Manuaalisen ja automatisoidun PCB-kokoonpanon vertailu
Elektroniikan valmistuksen alalla valitaan elektroniikkatuotteiden PCB-kokoonpano menetelmä vaikuttaa suoraan lopputuotteen suorituskykyyn, luotettavuuteen ja tuotantokustannuksiin. Olipa kyse prototyypin validoinnista tai massatuotannosta, päätös manuaalisen tai automaattisen kokoonpanon välillä on ratkaiseva projektin onnistumisen kannalta.
Sisällysluettelo
Manuaalinen kokoonpano
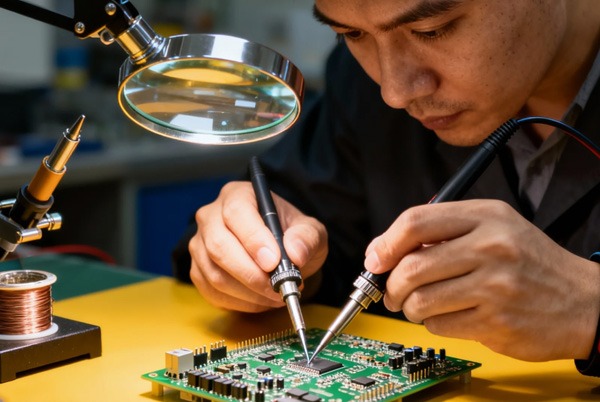
Manuaalinen piirilevyn kokoonpano perustuu siihen, että teknikot käyttävät työkaluja, kuten juotosrautoja ja pinsettejä, asentaakseen ja juottaakseen komponentteja yksitellen. Tämä menetelmä tarjoaa korvaamatonta arvoa piensarjatuotannossa ja erityistilanteissa.
Keskeiset edut:
- Verraton joustavuus: Piirilevyn prototyyppivaiheessa, jossa suunnittelua muutetaan usein, manuaalinen kokoonpano mahdollistaa reaaliaikaiset säädöt ilman laitteiden uudelleenohjelmointia, mikä lyhentää merkittävästi kehityssykliä.
- Alustavan investoinnin vähentäminen: Pienten erien tuotannossa manuaalinen kokoonpano välttää automatisoitujen järjestelmien korkeat asennus- ja ohjelmointikustannukset, mikä tarjoaa huomattavia taloudellisia etuja.
- Monimutkaisen suunnittelun käsittelyvalmiudet: Epästandardien komponenttien, lämpöherkkien osien tai erikoispakkausten kohdalla kokeneet teknikot voivat saavuttaa tarkkuutta, jota on vaikea jäljitellä koneilla.
Luontaiset rajoitukset:
- Alhaisempi tuotannon tehokkuus: Automaattisiin järjestelmiin verrattuna manuaalinen kokoonpano on hitaampaa, yleensä 30-60 minuuttia levyä kohti, joten se ei sovellu suurten määrien tuotantoon.
- Laadun johdonmukaisuuteen liittyvät haasteet: Inhimilliset tekijät voivat johtaa komponenttien virheelliseen kohdistukseen, juottamisen epäjohdonmukaisuuteen ja muihin ongelmiin, ja tyypilliset virhetasot ovat 1-2%.
- Mittakaava Haitta: Kun tilausmäärät kasvavat, työvoimakustannukset nousevat lineaarisesti, mikä johtaa huonoon talouteen suurten volyymien skenaarioissa.
Manuaalinen kokoonpano soveltuu erityisen hyvin käynnistysvaiheeseen, T&K-vaiheen projekteihin ja erikoistapauksiin, joissa on vain vähän komponentteja tai monimutkaisia malleja ja joissa joustavuus on tärkeämpää kuin tuotannon tehokkuus.
Automatisoitu kokoonpano
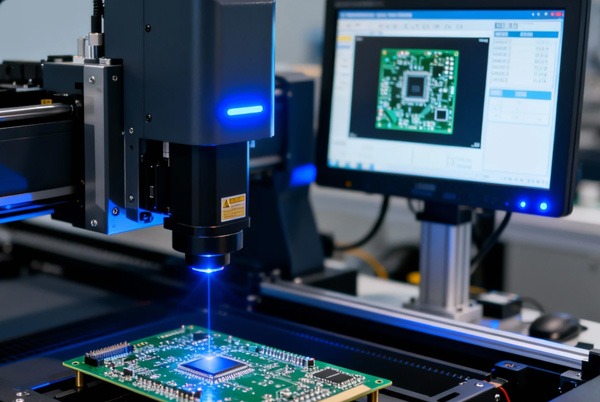
Täysin automatisoidussa PCB-kokoonpanossa käytetään ammattilaitteita, kuten pick-and-place-koneita ja reflow-uuneja, tehokkaan ja tarkan massatuotannon saavuttamiseksi.
