Inspektion av lödpasta
Innehållsförteckning
Vad är inspektion av lödpasta?
Solder Paste Inspection (SPI) är en automatiserad inspektionsteknik som bygger på optiska principer och är särskilt utformad för att bedöma kvaliteten och precisionen i lödpastatryckningen i SMT-processer. På produktionslinjer för SMT-montering trycks lodpasta exakt på kretskortsplattorna med hjälp av en stålstencil. Noggrannheten i denna process är avgörande, eftersom även mindre avvikelser kan leda till efterföljande defekter.
Rollen för inspektion av lödpasta
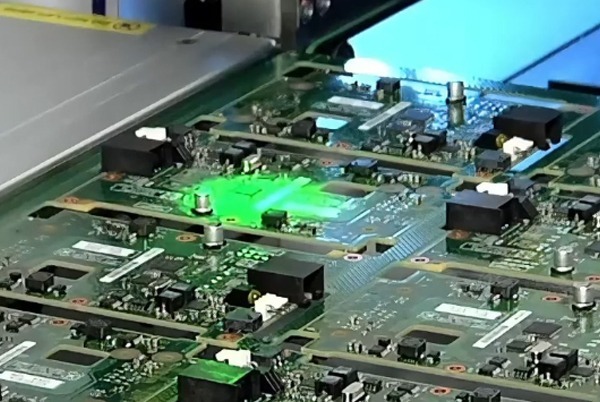
Moderna SPI-system integrerar vanligtvis högupplösta kameror, belysning med flera vinklar och avancerade bildbehandlingsalgoritmer.När KRETSKORT kommer in i inspektionsområdet tar systemet högupplösta bilder av lödpastan från flera vinklar och använder sedan 3D-rekonstruktionsteknik för att exakt mäta nyckelparametrar som volym, höjd, yta och positionsförskjutning för varje lödpastapunkt.Till skillnad från traditionell tvådimensionell inspektion ger avancerade SPI-system äkta tredimensionella mätdata med en detekteringsnoggrannhet på mikronivå, vilket vida överstiger kapaciteten hos manuell inspektion.
Inspektion av lödpasta spelar flera kritiska roller i SMT-produktionsprocessen.För det första fungerar den som en "spegel av placeringskvalitet", vilket helt och hållet återspeglar enhetligheten, lämpligheten och positioneringsnoggrannheten för lödpastautskrift. För det andra kan SPI, som "löddefekternas väktare", identifiera potentiella lödproblem på ett tidigt stadium, t.ex. otillräcklig, överdriven eller feljusterad lödpasta, vilket förhindrar att defekter uppstår i efterföljande processer. Dessutom fungerar SPI-system som en "effektivitetsaccelerator" som avsevärt minskar omarbetningar och skrot som orsakas av dålig lödpasta genom kvalitetsövervakning i realtid och omedelbar feedback, vilket förbättrar den totala produktionseffektiviteten.
Moderna SPI-system är inte längre bara enkla inspektionsverktyg; de är utrustade med kraftfulla dataanalys- och bearbetningsmöjligheter som gör att de automatiskt kan generera detaljerade inspektionsrapporter och registrera kvalitetsdata för lodpasta för varje mönsterkort.Dessa historiska data är av stort värde för processoptimering, kvalitetsspårbarhet och kontinuerlig förbättring, vilket gör SPI-systemen till "datadrivna experter" som hjälper tillverkarna att uppnå en mer förfinad processkontroll.
Vikten av inspektion av lödpasta
I den kompletta ytmonteringsteknik (SMT) är inspektion av lödpasta inte ett onödigt steg, utan en kritisk kontrollpunkt som säkerställer slutproduktens kvalitet. Lödpasta fungerar som det elektriska och mekaniska gränssnittet mellan elektroniska komponenter och kretskort, och dess kvalitet har en direkt inverkan på tillförlitligheten hos miljontals lödfogar. Även en mindre defekt i lödpastan kan leda till att hela den elektroniska enheten inte fungerar som den ska, och inom kritiska områden som fordonselektronik och medicintekniska produkter kan sådana fel leda till allvarliga konsekvenser.
1. Lödpastans tjocklek
Lödpastans tjocklek är en av de viktigaste parametrarna vid SPI-inspektion och påverkar direkt lödfogens stabilitet.För tunn lödpasta kan resultera i otillräcklig fogstyrka, vilket leder till kalla lödfogar eller ofullständig lödning; omvänt kan alltför tjock lödpasta orsaka överbryggande kortslutningar, särskilt för komponenter med fin pitch som BGA eller QFN.SPI-system mäter exakt höjden och volymen på varje lodpastapunkt för att säkerställa att de faller inom det processkrävda optimala intervallet, vilket förhindrar dessa vanliga lödfel.
