Comparaison entre l'assemblage manuel et l'assemblage automatisé de circuits imprimés
Dans le domaine de la fabrication de produits électroniques, le choix de l'outil de production doit se faire en fonction des besoins de l'entreprise. Assemblage du PCB a un impact direct sur les performances, la fiabilité et les coûts de production du produit final. Qu'il s'agisse de la validation d'un prototype ou d'une production en série, le choix entre l'assemblage manuel et l'assemblage automatisé est essentiel à la réussite du projet.
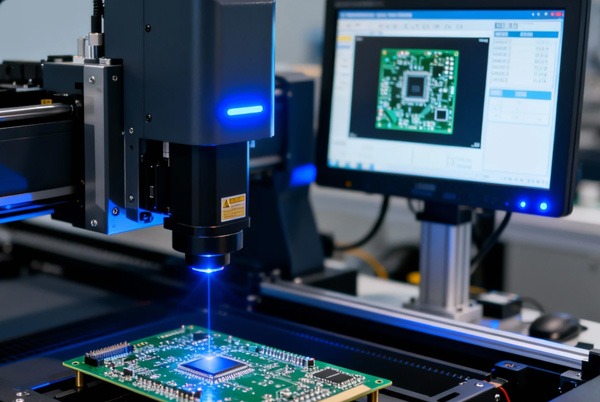
Table des matières
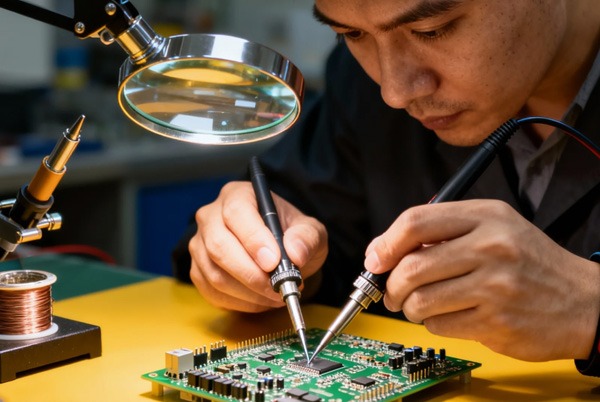
Assemblage manuel
L'assemblage manuel des circuits imprimés repose sur l'utilisation par les techniciens d'outils tels que des fers à souder et des pinces pour installer et souder les composants individuellement. Cette méthode offre une valeur irremplaçable pour la production de petites séries et les scénarios spéciaux.
Avantages principaux :
- Une flexibilité inégalée: Pendant la phase de prototypage des circuits imprimés, où les changements de conception sont fréquents, l'assemblage manuel permet des ajustements en temps réel sans reprogrammation de l'équipement, ce qui raccourcit considérablement les cycles de développement.
- Investissement initial réduit: Pour la production de petites séries, l'assemblage manuel permet d'éviter les coûts d'installation et de programmation élevés des systèmes automatisés, ce qui offre des avantages économiques notables.
- Capacité de traitement des conceptions complexes: Pour les composants non standard, les pièces sensibles à la chaleur ou les emballages spéciaux, des techniciens expérimentés peuvent réaliser des manipulations de précision difficiles à reproduire avec des machines.
Limites inhérentes :
- Baisse de l'efficacité de la production: Comparé aux systèmes automatisés, l'assemblage manuel est plus lent, nécessitant généralement 30 à 60 minutes par planche, ce qui le rend inadapté à la production de grands volumes.
- Défis en matière de cohérence de la qualité: Les facteurs humains peuvent entraîner un mauvais alignement des composants, des incohérences de soudure et d'autres problèmes, avec des taux de défaut typiques de 1 à 2%.
- Inconvénient d'échelle: Lorsque les quantités commandées augmentent, les coûts de main-d'œuvre augmentent de façon linéaire, ce qui entraîne une mauvaise rentabilité pour les scénarios de volume élevé.
L'assemblage manuel est particulièrement adapté aux entreprises en phase de démarrage, aux projets de R&D et aux cas particuliers comportant peu de composants ou des conceptions complexes, pour lesquels la flexibilité est plus importante que l'efficacité de la production.
