Processflöde för PCB-montering
Innehållsförteckning
Vad är PCB-monteringsprocessen?
PCB-montering (Printed Circuit Board Assembly, PCBA) är den kompletta tillverkningsprocessen för montering av elektroniska komponenter på kretskort. Detta komplexa och exakta förfarande omfattar flera kritiska steg, inklusive utskrift av lödpasta, komponentplacering, återflödeslödning, kvalitetsinspektion och mer, vilket i slutändan förvandlar nakna kort till fullt fungerande elektroniska enheter. I takt med att elektroniska produkter utvecklas mot miniatyrisering och högre prestanda ställer moderna PCB-monteringsprocesser allt högre krav på precision och tillförlitlighet.
7 viktiga steg i PCB-monteringsprocessen
1. Tryckning av lödpasta: Det precisionskritiska första steget
Lödpastatryckning är det primära och mest grundläggande steget i kretskortsmonteringen.Processen liknar screentryck men kräver högre precision och använder stenciler i rostfritt stål (vanligtvis 0,1-0,15 mm tjocka).
Analys av lödpastans sammansättning:
Modern blyfri lödpasta består i allmänhet av:
- 96,5% Tenn (Sn)
- 3% Silver (Ag)
- 0,5% Koppar (Cu)
Denna legeringskombination ger utmärkt lödprestanda och mekanisk hållfasthet. Pastan innehåller också flussmedel, som avlägsnar oxidskikt från metallytor, minskar lodets ytspänning och främjar lodets flöde och vätning.
Precisionstryckprocess:
- PCB fästs på skrivarbordet med precisionsfixturer
- Stencil och PCB-pads är exakt inriktade (typiskt kontrollerade inom ±25 μm tolerans)
- Rakel rör sig i lämplig vinkel (vanligtvis 60°) och med lämpligt tryck (ca 5-10 kg) för att trycka lödpasta genom stencilens öppningar
- Under avformningen lossnar stencilen från kretskortet och lämnar pasta endast på padsen
Kvalitetskontrollpunkter:
- Lödpastans tjocklek är jämn (mäts med lasertjockleksmätare)
- Noggrannhet i utskriftsposition
- Frånvaro av överbryggning, otillräckligt lod eller spikar
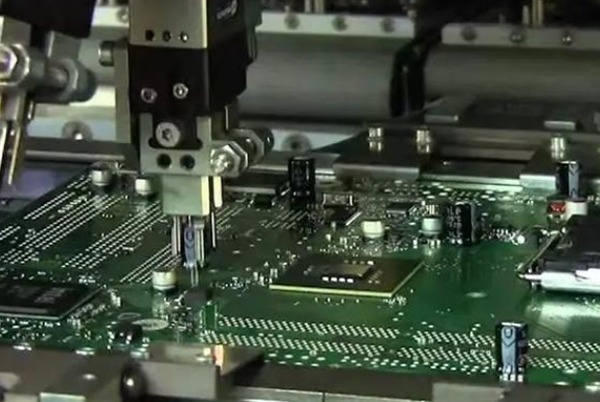
2.Placering av SMT-komponenter:Höghastighetsprecision “Pick and Place”
Efter utskrift av lödpasta går kretskortet in i produktionslinjen för ytmonteringsteknik (SMT), där höghastighetsplaceringsmaskiner exakt placerar komponenterna.
Modern teknik för placeringsmaskiner:
- Placeringsnoggrannhet: ±25 μm (avancerad utrustning kan uppnå ±15 μm)
- Placeringshastighet: 30.000-150.000 komponenter per timme
- Minsta komponentstorlek: Kan hantera 01005-paket (0,4×0,2 mm) eller mindre
Flöde i placeringsprocessen:
- System för matning: Komponenter levereras via band, rör eller brickor
- Visuell uppriktning:Högupplösta kameror identifierar referensmärken för mönsterkort
- Uppsamling av komponenter:Vakuummunstycken samlar in komponenter från matare
- Inspektion av komponenter:Vissa maskiner har kameror för att kontrollera polaritet, dimensioner
- Exakt placering:Komponenter placeras på lödpasta enligt programmerade koordinater
Viktiga påverkansfaktorer:
- Noggrannhet vid komponentmatning
- Val och underhåll av munstycken
- Status för maskinkalibrering
- Miljökontroll (normalt 23±3°C, 40-60% RH)
3.Återflödeslödning:Temperaturprofilen avgör lödningens kvalitet
Återflödeslödning är den kritiska process som smälter lodpasta för att bilda tillförlitliga elektriska anslutningar, vilket kräver exakt kontroll av temperaturprofilen.