2.Ur ett kvalitetskontrollperspektiv
Inspektion av lödpasta förkroppsligar den moderna kvalitetsledningsfilosofin "förebyggande framför korrigering".Till skillnad från traditionell inspektion efter svetsning identifierar SPI problem före svetsning, vilket avsevärt minskar kostnaderna för omarbetning och materialspill.Efter inspektion av SPI-systemet ser SMT-produktionslinjerna vanligtvis en 15-25% ökning av förstapassutbytet och en över 30% minskning av kvalitetskostnaderna, med en återbetalningstid för investeringen som ofta inte överstiger ett år.
3.För processoptimering
Den stora mängd data som SPI-systemen tillhandahåller är ovärderlig.Genom att analysera processkapacitetsindex (CPK), defektfördelningsmönster och tidstrender i lödpastatryckningen kan processingenjörerna exakt justera stencilutformningen, rakelparametrarna och tryckinställningarna för att kontinuerligt optimera produktionsprocesserna.Om SPI-data t.ex. visar en systematisk undervolym av lodpasta på vissa ställen kan det vara nödvändigt att kontrollera om stencilöppningarna är blockerade eller om rakeltrycket är enhetligt.
Inom sektorer med hög tillförlitlighet för elektroniktillverkning, t.ex. flyg- och rymdindustrin, fordonselektronik och medicintekniska produkter, har inspektion av lödpasta blivit ett oumbärligt processteg.Produkterna i dessa branscher måste ofta klara extrema miljöförhållanden och eventuella lödfel kan leda till katastrofala följder.Genom att implementera strikta standarder för inspektion av lödpasta kan tillverkarna avsevärt förbättra produkttillförlitligheten, minska felfrekvensen i fält och skydda varumärkets anseende.
Standarder för inspektion av lödpasta
För att säkerställa enhetlighet och tillförlitlighet i inspektionen av lodpasta har branschen fastställt en omfattande uppsättning inspektionsstandarder som täcker flera dimensioner, från komponentanalys till mekanisk prestandatestning.Dessa standarder styr inte bara parameterinställningarna för SPI-utrustning utan ger också en objektiv grund för utvärdering av lödpastatryckningsprocesser.
1. Korrosionsprovning med flussmedelrester
Enligt standarder som JS.Z-3197 och IPC-TM-650 utförs accelererade åldringstester för att bedöma den potentiella korrosionsrisken för flussmedelsrester på metallytor.Testerna innebär vanligtvis att proverna utsätts för höga temperaturer och hög luftfuktighet, följt av mikroskopisk och kemisk analys för att upptäcka tecken på korrosion. Detta test är särskilt viktigt för lödpastor som inte rengörs, eftersom kvarvarande aktiva substanser gradvis kan orsaka korrosion under produktens livslängd.
2.Provning av isolationsresistans
Testet simulerar faktiska arbetsförhållanden och mäter motståndsvärdet mellan intilliggande ledare för att säkerställa att säkerhetsstandarderna följs.Detta är särskilt viktigt för kretskort med hög densitet, eftersom även mindre läckströmmar kan orsaka kretsfel.Testförhållandena inkluderar vanligtvis dubbel belastning vid 85°C temperatur och 85% relativ luftfuktighet för att utvärdera prestanda under de svåraste förhållandena.
3.Provning av elektromigration och läckström
När jonföroreningar och luftfuktighet förekommer kan metalljoner migrera under påverkan av ett elektriskt fält, vilket leder till försämrad isolering eller till och med kortslutningar.Testet applicerar en förspänning och övervakar strömförändringar för att bedöma lödpastans motståndskraft mot elektronmigration.Lödpasta som uppfyller standarderna bör bibehålla stabila elektriska egenskaper under hela produktens förväntade livslängd.
4.Tillförlitlighetsprovning av lödfogar
Precisionsutrustning för kraftmätning används för att applicera gradvis ökande kraft på lödfogen tills fraktur uppstår, varvid den maximala kraftbärande kapaciteten registreras.Detta test utvärderar inte bara själva lödpastans prestanda utan verifierar också tillförlitligheten i hela lödprocessen.För applikationer som fordonselektronik som utsätts för vibrationer är lödfogens mekaniska hållfasthet en kritisk tillförlitlighetsindikator.
5.Röntgen- och tvärsnittsanalys
Röntgenavbildning kan icke-destruktivt upptäcka interna defekter som bubblor, hålrum och otillräcklig fyllning; sektionsanalys ger mer detaljerad information om gränssnittsstruktur och intermetallisk föreningsbildning genom mikroskopisk observation.Speciellt för dolda lödfogar som BGA och CSP är dessa tekniker det enda effektiva sättet att bedöma kvaliteten.
