Depuis son introduction dans les années 1980, le boîtier BGA (Ball Grid Array) est rapidement devenu la forme d'emballage préférée pour les circuits intégrés à haute densité en raison de sa haute densité de broches, de ses excellentes performances électriques et thermiques et de sa fiabilité. Évoluant depuis les premiers BGA standard avec un pas de 1,27 mm jusqu'aux boîtiers actuels de type "wafer-level chip scale" (WLCSP) avec un pas de 0,4 mm ou même plus fin, la technologie BGA continue de favoriser la miniaturisation et la haute performance des dispositifs électroniques.
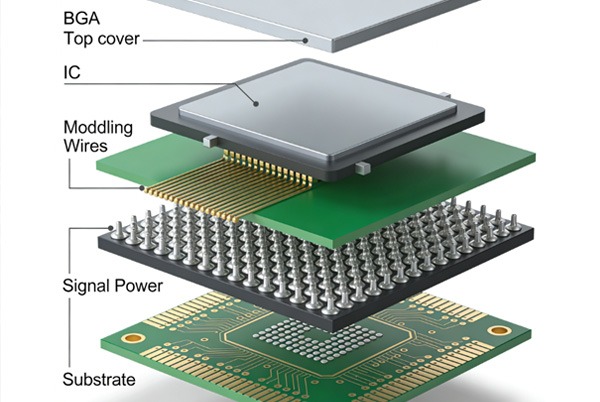
Table des matières
Défis actuels en matière de conception
- Une densité de broches en hausse: Les processeurs modernes intègrent souvent plus de 1000 broches, avec des pas comprimés en dessous de 0,5 mm.
- Exigences en matière d'intégrité du signal: Les interfaces à haute vitesse (PCIe, DDR) imposent des exigences strictes en matière de contrôle de l'impédance et de suppression de la diaphonie.
- Complexité de la gestion thermique: L'augmentation de la densité de puissance exacerbe les risques de surchauffe locale.
- Limites du processus de fabrication: Les procédés traditionnels de fabrication de circuits imprimés sont confrontés à des défis tels que les microvias, le remplissage des via et la précision de l'alignement.
Implantation de blocs BGA : Du calcul théorique à la mise en œuvre technique
2.1 Calcul scientifique de la taille du tampon
La relation entre le diamètre de la pastille (d) et le diamètre de la bille de soudure (dball) n'est pas un ratio fixe mais doit être basé sur le modèle de volume de soudure :

Où ?
- (k) : Coefficient de mouillage (généralement 0,8-0,9)
- (processus) : Compensation de la tolérance de fabrication (typiquement 0,05-0,1 mm)
Expérience pratique TOPFAST: Pour un BGA au pas de 0,5 mm, nous recommandons :
- Diamètre de la pastille de 0,25-0,28 mm pour un diamètre de la boule de soudure de 0,3 mm.
- Utilisation de la conception NSMD (Non-Solder Mask Defined), avec une ouverture du masque de soudure supérieure de 0,05 à 0,1 mm à celle de la pastille.
- Ajout de marquages en sérigraphie dans la zone d'identification A1 pour faciliter l'alignement de l'assemblage.
2.2 Conception des pas et planification des canaux d'évacuation
La capacité de routage des échappées détermine la faisabilité de la conception du BGA. Le nombre de canaux de routage (Nescape) peut être estimée par :
Où ?
- (p) : Hauteur de la balle
- (w) : Largeur de la trace
- (s) : Espacement des traces
Stratégie d'allocation multicouche:
| Rangées de BGA | Couches minimales de signaux | Allocation recommandée des couches |
|---|---|---|
| ≤5 rangs | 2 couches | Couche supérieure + Couche intérieure 1 |
| 6-8 rangs | 3-4 couches | Couche supérieure + 2-3 couches intérieures |
| ≥9 rangs | 5+ couches | Nécessite un HDI ou des vias enterrés |
Coussins de décharge thermique : Un équilibre parfait dans la gestion thermique
3.1 Principes thermodynamiques et optimisation des paramètres
Les coussinets de décharge thermique régulent le flux de chaleur en contrôlant la surface de la section transversale de la connexion en cuivre. Leur modèle de résistance thermique est le suivant
Où ?
- (n) : Nombre de rayons (généralement 2-4)
- (w) : Largeur du rayon (0.15-0.25mm)
- (t) : Epaisseur du cuivre
- (L) : Longueur du chemin thermique
Lignes directrices pour l'optimisation:
- Broches d'alimentation: 4 rayons, largeur 0,2-0,25mm
- Broches de terre2-4 rayons variables, ajustés en fonction des besoins de dissipation de la chaleur
- Broches de signal: Généralement, raccordement direct, sauf exigences thermiques particulières.
