Sammenligning af manuel og automatiseret PCB-montage
Inden for elektronikproduktion er valget af PCB-samling metode har direkte indflydelse på det endelige produkts ydeevne, pålidelighed og produktionsomkostninger. Uanset om det drejer sig om prototypevalidering eller masseproduktion, er beslutningen om manuel eller automatiseret samling afgørende for projektets succes.
Indholdsfortegnelse
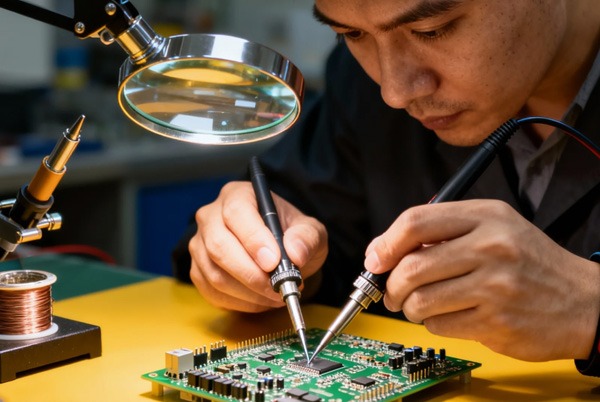
Manuel samling
Manuel PCB-samling er afhængig af, at teknikere bruger værktøjer som loddekolber og pincetter til at installere og lodde komponenter individuelt. Denne metode giver uerstattelig værdi i små produktionsserier og særlige scenarier.
Kernefordele:
- Fleksibilitet uden sidestykke: I PCB-prototypefasen, hvor designændringer er hyppige, giver manuel montering mulighed for justeringer i realtid uden omprogrammering af udstyr, hvilket forkorter udviklingscyklusserne betydeligt.
- Reduceret indledende investering: Ved produktion af små serier undgår manuel montering de høje installations- og programmeringsomkostninger ved automatiserede systemer, hvilket giver betydelige økonomiske fordele.
- Mulighed for håndtering af komplekse design: For ikke-standardiserede komponenter, varmefølsomme dele eller specielle pakker kan erfarne teknikere opnå præcisionshåndtering, der er vanskelig at kopiere med maskiner.
Indbyggede begrænsninger:
- Lavere produktionseffektivitet: Sammenlignet med automatiserede systemer er manuel samling langsommere og kræver typisk 30-60 minutter pr. plade, hvilket gør den uegnet til produktion af store mængder.
- Udfordringer med konsistent kvalitet: Menneskelige faktorer kan føre til forkert justering af komponenter, uoverensstemmelser i lodningen og andre problemer, med typiske fejlrater på 1-2%
- Ulempe ved skala: Når ordremængderne stiger, stiger lønomkostningerne lineært, hvilket resulterer i dårlig økonomi for scenarier med store mængder.
Manuel montering er især velegnet til nystartede virksomheder, projekter i F&U-fasen og særlige tilfælde med få komponenter eller komplekse designs, hvor fleksibilitet er vigtigere end produktionseffektivitet.
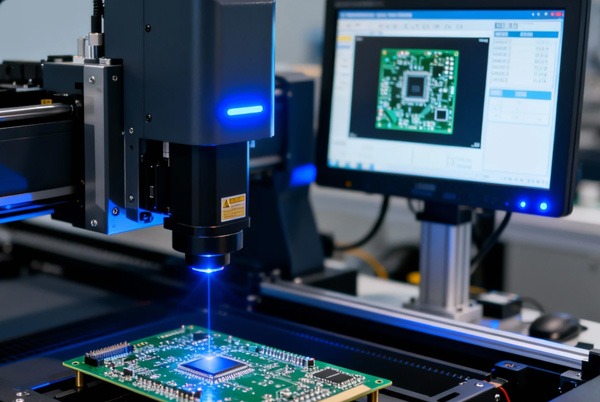
Automatiseret samling
Fuldautomatisk printmontage bruger professionelt udstyr som pick-and-place-maskiner og reflow-ovne til at opnå en effektiv og præcis masseproduktion.