Typisk temperaturprofil för återflöde:
- Förvärmningszon: Ökning med 1-3°C/s till 150-180°C (aktiverar flödet)
- Blötläggningszon:Håll 140-180°C i 60-90 sekunder (utjämnar PCB/komponent-temperaturen)
- Zon för omsmältning:Snabb uppvärmning till topptemperatur 235-245°C (hålls i 30-60 sekunder)
- Zon för nedkylning:Kontrollerad kylning under 4°C/s (förhindrar termisk chock)
Jämförelse av typ av omsmältningsugn:
- Konvektionsugn: Bästa jämnhet, lämplig för komplexa mönsterkort
- Infraröd ugn:Hög värmeeffektivitet, men kan orsaka skuggeffekter
- Ångfasugn:Utmärkt jämnhet men högre kostnad, främst för militära produkter
Specialhantering av dubbelsidiga mönsterkort:
För dubbelsidiga SMT-kretskort löder man normalt först sidan med lättare komponenter. Under den andra omlödningen ska du se till att de tidigare lödda komponenterna klarar temperaturen.
4.Kvalitetsinspektion:Flera försvar säkerställer tillförlitlighet
Efter lödning genomgår kretskorten rigorösa kvalitetskontroller, bland annat:
4.1 Manuell visuell inspektion
- Tillämpningar: Produktion av små volymer, verifiering av omarbetningar
- Kontrollerar:Saknade/felaktiga komponenter, omvänd polaritet, uppenbara lödningsfel
- Begränsningar:Låg effektivitet, benägen att tröttas ut, endast synliga fogar
4.2 Automatiserad optisk inspektion (AOI)
- Princip: Högupplösta kameror med flera vinklar jämför med gyllene prover
- Kapacitet:Lödvolym, överbryggning, felaktig inriktning av komponenter
- Fördelar:Snabb (vanligtvis 3-10 sekunder/skiva), konsekvent
- Specifikationer:20 μm upplösning, <5% falsklarm
4.3 Röntgeninspektion (AXI)
- Användningsområden: BGA, QFN och andra dolda fogar
- Kapacitet:Lödkulors integritet, hålrum, lageruppriktning
- System:2D-röntgen (lägre kostnad), 3D-röntgen (tomografi)
Statistisk processtyrning (SPC):
Moderna PCBA-fabriker återkopplar inspektionsdata i realtid och använder SPC-metoder för att övervaka processtabiliteten och förhindra batchdefekter.
5.Montering av genomgående hålkomponenter:Traditionell teknik i moderna tillämpningar
Även om SMT dominerar kräver många mönsterkort fortfarande THT-komponenter (Through-Hole Technology), särskilt kontakter och högeffektsenheter.
Två huvudsakliga lödningsmetoder:
5.1 Våglödning
- Process: Infogning→limfixering→våg-lödning→rengöring
- Typ av våg:Enkel våg (λ-våg), dubbel våg (turbulent+platt)
- Temperatur:Lödgryta hålls vid 250-260°C
- Tillämpningar:Enkelsidiga kort med blandad teknik för stora volymer
5.2 Selektiv lödning
- Princip: Lokaliserad lödning för specifika genomgående hål
- Fördelar::Minimal termisk påverkan, idealisk för dubbelsidiga skivor
- Olika varianter:Laserlödning, mikrovågsugn, lödrobotar
Grundläggande handlödning:
- Temperaturreglering: 300-350°C beroende på komponentstorlek
- Varaktighet: 2-3 sekunder per led för att undvika skador
- Lödningsvolym: Forma ungefär 45° koniska filéer
6.Funktionstestning:Verifiering av designöverensstämmelse
Funktionstest är den sista kvalitetskontrollen som validerar produktens prestanda.
