PCB-montering och IPC-standarder
Inom elektroniktillverkningen tillhandahåller IPC-standarder vetenskapliga specifikationer för varje steg från design till produktion, vilket spelar en avgörande roll för prestandan och tillförlitligheten hos tryckt kretskort (PCB) slutprodukter för montering.
Innehållsförteckning
Vad är IPC-standarder?
IPC-standarder (tidigare kända som Printed Circuit Association-standarder, nu förkortade Electronic Industries Association-standarder) är allmänt erkända som kvalitetsriktmärkningssystem inom elektroniktillverkningsindustrin och täcker hela processen från mönsterkortsdesign, val av råmaterial, monteringsprocesser till slutkontroll. Detta standardsystem, som utvecklats gemensamt av globala branschexperter, har genomgått årtionden av utveckling och förfining och har blivit ett oumbärligt verktyg för att säkerställa tillförlitlighet och konsekvens hos elektroniska produkter.
IPC-standardernas roll
- De förser designingenjörerna med vetenskapliga designspecifikationer för att säkerställa att PCB-layouter uppfyller kraven på elektrisk prestanda och är lätta att tillverka.
- De förser tillverkarna med objektiva kriterier för processparametrar och kvalitetsacceptans.
- De etablerar ett enhetligt ”tekniskt språk” för alla länkar i leveranskedjan, vilket avsevärt förbättrar kommunikationseffektiviteten.
Även om IPC-standarderna i sig inte är juridiskt bindande blir efterlevnad av specifika IPC-standardnivåer ofta ett obligatoriskt krav i kontrakt inom sektorer med elektroniska produkter med hög tillförlitlighet, t.ex. flyg- och rymdindustrin, medicintekniska produkter och fordonselektronik.
Eftersom elektroniska enheter fortsätter att utvecklas mot miniatyrisering och högre densitet, och nya processer som blyfri lödning blir mer utbredda, genomgår IPC-standarderna också kontinuerliga uppdateringar.
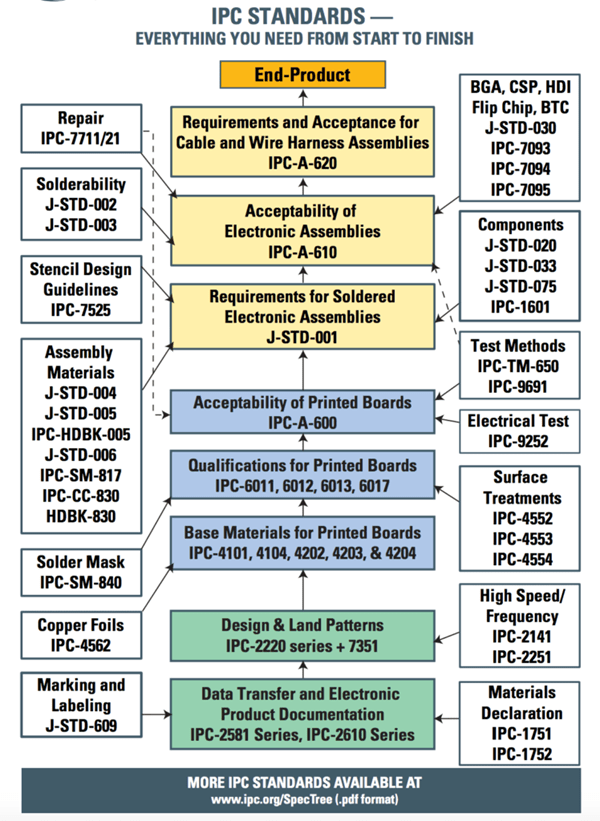
Centrala IPC-standarder för PCB-montering
IPC-A-610
IPC-A-610 är den mest erkända IPC-standarden inom området elektronisk montering och innehåller detaljerade visuella kriterier för kvalitetsgodkännande av elektroniska monteringar. Den senaste versionen, IPC-A-610J (lanserad 2024), definierar acceptanskriterier för olika aspekter som sträcker sig från lödfogskvalitet och komponentplacering till mekanisk montering. Den mest anmärkningsvärda funktionen är klassificeringen av elektroniska enheter i tre tillförlitlighetsnivåer baserat på olika produktapplikationsscenarier:
- Klass 1 – Allmän konsumentelektronik
- Gäller för elektroniska vardagsprodukter med låg livslängd och godartade användningsmiljöer, t.ex. leksaker och vanliga hushållsapparater. Mindre kosmetiska defekter som inte påverkar funktionaliteten är tillåtna, t.ex. inkonsekvent glans i lödfogarna eller lätt snedställning av komponenter.
- Klass 2 – Dedikerad tjänst Elektronik
- Tillämplig på industriell och kommersiell utrustning som kräver längre livslängd och högre tillförlitlighet, t.ex. kommunikationsutrustning och industriella styrsystem. Strängare processtyrning än i klass 1 krävs, med betydligt lägre tolerans för defekter.