Væsentlige fordele:
- Enestående produktionseffektivitet: Automatiserede systemer kan behandle tusindvis af komponenter i timen med placeringshastigheder på op til 0,06 sekunder pr. komponent, hvilket forkorter leveringscyklusserne betydeligt.
- Konsistens i høj kvalitet: Maskiner sikrer ensartet komponentplacering og lodning med fejlprocenter så lave som 0,01% og førstegangsudbytteprocenter, der typisk overstiger 98%
- Stordriftsfordele: På trods af den høje startinvestering falder enhedsomkostningerne betydeligt ved produktion af store mængder, med tydelige økonomiske fordele ved ordrer på over 1.000 enheder.
Udfordringer i forbindelse med anvendelsen:
- Høj investering på forhånd: Udgifterne til indkøb af automatiseret udstyr er betydelige og kræver yderligere investeringer i specialiserede værktøjer og miljøkontrolsystemer.
- Begrænset fleksibilitet: Designændringer kræver omprogrammering af udstyr, hvilket øger omkostninger og tid og gør det uegnet til projekter, der ofte ændres.
- Uøkonomisk for små partier: Etableringsomkostninger er vanskelige at afskrive over små produktionsserier, hvilket gør fuld automatisering generelt uegnet til ordrer på under 250 enheder
Vigtige tekniske forskelle og sammenligning af processer
Forskelle i placeringsprocessen
- Manuel placering er afhængig af teknikere, der bruger pincet eller vakuumpenne, og nøjagtigheden er begrænset af individuelle færdigheder.
- Automatiseret placering opnår en positioneringsnøjagtighed på ±0,1 mm ved hjælp af pick-and-place-maskiner med høj præcision, velegnet til mikrokomponenter som 0402 og BGA-pakker med 0,4 mm pitch.
Sammenligning af loddemetoder
- Manuel lodning bruger loddekolber med vanskelig temperaturkontrol, hvilket potentielt kan føre til pad-oxidation eller kolde loddesamlinger.
- Reflow-lodning opnår ensartet opvarmning gennem præcis temperaturstyring, hvilket sikrer ensartet loddekvalitet, der er velegnet til lodning af SMT-komponenter.
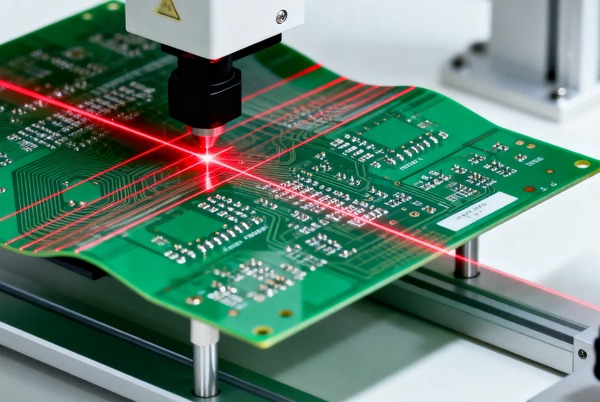
Systemer til kvalitetskontrol
- Kvaliteten af den manuelle samling afhænger af operatørens færdigheder, og almindelige fejl omfatter kolde loddesamlinger og brodannelse, og der opnås typisk 85-92% førstegangsudbytte.
- Automatiseret produktion integrerer AOI (Automated Optical Inspection) og ICT (In-Circuit Test) til omfattende kvalitetsovervågning gennem hele processen.
Vejledning til beslutning om applikationsscenarier
PCB-prototyper: Manuel samling Optimal
I prototypefasen med hyppige designændringer giver manuel montering en uovertruffen fleksibilitet, der giver mulighed for hurtig iteration uden omprogrammering af udstyr.
