---|---|
| Kylmäpuristus tasoitus | Lievä vääntyminen | Keskimääräinen | Alttiina reboundille |
| Kuuma puristus tasoitus | Kohtalainen vääntyminen | Hyvä | Mahdollinen värimuutos |
| Kaarimallin kuumapuristin | Erilaiset vääntymisolosuhteet | Paras | Lämpötilan/ajan säätö vaaditaan |
Kaarimallin kuumapuristuksen vaiheet:
- Aseta vääntynyt piirilevy kaareva pinta muotin pintaa kohti.
- Säädä kiinnitysruuveja, jotta piirilevy taipuu vastakkaiseen suuntaan.
- Aseta uuniin ja kuumenna lähellä substraatin Tg-lämpötilaa.
- Pidä yllä riittävän kauan, jotta stressi rentoutuu kokonaan.
- Poista muotista jäähdytyksen ja stabiloinnin jälkeen.
6. Havaitseminen ja laadunvalvonta
PCB-vääntymisen havaitsemismenetelmien vertailu
| Havaitsemismenetelmä | Tarkkuus | Nopeus | Kustannukset | Sovellettavat skenaariot |
|---|---|---|---|---|
| Silmämääräinen tarkastus | Matala | Nopea | Matala | Alustava seulonta |
| Viivain/tunnustelija | Medium | Medium | Matala | Rutiinitarkastus |
| Laserskannaus | Korkea | Nopea | Korkea | Massatuotanto |
| AOI-järjestelmä | Korkea | Medium | Korkea | Tarkka tunnistus |
Käytännön laadunvalvontatekniikat
- Saapuvan tavaran tarkastus: Mittaa viivaimella ja tuntoimella neljän kulman ja pitkän sivun keskikohdan raot. Ilmoita, jos raot ovat yli 0,3 mm.
- Esijuottaminen: Esilämmitys on erityisen tarpeen paksuille kuparilevyille jännityksen poistamiseksi.
- Säännöllinen seuranta: Tarkista kuparifolion hapettuminen, jos varastointiaika on yli 6 kuukautta (hävitä, jos väriero ΔE>5).
Yhteenveto
PCB-levyn vääntyminen on kriittinen tekijä, joka vaikuttaa elektroniikkatuotteiden laatuun. Moniulotteisten toimenpiteiden avulla, kuten materiaalivalinnalla, suunnittelun optimoinnilla, prosessin hallinnalla ja varastointihallinnalla, vääntymistä voidaan tehokkaasti hallita vaadittujen rajojen sisällä. Olemassa olevien vääntymisongelmien osalta myös asianmukaisilla korjausmenetelmillä voidaan korjata menetykset. PCB-levyn vääntymisen hallinta ei ole vain tekninen kysymys, vaan se heijastaa myös kustannusten ja laadun hallintaa, mikä edellyttää suunnittelu-, tuotanto- ja laatuosastojen yhteistyötä.










Aiheeseen liittyvät viestit