6.Stresstester i miljön
Dessa inkluderar vibration, chock, termisk cykling och dropptester, vilket ger en omfattande utvärdering av prestandastabiliteten hos lödfogar under olika stressförhållanden.Exempelvis simulerar termiska cykeltester temperaturfluktuationer som orsakas av temperaturskillnader mellan dag och natt eller enhetens strömcykler, vilket verifierar lödförbandens utmattningsbeständighet. Dessa accelererade åldringstester kan förutsäga den långsiktiga tillförlitligheten hos lödfogar i verkliga användningsmiljöer.
Inspektionsprocess för lödpasta
Genomförandet av lödpastainspektion följer en rigorös, systematisk process för att säkerställa att inspektionsresultaten är korrekta och konsekventa.Från förberedelse av utrustning till dataanalys har varje steg sina specifika tekniska krav och operativa standarder.
1. Förberedelse av system för förinspektion
Grunden för att säkerställa en effektiv drift av SPI.Detta omfattar regelbunden kalibrering av utrustningen med hjälp av standardblock för att verifiera mätnoggrannheten; val av lämpliga ljuskällor, eftersom olika lodpastalegeringar och ytbehandlingar av mönsterkort kräver olika belysningssystem; och optimering av inspektionsprogrammet genom att ställa in lämpliga parametertrösklar och inspektionsområden baserat på specifika produktegenskaper. Moderna SPI-system har oftast automatiska kalibreringsfunktioner, men operatörerna måste ändå regelbundet kontrollera systemets prestanda.
2.Realtidsövervakning under inspektion
SPI:s kärnvärde.När kretskortet kommer in i inspektionsområdet genomför systemet en fullbordad skanning inom några sekunder och genererar tredimensionella morfologidata för varje lodpastapunkt.Avancerade algoritmer jämför dessa mätvärden med fördefinierade standarder för att identifiera avvikelser som otillräcklig volym, formdeformationer eller positionsförskjutningar. Användargränssnittet visar vanligtvis defekta platser och allvarlighetsgrader med hjälp av färgkodade bilder för snabb bedömning.
3.Dataregistrering och analys
Den intelligenta grunden för SPI-systemet.Fullständiga inspektionsdata för varje mönsterkort lagras automatiskt, inklusive mätvärden, defektbilder och statistiska fördelningar.Dessa historiska data kan användas för att generera processkapacitetsanalys, trenddiagram och Pareto-defektanalys, vilket hjälper till att identifiera systemiska problem och processfluktuationer.Vissa avancerade system kan också använda maskininlärningsteknik för att upptäcka subtila mönster i stora datamängder som är svåra att upptäcka för det mänskliga ögat.
4.Återkopplad reglering med sluten loop
Höjer SPI från ett rent inspektionsverktyg till en motor för processoptimering.När systemfel upptäcks kan SPI-systemet automatiskt skicka justeringsinstruktioner till tryckmaskinen, t.ex. ändra rakeltrycket eller tryckhastigheten.Denna återkopplingsmekanism i realtid minskar avsevärt de förseningar och fel som orsakas av mänskliga ingrepp och ger en verkligt intelligent processtyrning.I produktionsmiljöer med hög mix kan systemet också automatiskt hämta parameterinställningar för olika produkter, vilket minskar omställningstiden.
5.Visualisering av inspektionsresultat
Ett viktigt verktyg för kvalitetskommunikation.Rapporter som genereras av SPI-systemet innehåller vanligtvis kartor över defekta platser, statistik över nyckelparametrar och index för processförmåga.Dessa rapporter kan automatiskt skickas till relevanta intressenter för att utlösa nödvändiga korrigerande åtgärder.För kundrevisioner eller certifieringskrav kan systemet också generera inspektionsprotokoll i industristandardformat för att uppfylla spårbarhetskraven.
6.Cykel för ständiga förbättringar
Maximera SPI-värdet.Genom att regelbundet granska inspektionsdata kan processteamen identifiera långsiktiga trender, bedöma hur effektiva förbättringsåtgärderna är och planera framtida optimeringsriktningar.Denna datadrivna förbättringsmetod är mer systematisk och effektiv än traditionella "trial-and-error"-metoder, vilket möjliggör stabila kvalitetsförbättringar och minskade felfrekvenser.
Vanliga problem vid inspektion av lödpasta
I faktiska produktionsprocesser kan inspektionen av lödpasta stöta på olika tekniska utmaningar och driftsproblem.Genom att förstå dessa vanliga problem och deras lösningar kan man maximera fördelarna med SPI-system och säkerställa att inspektionsresultaten är tillförlitliga.
Fråga 1: SPI-systemet upptäcker ojämn tjocklek på lödpastan, men den faktiska utskriftskvaliteten är bra.Vad kan detta bero på?