Assemblage automatisé
L'assemblage entièrement automatisé de circuits imprimés utilise des équipements professionnels tels que des machines de prélèvement et de placement et des fours de refusion pour réaliser une production de masse efficace et précise.
Avantages significatifs :
- Une efficacité de production exceptionnelle: Les systèmes automatisés peuvent traiter des milliers de composants par heure, avec des vitesses de placement atteignant 0,06 seconde par composant, ce qui raccourcit considérablement les cycles de livraison.
- Haute qualité Cohérence: Les machines assurent un placement et un brasage cohérents des composants, avec des taux de défaut aussi bas que 0,01% et des taux de rendement au premier passage généralement supérieurs à 98%.
- Economies d'échelle: Malgré un investissement initial élevé, les coûts unitaires diminuent considérablement pour la production de grands volumes, avec des avantages économiques évidents pour les commandes supérieures à 1 000 unités.
Défis liés à l'application :
- Investissement initial élevé: Les coûts d'acquisition des équipements automatisés sont substantiels et nécessitent des investissements supplémentaires dans des outils spécialisés et des systèmes de contrôle de l'environnement.
- Flexibilité limitée: Les modifications de conception nécessitent une reprogrammation de l'équipement, ce qui augmente les coûts et les délais, et ne convient donc pas aux projets fréquemment modifiés.
- Peu rentable pour les petits lots: Les coûts d'installation sont difficiles à amortir sur de petites séries de production, ce qui fait que l'automatisation complète ne convient généralement pas pour des commandes inférieures à 250 unités.
Principales différences techniques et comparaison des processus
Différences dans le processus de placement
- La mise en place manuelle repose sur l'utilisation par les techniciens de pinces ou de crayons à vide, dont la précision est limitée par le niveau de compétence de chacun.
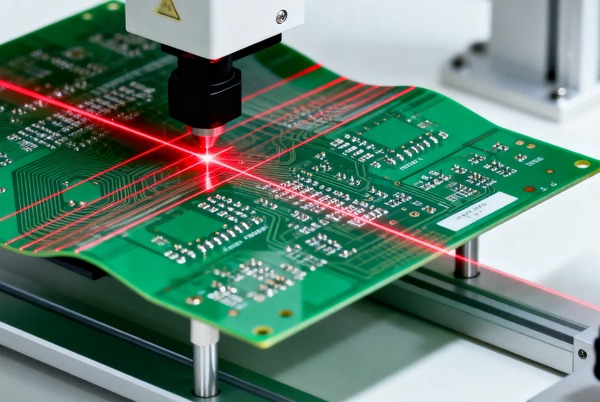
- Le placement automatisé permet d'obtenir une précision de positionnement de ±0,1 mm grâce à des machines pick-and-place de haute précision, adaptées aux microcomposants tels que les boîtiers BGA au pas de 0402 et de 0,4 mm.
Comparaison des méthodes de brasage
- Le brasage manuel utilise des fers à souder dont la température est difficile à contrôler, ce qui peut entraîner l'oxydation de la pastille ou des joints de soudure froids.
- Le brasage par refusion permet d'obtenir un chauffage uniforme grâce à un contrôle précis de la température, ce qui garantit une qualité de brasage constante, adaptée au brasage de groupes de composants SMT.
Systèmes de contrôle de la qualité
- La qualité de l'assemblage manuel dépend des compétences de l'opérateur, les défauts les plus courants étant les joints de soudure froids et les ponts. Le rendement au premier passage est généralement de 85-92%.
- La production automatisée intègre l'AOI (Automated Optical Inspection) et l'ICT (In-Circuit Test) pour un contrôle complet de la qualité tout au long du processus.
Guide de décision pour les scénarios d'application
Prototypage de circuits imprimés: Assemblage manuel Optimal
Au cours de la phase de prototypage avec des changements de conception fréquents, l'assemblage manuel offre une flexibilité inégalée, permettant une itération rapide sans reprogrammation de l'équipement.