- Klass 3 – Högpresterande elektronik
- Tillämplig på kritisk utrustning som måste fungera kontinuerligt utan fel, t.ex. medicinska livsuppehållande system, flygelektronik och säkerhetssystem i bilar. De strängaste acceptanskriterierna tillämpas, med nästan ingen tolerans för processdefekter.
I praktiska tillämpningar specificerar IPC-A-610 egenskaper och acceptabla gränser för olika processdefekter, medan IPC-J-STD-001 svetsprocessstandarder definierar typer och acceptanskriterier för olika svetsdefekter.Standarden IPC-A-610 används vanligtvis tillsammans med svetsprocessstandarderna IPC-J-STD-001 för att säkerställa omfattande kvalitetskontroll genom hela processen, från implementering till slutkontroll.
IPC-2221
IPC-2221-standarden är ett hörnstensdokument inom området mönsterkortsdesign.Den fastställer grundläggande principer och specifikationer för kretskortsdesign, vilket säkerställer tillverkningsbarhet, tillförlitlighet och prestandaoptimering under designfasen.
Det centrala innehållet i denna standard omfattar:
- Specifikationer för elektrisk design
- Krav på ledningsbredd/avstånd, metoder för impedansreglering och beräkningar av strömförande kapacitet för olika applikationsscenarier för att säkerställa signalintegritet.
- Krav på mekanisk struktur
- Omfattar mekaniska element som hålringskonstruktion, toleranser för uppriktning mellan skikten och kantbehandling för att undvika otillförlitliga anslutningar mellan innerskikten på grund av tillverkningsfel.
- Riktlinjer för termisk hantering
- Ger designrekommendationer för layout av värmeavledningshål, beräkningar av värmemotstånd och förbättring av lokal värmeavledning för kretskort med hög effekttäthet.
- Principer för materialval
- Vägleder konstruktörer i valet av lämpliga substratmaterial, kopparfolietyper och ytbehandlingsprocesser baserat på olika krav på elektrisk prestanda, miljöanpassning och kostnad.
En framträdande egenskap hos IPC-2221 är dess modulära struktur, som fungerar som en allmän standard och tillsammans med en serie understandarder för specifika PCB-typer (t.ex. IPC-2222 styva kort, IPC-2223 flexibla kort etc.) bildar ett komplett designstandardsystem.

IPC-J-STD-001
IPC-J-STD-001 är den mest auktoritativa standarden för lödningsprocesser inom elektroniktillverkningsindustrin. J-STD-001 ställer omfattande krav på lödningsmaterial, processparametrar och kvalitetskontroll.
Det centrala tekniska innehållet omfattar:
- Materialspecifikationer
- Ange sammansättningen av lödlegeringar (t.ex. SAC305), flussmedelstyper och krav på lödpastans prestanda, definiera toleranser för sammansättningen och gränser för föroreningar för att säkerställa tillförlitlig lödning.
- Krav på processen
- Ange riktlinjer för parametrar för manuell lödning, våglödning, återflödeslödning osv. Till exempel, vid återflödeslödning, kontrollera temperaturzonerna och tiden över liquiduslinjen (TAL) för att undvika kall lödning eller termisk skada.
- Kriterier för acceptans
- Klassificera och acceptera produkter baserat på nyckelindikatorer som lödvätningsvinkel och fogmorfologi, kategoriserade efter produktklass (nivå 1/2/3).
- Utbildnings- och certifieringssystem
- Genomföra strikta CIS- (operatör) och CIT- (utbildare) certifieringsförfaranden och säkerställa korrekt tillämpning av standarder genom teoretiska och praktiska utvärderingar för att förbättra processens enhetlighet.
I den faktiska produktionen kan en kontroll av svetsprocessen som överensstämmer med standarden J-STD-001 avsevärt minska felfrekvensen. Genom att strikt följa denna standard kan man minska antalet svetsfel med i genomsnitt mer än 40 %.
IPC-7351
Med ytmonteringsteknik (SMT) att bli den dominerande processen i Montering av kretskortUnder de senaste åren har betydelsen av IPC-7351-standarden blivit alltmer framträdande. Denna standard behandlar specifikt paddesignen för SMT-komponenter och tillhandahåller vetenskapliga beräkningsmetoder och layoutspecifikationer för att säkerställa att komponenterna kan lödas på ett tillförlitligt sätt med god fogbildning.
