En omfattande analys av skevhet och deformation hos mönsterkort
Innehållsförteckning
1. Vad är PCB Warping?
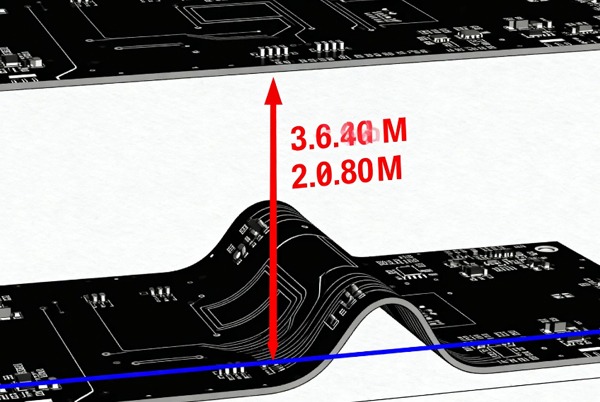
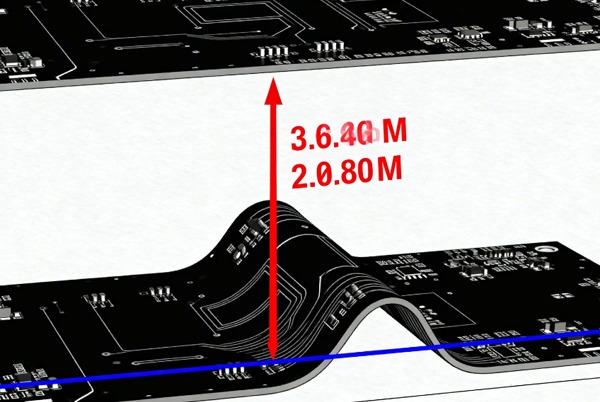
Kretskortsförvrängning avser formförändring av kretskort under produktion eller användning, vilket resulterar i förlust av ursprunglig planhet. När ett kretskort placeras plant på ett skrivbord beräknas warpage-procenten genom att mäta gapet mellan den högsta punkten och skrivbordet, dividerat med kretskortets diagonala längd.
Formel för beräkning av warpage: Warpage = (Warphöjd i ett hörn / (kretskortets diagonallängd × 2)) × 100%
Standarder för PCB-vridning
| Tillämpningsscenario | Tillåten skevhet | Anmärkningar |
|---|---|---|
| Allmän konsumentelektronik | ≤0,75% | Grundläggande krav på IPC-standard |
| SMT med hög precision | ≤0,50% | Mobiltelefoner, kommunikationsutrustning m.m. |
| Krav på ultrahög precision | ≤0,30% | Militära, medicinska och andra specialområden |
| Endast plug-in-process | ≤1.50% | Inga ytmonterade komponenter |
2. Allvarliga konsekvenser av PCB-vridning
2.1 Tillverkningsprocess
- Monteringssvårigheter: På automatiserade SMT-linjer orsakar ojämna mönsterkort positioneringsfelaktigheter, vilket förhindrar korrekt komponentinsättning eller montering
- Skada på utrustning: Kraftig skevhet kan skada automatiska insättningsmaskiner och orsaka stillestånd i produktionslinjen
- Svetsdefekter: Vridning leder till ojämn värmefördelning vid lödfogar, vilket orsakar problem som virtuell lödning och tombstoning
2.2 Produktens tillförlitlighet
- Frågor om montering: Vridna kort efter lödning gör det svårt att snyggt trimma komponentledningar, vilket förhindrar korrekt installation i chassi eller socklar
- Risker på lång sikt: Spänningskoncentrationspunkter är benägna att orsaka kretsbrott under cykliska miljöer med hög-låg temperatur
- Försämrad prestanda: Fall där radarsystem för bilar ofta havererade efter sommarexponering på grund av för stor skevhet
3. Huvudorsakerna till PCB-varpning
3.1 Materialfaktorer
- CTE-missvisning: Signifikant skillnad i termisk expansionskoefficient mellan kopparfolie (17×10-⁶/℃) och FR-4-substrat (50-70×10-⁶/℃)
- Substratets kvalitet: Lågt Tg-värde, hög fuktabsorption eller ofullständig härdning minskar dimensionsstabiliteten
- Asymmetri i material: Inkonsekventa varumärken för kärn- och PP-kartonger eller felaktig tjocklek på flerskiktskartonger
3.2 Designfrågor
- Ojämn fördelning av koppar: Stora kopparområden på ena sidan mot glesa kretsar på den andra, vilket orsakar skevhet mot den kopparfattiga sidan under uppvärmning
- Asymmetrisk struktur: Speciella dielektriska skikt eller impedanskrav som leder till obalanserade lamineringsstrukturer
- Överdrivet ihåliga områden: För många ihåliga områden i stora kort, benägna att böjas efter återflödeslödning
- För stort djup på V-cut: Kompromisserar strukturell integritet, med ökad risk när kvarvarande tjocklek ≤1/3 av skivans tjocklek
3.3 Produktionsprocesser
Analys av processinducerad skevhet:
- Lamineringsprocess: Felaktig temperatur- och tryckreglering, ojämn härdning av hartset
- Termisk bearbetning: Varmluftsutjämning (250-265 ℃), bakning av lödmask (150 ℃), återflödeslödning (230-260 ℃)
- Kylningsprocess: För hög kylhastighet, otillräcklig spänningsavlastning
- Mekanisk påfrestning: Staplings-, hanterings- och bakningsprocesser
3.4 Förvaring och miljö
- Effekter av luftfuktighet: Kopparbelagt laminats fuktabsorption och expansion, särskilt viktigt för enkelsidiga paneler med större absorptionsytor
- Förvaringsmetoder: Vertikal lagring eller kraftig komprimering som orsakar mekanisk deformation
- Temperatur- och luftfuktighetsfluktuationer: Överskridande av standardintervall på 15-25 ℃/40-60%RH
4. Förbättring och förebyggande åtgärder mot PCB-varpning
4.1 Optimering av materialval
Tabell över strategier för val av substrat:
| Tillämpningsscenario | Rekommenderat material | Karaktäristiska fördelar | Förvrängning Förbättringseffekt |
|---|---|---|---|
| Allmän konsumentelektronik | FR-4 med hög Tg (Tg≥170℃) | God värmebeständighet | 30% bättre motståndskraft mot skevhet än vanliga material |
| Elektronik för fordonsindustrin | Special FR-4 (Tg>180 ℃) | Stabilitet vid höga temperaturer | Lämplig för miljöer med höga temperaturer i motorrummet |
| Högfrekventa tillämpningar | Kolfiberförstärkta kompositer | CTE reducerbar till 8ppm/℃ | 50% minskning av termisk deformation |
| Miljöer med hög luftfuktighet | PTFE-kompositer | Vattenabsorption ≤0,1% | Utmärkt fuktbeständighet |
4.2 Strategier för optimering av konstruktionen
Kopparbalansdesign
- Symmetrisk layout: Kontrollera skillnaden i koppararea mellan A/B-sidor inom 15%
- Grid-baserad koppargjutning: Ändra kontinuerlig koppar till ett rutmönster (linjebredd/avstånd ≥0,5 mm), vilket minskar den termiska påfrestningen med 30%
- Behandling av ihåliga områden: Lägg till balanserade kopparblock eller processa kantkoppargjutning
Grundläggande strukturell design
- Balans mellan skikten: Säkerställer symmetrisk fördelning av PP-ark i flerskiktskort, med jämn tjocklek mellan 1-2 och 5-6 lager
- Val av tjocklek: Rekommenderad tjocklek ≥1,6 mm för SMT-kort, risken för skevhet ökar 3 gånger för kort under 0,8 mm
- Paneldesign: Använd panelstrukturer av X-typ för att sprida spänningar, med korrekt V-Cut-kontroll av resttjocklek
4.3 Kontroll av produktionsprocessen
Optimering av lamineringsprocessen
Exempel på stegvis tryckprocess:
- Penetrationsstadium: 5-10 kg/cm² för fullständigt hartsflöde
- Diffusionsstadium: 20-25 kg/cm² för optimal bindning mellan skikten
- Härdningsstadium: 30-35 kg/cm² för fullständig härdning
Profil för temperaturreglering:
- Uppvärmningshastighet: Långsam uppvärmning vid 1 ℃ / min
- Blötläggningssteg: Stegvis blötläggning vid 130 ℃ / 150 ℃ i 10 minuter vardera
- Effekt: 40% förbättring av enhetligheten i hartsflödet
Viktiga kontrollpunkter för processen
- Förskärning Bakning: 150 ℃, 8 ± 2 timmar för att avlägsna fukt och frigöra stress
- Prepreg-behandling: Skilja varp- och väftriktningar (krympningshastighet för varpriktning 0,2% lägre än väft)