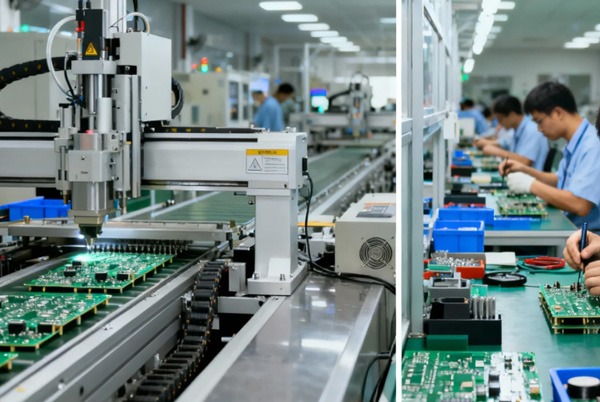
Production en petites séries (10-250 unités): Approche hybride Optimal
La combinaison du placement automatisé des composants standard et de la manipulation manuelle des pièces spéciales permet d'équilibrer les coûts et la qualité pour une rentabilité optimale.
Production de masse (1 000+ unités): L'automatisation est essentielle
D'importantes économies d'échelle, des coûts unitaires réduits et une qualité constante maximale rendent l'automatisation inévitable pour la production de masse.
Amélioration de la précision et stratégies de contrôle des processus
Assemblage manuel Optimisation de la précision
- Sélection des outils : Choisir des fers à souder de puissance et de forme de pointe appropriées en fonction de la taille du joint de soudure, ainsi que les stations de soudage antistatiques ESD recommandées.
- Normes de fonctionnement : Assurer la correspondance broche à broche lors de l'insertion, contrôler la température de soudure autour de 350°C, le maximum ne dépassant pas 400°C.
- Contrôle de l'environnement : Maintenir des postes de travail propres et secs avec des tapis antistatiques et des opérateurs portant des gants antistatiques.
- Formation aux compétences : Améliorer la stabilité de la main des personnes chargées de l'insertion grâce à une formation professionnelle, en contrôlant les erreurs à ±0,1 mm.
- Inspection de la qualité : Combinaison d'une loupe, d'un microscope, d'une inspection visuelle et d'un équipement AOI, dans le strict respect des normes IPC.
Assemblage automatisé Contrôle de l'environnement
- Normes de température et d'humidité : Température 20°C~26°C, humidité relative 30%~60% RH, exigences plus strictes pour les scénarios de haute précision.
- Gestion des matériaux : Composants MSD stockés dans des armoires étanches à l'humidité ≤10% RH, stockage des emballages sous vide des circuits imprimés.
- Optimisation du processus : Cuisson préalable appropriée, trempe de la pâte à braser pendant 4 heures avec un mélange minutieux, achèvement dans les 2 heures suivant l'impression.
- Système de surveillance : Déployer des capteurs de température et d'humidité pour une surveillance en temps réel avec des alarmes automatiques afin de garantir la stabilité des paramètres environnementaux.
Analyse des coûts et facteurs de décision
Analyse des coûts basée sur un circuit imprimé double couche standard (50 composants) :
- Prototypage (1-10 unités) : L'assemblage manuel est plus économique et permet d'éviter les coûts d'installation d'un système automatisé.
- Petites séries (100-250 unités) : Les coûts commencent à s'équilibrer, l'approche hybride offre un rapport coût-efficacité optimal.
- Production de masse (plus de 1 000 unités) : L'assemblage automatisé permet d'obtenir le coût unitaire le plus bas et de réaliser des économies significatives.
Au-delà du coût, les cycles de livraison et la constance de la qualité sont des facteurs de décision essentiels. Les systèmes automatisés offrent de faibles taux de défauts et des vitesses de production élevées, mais l'assemblage manuel peut présenter des avantages en termes de temps pour les commandes urgentes en petites séries.
Conclusion
Dans le secteur très concurrentiel de la fabrication électronique, le choix de la méthode d'assemblage des circuits imprimés a un impact décisif sur le coût, la qualité et le cycle de livraison des produits. L'assemblage manuel conserve sa position irremplaçable pour le prototypage et la production en petites séries en raison de sa flexibilité et de son adaptabilité ; l'assemblage automatisé, avec ses avantages en termes d'efficacité et de cohérence exceptionnelle, est devenu le choix inévitable pour la production de masse.









Articles connexes