De viktigaste tekniska egenskaperna i IPC-7351-standarden inkluderar:
System för beräkning av padstorlek
- Baserat på komponentpaketets dimensioner och tillverkningstoleranser ger den formler för att beräkna padstorlekar under olika densitetsnivåer. Standarden definierar tre täthetsnivåer:
- Nivå A (låg densitet): Större padstorlekar med bredare processfönster, lämpliga för applikationer med hög tillförlitlighet
- Nivå B (medelhög täthet): Balanserad storlek och densitet, lämplig för de flesta kommersiella produkter
- Nivå C (hög densitet): Minsta padstorlekar för utrymmesbegränsade konstruktioner
Bibliotek för standardfotavtryck
- Täcker nästan alla vanliga SMT-kapslingstyper, från 0402-resistorer till BGA med hundratals stift. För varje kapslingstyp ger standarden detaljerade måttangivelser och rekommenderade padmönster, vilket förenklar konstruktionsarbetet avsevärt.
Tredimensionella krav på lödfogar
- Fokuserar inte bara på tvådimensionella plana dimensioner utan specificerar också idealisk tredimensionell lödfogsmorfologi, inklusive krav på häl, tå och sidofilett. Detta bidrar till att skapa tillförlitliga lödfogar med hög mekanisk hållfasthet och god termisk utmattningsbeständighet.
Genom att använda paddesign som överensstämmer med IPC-7351-standarden kan man öka förstapassutbytet för SMT-montering med mer än 30%, vilket avsevärt förbättrar designens effektivitet och noggrannhet, särskilt genom att minska typiska defekter som tombstoning och bridging.

Tillämpning av IPC-standarder i PCB-monteringsprocessen
Implementering av IPC-standarder i konstruktionsfasen
Att införliva IPC-standarder i den inledande mönsterkortsdesignen är den mest kostnadseffektiva metoden för att säkerställa slutmonteringskvaliteten. Erfarenheten visar att kostnaden för att identifiera och korrigera problem under konstruktionsfasen endast är 1/10 av kostnaden under produktionen. Implementeringen av designspecifikationer baserade på IPC-2221 och IPC-7351 bör fokusera på följande viktiga punkter:
Konfiguration av designregler: Upprätta IPC-kompatibla designregeluppsättningar i EDA-verktyg, inklusive:
- Elektriska regler:Spårbredd/klarhet, impedansreglering, strömförande kapacitet
- Fysiska regler:Padstorlekar, komponentavstånd, skyddsområden på kortets kanter
- Regler för tillverkning:Minsta hålstorlekar, ringbredder och dimensioner för lödmaskbryggor
För 1,6 mm tjocka FR-4-laminat rekommenderar IPC-2221 t.ex. att förhållandet mellan genomgående håldiameter och korttjocklek inte får överstiga 1:3 för att undvika pläteringsproblem.I höghastighetskonstruktioner bör routningen av differentiella par följa de standardrekommenderade metoderna för kontroll av avstånd för att säkerställa impedansöverensstämmelse.
Hantering av komponentbibliotek: Upprätta ett IPC-7351-kompatibelt bibliotek med komponentavtryck och implementera en strikt process för introduktion av nya komponenter:
- Kontrollera att leverantörens måttritningar för komponenter är korrekta
- Välj nivå A/B/C-pads baserat på applikationens tillförlitlighetskrav
- Använd IPC:s beräkningsformler för att bestämma padstorlekar
- Utföra DFM-kontroller (Design for Manufacturability)
Hänsyn till termisk design: Följ IPC-2221:s riktlinjer för termisk hantering för särskild behandling av högeffektskomponenter:
- Tillhandahålla tillräckliga termiska avlastningsvägar
- Håll högupphettade komponenter borta från kortkanter och känsliga enheter
- Överväg matchningsproblem med CTE (termisk expansionskoefficient)
Recensioner av design: Genomföra avdelningsövergripande designgranskningar vid kritiska milstolpar och kontrollera:
- Om komponentplaceringen uppfyller kraven för SMT-processen
- Om testpunkterna uppfyller kraven för automatiserad testutrustning
- Om särskilda processkrav (t.ex. selektiv lödning) noteras
Styrning av tillverknings- och monteringsprocesser
Montering av mönsterkort är det kritiska skede där konstruktioner omvandlas till fysiska produkter och där IPC-standarder tillämpas mest intensivt. Processtyrningssystemet som baseras på IPC-J-STD-001 bör omfatta:
Materialkontroll:
- Lödpasta: Överensstämmer med J-STD-005-standarden och testar regelbundet viskositet, metallinnehåll och partikelstorleksfördelning
- Flussmedel: Välj lämpliga typer baserat på lödmetod (våg/flöde)
- Komponenter: Förvaringsförhållanden och hantering av hållbarhetstid, särskilt för fuktkänsliga enheter (MSD)
Optimering av processparametrar:
- Utskrift av lödpasta: Verifiering av stenciltjocklek och öppningsdimensioner mot IPC-7525