Merkittäviä etuja:
- Poikkeuksellinen tuotannon tehokkuus: Automatisoidut järjestelmät voivat käsitellä tuhansia komponentteja tunnissa, ja sijoitusnopeus voi olla jopa 0,06 sekuntia komponenttia kohti, mikä lyhentää toimitussykliä merkittävästi.
- Korkealaatuinen johdonmukaisuus: Koneet varmistavat komponenttien johdonmukaisen sijoittelun ja juottamisen, ja virheiden määrä on niinkin alhainen kuin 0,01% ja ensimmäisen läpiviennin saantoprosentti on tyypillisesti yli 98%.
- Mittakaavaedut: Korkeista alkuinvestoinneista huolimatta yksikkökustannukset laskevat merkittävästi suurten määrien tuotannossa, ja yli 1 000 kappaleen tilauksista on selvää taloudellista hyötyä.
Sovelluksen haasteet:
- Korkea alkuinvestointi: Automatisoitujen laitteiden hankintakustannukset ovat huomattavat, ja ne edellyttävät lisäinvestointeja erikoistyökaluihin ja ympäristönvalvontajärjestelmiin.
- Rajoitettu joustavuus: Suunnittelumuutokset edellyttävät laitteiden uudelleenohjelmointia, mikä lisää kustannuksia ja aikaa, joten se ei sovellu usein muutettaviin projekteihin.
- Epätaloudellinen pienille erille: Asetuskustannuksia on vaikea kuolettaa pienten tuotantosarjojen aikana, joten täysautomaatio ei yleensä sovellu alle 250 kappaleen tilauksiin.
Tärkeimmät tekniset erot ja prosessien vertailu
Sijoitusprosessin erot
- Manuaalinen sijoittaminen perustuu pinsettejä tai tyhjiökyniä käyttäviin teknikoihin, joiden tarkkuutta rajoittaa yksilöllinen taitotaso.
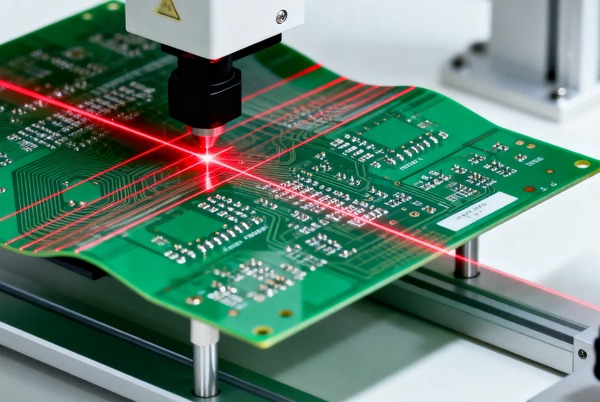
- Automaattisella sijoittelulla saavutetaan ±0,1 mm:n sijoittelutarkkuus huipputarkkojen pick-and-place-koneiden avulla, jotka soveltuvat mikrokomponenteille, kuten 0402- ja 0,4 mm:n BGA-paketeille.
Juotosmenetelmien vertailu
- Manuaalisessa juottamisessa käytetään juotosrautoja, joiden lämpötilaa on vaikea hallita, mikä voi johtaa tyynyjen hapettumiseen tai kylmiin juotosliitoksiin.
- Reflow-juottamalla saavutetaan tasainen lämmitys tarkan lämpötilan säädön avulla, mikä takaa tasaisen juotoslaadun, joka soveltuu SMT-komponenttiryhmän juottamiseen.
Laadunvalvontajärjestelmät
- Manuaalisen kokoonpanon laatu riippuu käyttäjän taidoista, ja yleisiä vikoja ovat kylmät juotosliitokset ja sillat, ja tyypillisesti saavutetaan 85-92%:n ensimmäisen läpiviennin saanto.
- Automatisoitu tuotanto integroi AOI:n (Automated Optical Inspection) ja ICT:n (In-Circuit Test) kattavaan laadunvalvontaan koko prosessin ajan.
Sovellusskenaarioiden päätösopas
PCB prototyyppien rakentaminen: Manuaalinen kokoonpano Optimaalinen
Prototyyppivaiheessa, jossa suunnittelua muutetaan usein, manuaalinen kokoonpano tarjoaa vertaansa vailla olevaa joustavuutta, joka mahdollistaa nopean iteraation ilman laitteiden uudelleenohjelmointia.