Vanliga testmetoder:
6.1 Test i strömkrets (ICT)
- Använder en “bed-of-nails” fixtur för att kontakta testpunkter
- Kontrollerar: Shorts, öppningar, komponentvärden, grundläggande funktioner
- Fördelar:Exakt lokalisering av fel, snabb testning
6.2 Test av funktionell krets (FCT)
- Simulerar faktiska driftsförhållanden
- Inmatning av testsignaler, verifiering av utdata
- Kan integreras med automatisering för 100% testning
6.3 Test av gränssökning
- För PCB med hög densitet och svåråtkomliga PCB
- Använder JTAG-gränssnitt
- Idealisk för programmerbara enheter (FPGA, CPLD)
Analys av testtäckning:
Utmärkta testplaner bör täcka >90% av de potentiella felsituationerna, optimerade genom FMEA (Failure Mode and Effects Analysis).
7.Rengöring och skydd:Nycklar till lång livslängd för produkten
Modern elektronik’ höga krav på tillförlitlighet gör rengöring allt viktigare.
Alternativ för rengöringsprocessen:
7.1 Rengöring med vatten
- Använder avjoniserat vatten (resistivitet >1MΩ-cm)
- Kan lägga till miljövänliga rengöringsmedel
- Lämplig för de flesta konventionella elektronikprodukter
7.2 Rengöring med lösningsmedel
- Använder alkohol eller kolväte som lösningsmedel
- Stark rengöringsförmåga, snabbtorkande
- Kräver säkerhets- och miljöförsiktighetsåtgärder
7.3 No-Clean-processen
- Använder lödpasta med låg resthalt och som inte behöver rengöras
- Måste fortfarande uppfylla standarderna för jonisk renhet (1,56 μg/cm² NaCl-ekvivalent)
Konform beläggning:
För applikationer i tuffa miljöer:
- Akryl: Enkel applicering och omarbetning
- Polyuretan: Utmärkt kemisk beständighet
- Silikon: Överlägsen prestanda vid höga temperaturer
Trender för modern PCB-montering
HDI-teknik (High-Density Interconnect)
- Finare linjer (<50μm)
- Microvia-teknik (blinda/begravda vior)
- Sammankoppling i alla skikt
Tillverkning av flexibel elektronik
- Montering av flexibelt substrat
- 3D-krökt ytmontering
- Töjbara elektroniska kretsar
Omvandling till smart tillverkning
- Digitala tvillingtillämpningar
- AI-baserad kvalitetsinspektion
- Adaptiva produktionssystem
Krav på miljövänlig tillverkning
- Blyfria halogenfria material
- Energieffektiva processer
- Återvinning av avfall
Vanliga problem och lösningar vid PCB-montering
| Typ av fråga | Potentiella orsaker | Lösningar |
|---|---|---|
| Lödning av överbryggning | Dålig stencilkonstruktion, överflödig pasta | Optimera stencilöppningar, justera tryckparametrar |
| Kall-lödfogar | Låg klisteraktivitet, felaktig profil | Ändra klistra in, optimera återflödeskurvan |
| Gravstenar | Asymmetrisk paddesign, ojämn uppvärmning | Optimera paddesign, justera återflöde |
| Lödkulor | Oxiderad pasta, hög luftfuktighet | Kontrollera luftfuktigheten, minska exponeringen för pasta |
| BGA-hålrum | Avgasning av pasta, snabb uppvärmning | Välj pasta med låg volym, optimera förvärmningen |
Slutsats
PCB-montering är den kritiska tillverkningsprocessen som omvandlar design till fysiska produkter och som integrerar materialvetenskap, precisionsmekanik, automatisering med mera. I takt med att elektroniken blir allt mer komplex utvecklas moderna PCBA-processer mot högre precision, effektivitet och intelligens. Att behärska det kompletta monteringsarbetsflödet och de viktigaste kontrollpunkterna är avgörande för att säkerställa kvalitet och produktivitet. Oavsett om det gäller lågvolym-, högmix- eller massproduktion är det viktigt att välja lämpliga processvägar och kvalitetsmetoder utifrån produktens egenskaper.










Relaterade inlägg