- Placering:Noggrannhetskalibrering för att säkerställa överensstämmelse med IPC-9850-standarderna för utrustningens prestanda
- Återflödeslödning:Validering av temperaturprofil för att uppfylla både lödtillverkarens och IPC:s standardkrav
Processövervakning:
- Inspektion av första artikeln: Fullständig dimensionell inspektion med hjälp av IPC-A-610
- Provtagning av processer:Statistisk processtyrning (SPC) av nyckelparametrar som lödpastatjocklek och kvalitet på fogar efter återflöde
- Underhåll av utrustning:Regelbunden kalibrering och underhåll för att upprätthålla processtabiliteten
Kvalitetsinspektion och defektanalys
Kvalitetsinspektionssystemet baserat på IPC-A-610 är det sista försvaret för att säkerställa att slutprodukterna uppfyller kraven.En effektiv inspektionsplan bör överväga:
Val av inspektionsmetod:
- Visuell inspektion: Använd lämplig förstoring och belysning för att jämföra med standardillustrationer
- AOI (automatiserad optisk inspektion):Tröskelvärden för programmeringsacceptans baserade på IPC-standarder
- Röntgeninspektion:För dolda fogar som BGA och QFN
- Funktionstest:Kontroll av att elektriska prestanda uppfyller konstruktionskraven
Klassificering och hantering av defekter:
- Kritiska defekter: Påverkar direkt funktionalitet eller säkerhet, måste filtreras bort till 100%
- Mindre defekter:Kosmetiska problem som inte påverkar funktionen, bedömda enligt AQL (Acceptable Quality Level) provtagning
- Processvarningar:Överskrider inte gränsvärdena men närmar sig specifikationsgränserna, vilket utlöser processjusteringar
Analys av bakomliggande orsaker:
För återkommande defekter, använd fiskbensdiagram, 5Why och andra verktyg för djupgående analys för att avgöra om problemen härrör från design, material eller processer, och vidta sedan korrigerande åtgärder. IPC-standarderna tillhandahåller objektiva kriterier för denna process, vilket gör att man undviker subjektiva tvister.
Tillförlitlighetsverifiering och ständiga förbättringar
För produkter med hög tillförlitlighet räcker det inte med rutinmässiga inspektioner – det krävs även IPC-baserad tillförlitlighetsverifiering:
Stresstestning av miljön:
- Temperaturcykling: Termisk utmattningsprovning enligt IPC-9701
- Vibrationsprovning:Välj lämpliga förhållanden baserat på produktens användningsmiljö
- Åldrande i fuktig värme:Bedömning av långsiktig tillförlitlighet under tuffa förhållanden
Analys av fel:
Fördjupad analys av misslyckade testprover med hjälp av:
- Tvärsnitt: Observation av lödfogens mikrostruktur
- SEM/EDS:Analys av felytans morfologi och sammansättning
- Akustisk mikroskopi:Detektering av delaminering och hålrum
Kontinuerlig förbättring:
Etablera en standardiserad förbättringsprocess:
- Samla in produktionsdata och kundfeedback
- Identifiera förbättringsmöjligheter
- Utveckla förbättringsplaner
- Verifiera effektiviteten
- Standardisera och uppdatera relevanta dokument
Genom denna systematiska metod för implementering av IPC-standarder kan PCB-monteringsföretag etablera ett omfattande kvalitetskontrollsystem från design till leverans och konsekvent tillhandahålla högkvalitativa produkter och tjänster.

Topfast’s förmåga att implementera professionella standarder
Som ISO 9001- och IATF 16949-certifierad professionell Tillverkare av kretskortTopfast har omfattande kapacitet att implementera IPC-standarder på alla nivåer:
Utrustning och processkapacitet:
- SMT-linjer med hög precision (möjlighet till placering av 01005-komponenter)
- Selektiva lödningssystem för blandade monteringskrav
- 3D SPI- och AOI-system för fullständig inspektion
- Röntgeninspektion för dolda BGA/QFN-skarvar
System för kvalitetskontroll:
- Anpassade inspektionsplaner baserade på kundens produkttyper
- Omfattande process för materialgranskningsnämnden (MRB)
- Avancerad utrustning för laboratorietester (inklusive metallografisk tvärsnittsanalys)
- Komplett system för spårbarhet av data
Framgångsrika berättelser:
- Medicinska övervakningsenheter: Uppnådde IPC Class 3-standarder och en felfrekvens på 0,1% under 3 år
- Industriella styrenheter:Applikation på blandad nivå sänkte kostnaderna med 18% och uppfyllde samtidigt kraven på tillförlitlighet
- ECU:er för fordonsindustrin:Klarade kundrevisioner med noll defekter och blev en Tier 1-leverantör
Genom vetenskapligt urval av IPC-standardnivåer och professionell implementeringsförmåga hjälper Topfast kunderna att uppnå optimal balans mellan kvalitet och kostnad, vilket lägger en solid grund för framgång på produktmarknaden.










Relaterade inlägg