3.2 Validation de la fabrication de TOPFAST
Les tests d'imagerie thermique révèlent :
- Les différences de température au niveau des coins peuvent atteindre 15 à 20°C, ce qui nécessite un renforcement spécial de la conception thermique.
- Le rendement de la soudure diminue de 8-12% lorsque la largeur des rayons est <0,15 mm.
- Il est recommandé d'ajouter une décharge thermique autour des plots d'alimentation/de mise à la terre ; utiliser une connexion directe pour les plots de signal.
Itinéraire d'évasion : De l'os de chien traditionnel à la Via-in-Pad avancée
4.1 Limites et optimisation du Fanout en os de chien
La disposition traditionnelle en os de chien est adaptée à des pas de BGA ≥0,8 mm. Sa contrainte principale est la suivante :
Où (c) est le jeu minimum (généralement 0,1 mm).
Techniques d'optimisation:
- Utiliser des coussinets ovales pour prolonger le col de la connexion.
- Contrôler le diamètre de l'orifice entre 0,2 et 0,25 mm.
- Utiliser le routage en quinconce sur les couches internes pour améliorer l'utilisation des canaux.
4.2 Technologie Via-in-Pad
Lorsque le pas ≤0,65mm, le via-in-pad devient une technologie nécessaire. TOPFAST propose deux types de solutions :
Type VII Microvia (norme IPC-4761):
- Perçage au laser, diamètre 0,1-0,15 mm
- Remplie de résine + planarisation de la calotte de cuivre
- Prise en charge de la structure de via aveugle, réduisant les interférences entre les couches
Considérations relatives à la conception:
- Compensation des coussins d'air: La surface occupée par l'interface doit être inférieure à 20% du diamètre du tampon.
- Traitement des masques de soudure: Utiliser le bouchage du masque de soudure ou la planarisation du remplissage.
- Compromis sur les coûts: Les microvias augmentent les coûts de 15-25% mais améliorent la densité de routage de 2 à 3 fois.
Empilage multicouche et co-conception de l'intégrité du signal
5.1 Empilage Planification de l'architecture
Relation empirique entre le nombre de broches du BGA (Nbroches) et le nombre de couches nécessaires (Ncouches) :
Exemple de configuration d'une carte à 8 couches:
| Espacement recommandé entre les couches >5mm) | Fonction | Épaisseur | Notes |
|---|---|---|---|
| L1 | Signal + Pads | 0,1 mm | Acheminer les 2 rangs les plus éloignés |
| L2 | Plan de masse | 0,2 mm | Plan solide |
| L3/4 | Couches de signaux | 0,15 mm | Rangées d'itinéraires 3-6 |
| L5/6 | Plans d'action | 0,2 mm | Plans de joint |
| L7 | Couche de signal | 0,15 mm | Acheminer les lignes restantes |
| L8 | Signal + Pads | 0,1 mm | Composants de la face inférieure |
5.2 Contrôle de l'impédance et suppression de la diaphonie
Mesures clés:
- Paires différentielles: Routage à couplage étroit, correspondance des longueurs ≤5 mils.
- Plans de référence: Veiller à ce que les couches de signaux soient adjacentes à des plans solides.
- Par le biais d'un rétro-perçage: Pour les signaux >5GHz, éliminer les effets de stub.
- Processus spécial TOPFAST: Permet un réglage localisé de l'épaisseur du diélectrique afin d'obtenir une précision d'impédance de ±7%.
Procédés de fabrication et validation de la fiabilité
6.1 DFM Liste de contrôle
- Tolérance sur la taille du tampon±0,02 mm (imagerie directe par laser)
- Alignement du masque de soudure±0,05 mm (à confirmer avec le fabricant)
- Impression de la pâte à braser: Ouverture du pochoir inférieure de 0,05 à 0,1 mm à celle du tampon
- Inspection par rayons X: Taux de vide <25% (norme IPC-A-610)
6.2 Éléments du test de fiabilité
TOPFAST a recommandé un processus de vérification en trois étapes :
- Vérification de l'étape 1: Analyse de la microsection (via l'épaisseur du cuivre, la qualité du remplissage)
- Vérification de l'étape 2: Essai de cyclage thermique (-55°C~125°C, 500 cycles)
- Vérification de l'étape 3: Test de résistance de l'interconnexion (surveillance de la chaîne en guirlande)
Tendances futures : Intégration hétérogène et conditionnement avancé
Avec le développement des technologies Chiplet et 3D-IC, l'emballage BGA évolue vers.. :
- Interposeur de silicium BGA: Prise en charge de l'intégration multi-puces, améliorant la densité d'interconnexion par 10.