- Kontroll av kylning: Använd stegkylning, pausa 5 minuter för varje 10 ℃ droppe
- Utjämning efter varmluftsuppvärmning: Naturlig kylning på marmorplattor, undvik snabb kylning
4.4 Lager- och transporthantering
- Miljökontroll: 15-25℃, 40-60%RH, kortsiktiga fluktuationer ≤10%RH/4 timmar
- Metoder för stapling: Horisontell stapling ≤30 ark (≤20 för precisionskort), undvik vertikal lagring
- Skydd av förpackningar: Vakuum aluminiumfolie påsar + kiselgel torkmedel (≥5g/㎡), dämpande material isolering
5. Reparationsmetoder för skevhet hos kretskort
5.1 Reparation under pågående process
- Nivellering av rullar: Omedelbar behandling av skeva brädor som upptäcks under processer med rullavjämningsmaskiner
- Nivellering av varmpress: Använd bågformade formar för bakning och utjämning nära substratets Tg-temperatur
5.2 Reparation av färdigställd bräda
| Reparationsmetod | Tillämpliga scenarier | Effektivitet | Risker |
|---|---|---|---|
| Nivellering av kallpress | Lätt skevhet | Genomsnitt | Benägen att återhämta sig |
| Nivellering av varmpress | Måttlig skevhet | Bra | Eventuell missfärgning |
| Varm press för bågform | Olika skevhetstillstånd | Bästa | Temperatur-/tidsstyrning krävs |
Steg för varm press av bågform:
- Placera det skeva kretskortet med den böjda ytan vänd mot formytan
- Justera fixturskruvarna för att deformera kretskortet i motsatt riktning
- Placera i ugnen och värm upp nära substratets Tg-temperatur
- Upprätthåll under tillräckligt lång tid för fullständig stressavkoppling
- Avlägsnas från formen efter kylning och stabilisering
6. Detektion och kvalitetskontroll
Jämförelse av metoder för detektering av PCB-förvrängning
| Metod för detektering | Precision | Hastighet | Kostnad | Tillämpliga scenarier |
|---|---|---|---|---|
| Visuell inspektion | Låg | Snabb | Låg | Preliminär screening |
| Linjal/Feeler-mätare | Medium | Medium | Låg | Rutinmässig inspektion |
| Laserskanning | Hög | Snabb | Hög | Massproduktion |
| AOI-system | Hög | Medium | Hög | Högprecisionsdetektering |
Praktiska tekniker för kvalitetskontroll
- Inkommande inspektion: Använd linjal + känselspröt för att mäta mellanrummen vid fyra hörn och mittpunkten på långsidorna, varna om de överstiger 0,3 mm
- Förlödning: Förvärmning är särskilt nödvändig för tjocka kopparkort för att minska spänningen
- Regelbunden övervakning: Kontrollera oxidation av kopparfolie vid förvaring längre än 6 månader (kassera om färgskillnad ΔE>5)
Sammanfattning
Kretskortsförvrängning är en kritisk faktor som påverkar kvaliteten på elektroniska produkter. Genom flerdimensionella åtgärder, inklusive materialval, designoptimering, processtyrning och lagringshantering, kan skevhet effektivt kontrolleras inom nödvändiga gränser. För befintliga problem med skevhet kan lämpliga reparationsmetoder också återställa förluster. Att kontrollera kretskortets skevhet är inte bara en teknisk fråga utan också en omfattande återspegling av kostnads- och kvalitetshantering, vilket kräver samarbete mellan design-, produktions- och kvalitetsavdelningarna.










Relaterade inlägg