Piensarjatuotanto (10-250 kpl): Hybridilähestymistapa Optimaalinen
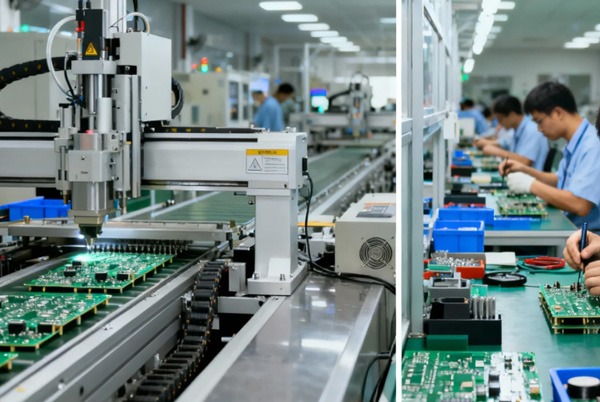
Yhdistämällä vakiokomponenttien automaattinen sijoittelu ja erikoisosien manuaalinen käsittely saadaan kustannusten ja laadun tasapaino optimaalisen kustannustehokkuuden saavuttamiseksi.
Massatuotanto (yli 1 000 kappaletta): Automaatio Essential
Merkittävät mittakaavaedut, alhaisimmat yksikkökustannukset ja korkein mahdollinen laadun tasaisuus tekevät automaatiosta massatuotannon kannalta väistämätöntä.
Tarkkuuden parantaminen ja prosessinvalvontastrategiat
Manuaalinen kokoonpano Tarkkuuden optimointi
- Työkalun valinta: Valitse sopiva teho ja kärjen muotoiset juotosraudat juotosliitoksen koon perusteella sekä suositellut ESD-antistaattiset juotosasemat.
- Toimintastandardit: Juotoslämpötila noin 350 °C, enintään 400 °C.
- Ympäristövalvonta: Pidä työpöydät puhtaina, kuivina ja antistaattisilla matoilla, ja operaattorit käyttävät antistaattisia käsineitä.
- Taitokoulutus: Parannetaan työntöalan työntekijöiden käsien vakautta ammattikoulutuksen avulla, virheiden hallinta ±0,1 mm:n sisällä.
- Laadun tarkastus: Yhdistetään suurennuslasi, mikroskooppi, visuaalinen tarkastus ja AOI-laitteet, jotka noudattavat tiukasti IPC-standardeja.
Automatisoitu kokoonpanoympäristön valvonta
- Lämpötila- ja kosteusstandardit: 30%~60% RH, tiukemmat vaatimukset korkean tarkkuuden skenaarioille.
- Materiaalin hallinta: MSD-komponentit varastoidaan kosteussuojatuissa kaapeissa ≤10% RH, PCB-tyhjiöpakkausten varastointi.
- Prosessin optimointi: 4 tuntia perusteellisella sekoituksella, valmistuminen 2 tunnin kuluessa tulostuksesta
- Valvontajärjestelmä: Lämpötila- ja kosteusanturit reaaliaikaista seurantaa varten, automaattiset hälytykset takaavat vakaat ympäristöparametrit.
Kustannusanalyysi ja päätöstekijät
Kustannusanalyysi perustuu alan standardiin kaksikerroksiseen piirilevyyn (50 komponenttia):
- Prototyyppien kehittäminen (1-10 kpl): Manuaalinen kokoonpano on taloudellisempaa, koska vältetään automatisoidun kokoonpanon kustannukset.
- Pienet erät (100-250 kpl): Kustannukset alkavat tasapainottua, hybridimenetelmä tarjoaa optimaalisen kustannustehokkuuden.
- Massatuotanto (yli 1 000 kappaletta): Automaattikokoonpanolla saavutetaan alhaisimmat yksikkökustannukset ja huomattavat säästöt.
Kustannusten lisäksi toimitussyklit ja laadun tasaisuus ovat keskeisiä päätöksentekijöitä. Automaattiset järjestelmät tarjoavat alhaisen vikamäärän ja nopean tuotantonopeuden, mutta käsin tapahtuva kokoonpano voi olla ajallisesti eduksi kiireellisissä pienissä tilauksissa.
Päätelmä
Kovasti kilpaillulla elektroniikan valmistusalalla piirilevyjen kokoonpanomenetelmän valinnalla on ratkaiseva vaikutus tuotteen kustannuksiin, laatuun ja toimitussykliin. Manuaalinen kokoonpano säilyttää korvaamattoman asemansa prototyyppien ja pienten erien valmistuksessa joustavuutensa ja mukautuvuutensa ansiosta; automaattisesta kokoonpanosta on tullut tehokkuusetujensa ja poikkeuksellisen johdonmukaisuutensa ansiosta väistämätön valinta massatuotannossa.









Aiheeseen liittyvät viestit