- Substrat intégré BGA: Passives intégrées, réduisant la surface de 30-40%.
- BGA optoélectronique intégré: Prend en charge les canaux optiques, en dépassant les limites électriques.
Conclusion
Pour réussir la conception d'un BGA, il faut passer par quatre dimensions :
- Dimension électrique: Co-optimisation de l'intégrité du signal et de l'alimentation.
- Dimension thermique: Équilibre entre les coussinets de soulagement thermique et la dissipation thermique globale.
- Dimension mécanique: Correspondance CTE et soulagement du stress.
- Dimension de la fabrication: Capacité et coût optimaux du processus.
S'appuyant sur l'expérience de milliers de projets BGA, TOPFAST résume une méthodologie en quatre étapes : "Conception - Simulation - Prototype - Production de masse", qui aide les clients à atteindre des rendements de 90% ou plus dès leur première tentative de conception. N'oubliez pas : Le BGA à pas fin n'est pas un chef-d'œuvre technologique, mais l'intersection précise des exigences du système, de l'innovation en matière de conception et de la capacité de fabrication.
5 questions fréquentes sur la conception de circuits imprimés en boîtier BGA
A : Principe fondamental :
Taille du tampon = diamètre de la bille de soudure × 0,85 ± compensation du processus
TOPFAST Valeurs recommandées :
Pas de 0,5 mm : Diamètre du tampon 0,3-0,35 mm
Pas de 0,8 mm : Diamètre du tampon 0,4-0,45mm
Pas de 1,0 mm : Diamètre du tampon 0,5-0,55mm
Considérations clés :
Utiliser la conception NSMD (ouverture du masque de soudure supérieure de 0,05 mm à celle de la pastille)
Doit confirmer l'exactitude du processus avec le fabricant
Un marquage clair de la position A1 est essentiel
A : Utilisation obligatoire :
Connexion à de grands plans de cuivre d'alimentation/de masse
Broches à courant élevé (>1A)
Positions d'angle des BGA
Utilisation facultative :
Les broches de signal utilisent généralement une connexion directe
Broches d'alimentation à faible courant
TOPFAST Paramètres recommandés :
Nombre de rayons : 4
Largeur des rayons : 0,15-0,25mm
Diamètre d'ouverture : 0,3-0,5 mm
A : Formule d'estimation du nombre de couches :
Couches ≈ (Nombre de broches nécessitant un routage) ÷ (4 × rangées routables par couche) + 1 marge de couche
Stratégie de routage TOPFAST :
Couches extérieures : Acheminer les 1 à 2 rangs les plus éloignés
Couches internes : Utiliser l'os de chien ou le via-in-pad
La clé : Planifier les emplacements à l'avance
Recommandations by Pitch :
≥0,8mm : Fanout en forme d'arête de chien
0,65-0,8 mm : Tampon de via-in partiel
≤0.5mm : Bloc d'alimentation complet
A : Quatre points clés :
Contrôle de l'impédance : Diminution progressive de l'impédance de la pastille à la trace
Suppression de la diaphonie : Espacement des signaux à grande vitesse ≥ 3× la largeur de la trace
Chemin de retour : Prévoir une voie de masse pour chaque voie de signal
Intégrité de l'alimentation : Placer les condensateurs de découplage à moins de 50 millièmes de millimètre du BGA.
Liste de contrôle TOPFAST :
Adaptation de la longueur des paires différentielles ≤ 5 mils
Contrôle de l'impédance à ±7%
Diaphonie critique du réseau < -40dB
A : Phase de conception :
Finition de la surface du tampon : ENIG (signaux à grande vitesse) ou ImAg (sensibles aux coûts)
Conception du pochoir : Taille de l'ouverture 85-90% de la surface du tampon
Vérification de l'espacement : S'assurer que les exigences minimales en matière d'espacement des tampons sont respectées
Étape de fabrication :
Inspection de l'impression de la pâte à braser
Inspection par rayons X (taux de vide < 25%)
Vérification du profil de température de refusion
Essais de performance électrique
TOPFAST Expérience :
L'implication du fabricant dans les révisions DFM précoces peut réduire les problèmes de production de masse de plus de 70%. Fournir les spécifications des BGA à TOPFAST permet d'obtenir des recommandations de processus personnalisées.