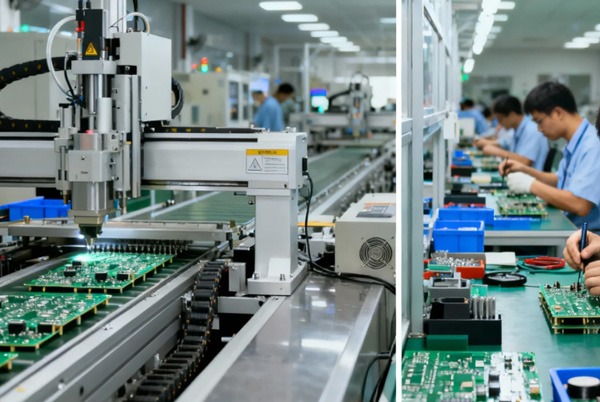
Produktion af små partier (10-250 enheder): Hybrid tilgang Optimal
Ved at kombinere automatiseret placering af standardkomponenter med manuel håndtering af specialdele afbalanceres omkostninger og kvalitet for at opnå optimal omkostningseffektivitet.
Masseproduktion (1.000+ enheder): Automatisering er afgørende
Betydelige stordriftsfordele, laveste enhedsomkostninger og højeste kvalitetskonsistens gør automatisering uundgåelig for masseproduktion.
Strategier for præcisionsforbedring og proceskontrol
Optimering af præcision ved manuel montering
- Valg af værktøj: Vælg passende effekt og spidsformede loddekolber baseret på loddefugenes størrelse og anbefalede antistatiske ESD-loddestationer.
- Standarder for drift: Sørg for pin-til-hul-korrespondance under indsættelse, kontroller loddetemperaturen omkring 350°C, maksimum ikke over 400°C
- Miljømæssig kontrol: Sørg for rene, tørre arbejdsborde med antistatiske måtter, og at operatørerne bærer antistatiske handsker.
- Træning af færdigheder: Forbedre håndstabiliteten hos indføringsmedarbejdere gennem professionel træning, der kontrollerer fejl inden for ±0,1 mm
- Inspektion af kvalitet: Kombiner en lup, et mikroskop, visuel inspektion og AOI-udstyr, der nøje følger IPC-standarderne.
Kontrol af automatiseret monteringsmiljø
- Temperatur- og fugtighedsstandarder: Temperatur 20°C~26°C, relativ luftfugtighed 30%~60% RH, strengere krav til højpræcisionsscenarier
- Materialestyring: MSD-komponenter opbevares i ≤10% RH fugtsikre skabe, opbevaring af PCB-vakuumemballage
- Optimering af processen: Passende bagning før lodning, temperering af loddepasta i 4 timer med grundig blanding, færdiggørelse inden for 2 timer efter udskrivning
- Overvågningssystem: Anvend temperatur- og fugtighedssensorer til overvågning i realtid med automatiske alarmer for at sikre stabile miljøparametre.
Omkostningsanalyse og beslutningsfaktorer
Omkostningsanalyse baseret på industristandard dobbeltlags PCB (50 komponenter):
- Prototyper (1-10 enheder): Manuel samling er mere økonomisk, så man undgår omkostninger til automatiseret opsætning
- Små serier (100-250 enheder): Omkostningerne begynder at balancere, hybridtilgang giver optimal omkostningseffektivitet
- Masseproduktion (1.000+ enheder): Automatiseret samling giver de laveste enhedsomkostninger med betydelige besparelser
Ud over omkostninger er leveringscyklusser og ensartet kvalitet vigtige beslutningsfaktorer. Automatiserede systemer giver lave fejlrater og hurtige produktionshastigheder, men manuel samling kan have tidsfordele ved presserende ordrer i små partier.
Konklusion
I den stærkt konkurrenceprægede elektronikproduktionssektor har valget af PCB-samlingsmetode en afgørende indflydelse på produktomkostninger, kvalitet og leveringscyklus. Manuel montering bevarer sin uerstattelige position inden for prototyper og produktion af små serier på grund af sin fleksibilitet og tilpasningsevne; automatiseret montering er med sine effektivitetsfordele og enestående konsistens blevet det uundgåelige valg til masseproduktion.









Relaterede indlæg