Lösning: Denna situation orsakas vanligtvis av mätfel.Kontrollera först SPI-utrustningens kalibreringsstatus för att säkerställa att mätnoggrannheten för Z-axeln uppfyller kraven. För det andra ska du kontrollera att kretskortets underlag är plant; skeva kretskort kan orsaka falska höjdvariationer. Kontrollera också att lödpastans legeringssammansättning stämmer överens med programinställningarna, eftersom olika metaller har varierande reflektionsegenskaper. Slutligen ska du kontrollera att belysningsinställningarna är lämpliga, eftersom alltför stark eller svag belysning kan påverka noggrannheten i 3D-rekonstruktionen.
Fråga 2: Hur kan man minska antalet falska positiva resultat vid SPI-inspektion?
Lösning: Falska positiva resultat minskar effektiviteten i detekteringen och kan förbättras genom en kombination av åtgärder. Optimera inställningarna för detektionströsklar för att undvika alltför strikta standarder; använd funktionen för regionklassificering för att ställa in olika acceptanskriterier för block av varierande storlek; aktivera intelligenta filtreringsalgoritmer för att ignorera irrelevanta tryckta egenskaper som t.ex. teckenmarkeringar; upprätta ett bibliotek med typiska defektprover för att träna systemet att bättre skilja mellan äkta defekter och acceptabla processvariationer. Det är också viktigt att regelbundet uppdatera detekteringsprogrammet för att anpassa det till processförbättringar.
Fråga 3: Vad ska man göra när mycket reflekterande PCB-ytor försvårar SPI-detektering?
Lösning: För mycket reflekterande mönsterkort, t.ex. guldytor, kan särskilda åtgärder vidtas. Justera ljuskällans vinkel och använd belysning med låg vinkel för att minska direktreflektion; aktivera polarisationsfiltrering för att undertrycka störningar från spegelreflektion; använd multipel exponeringsteknik i programmet för att kombinera bilder under olika ljusförhållanden; överväg att använda extra beläggningar (t.ex. tillfällig matt spray) för att förbättra ytans optiska egenskaper. Vissa avancerade SPI-system är också utrustade med ljuskällor med speciella våglängder som är särskilt utformade för att hantera utmaningar som uppstår på grund av starkt reflekterande ytor.
Fråga 4: Hur ska avvikelser mellan SPI- och AOI-inspektionsresultat hanteras?
Lösning: När SPI godkänns men AOI upptäcker lödningsdefekter, analysera systematiskt orsakerna till avvikelsen. Kontrollera tidsfördröjningar, eftersom lödpasta kan kollapsa eller oxidera efter detektering; bedöma komponentmonteringstrycket, eftersom överdrivet tryck kan orsaka extrudering av lödpasta; överväga om återflödeskurvan är lämplig, eftersom felaktig temperaturfördelning kan orsaka lödproblem; verifiera om de två detekteringsstandarderna är anpassade, eftersom det kan finnas luckor i standardkoordinering. Att upprätta en databas för korrelationsanalys av SPI-AOI kan hjälpa till att identifiera grundorsaken.
Fråga 5: Hur kan SPI-data användas för att optimera tryckprocesser för lodpasta?
Lösning: SPI-data är en värdefull resurs för processoptimering. Analysera den rumsliga fördelningen av defekter för att identifiera mönster relaterade till stencildesign eller skrivarparametrar; beräkna processkapacitetsindex (CPK) för att kvantifiera stabiliteten i den aktuella processen; genomföra grundorsaksanalys för att skilja effekterna av material, utrustning, metod och miljöfaktorer; implementera DOE (design av experiment) för att vetenskapligt bestämma den optimala parameterkombinationen; upprätta statistiska processkontrolldiagram (SPC) för att övervaka trenden för viktiga parameterförändringar i realtid. Genom dessa metoder kan datadriven kontinuerlig förbättring av tryckkvaliteten uppnås.
Applikationsområden för inspektion av lödpasta
Inspektionstekniken för lödpasta har trängt in i alla delar av elektroniktillverkningen, från konsumentelektronik till utrustning med hög tillförlitlighet.Olika branscher har utvecklat unika tillämpningsmodeller för SPI baserat på deras kvalitetskrav och produktegenskaper.
Tillverkning av konsumentelektronik
För produkter som smartphones, surfplattor och bärbara enheter är SPI-systemen främst inriktade på att inspektera HDI-kort (High Density Interconnect). I dessa produkter används ofta komponenter som är så små som 01005 eller ännu mindre, med padavstånd så små som 0,3 mm, vilket kräver extremt hög precision vid tryckning av lödpasta. Tillverkare av konsumentelektronik använder ofta SPI-utrustning med hög hastighet för att anpassa sig till sina produktionsscheman för stora volymer, samtidigt som SPI-data utnyttjas för snabba linjeomställningar och processoptimering.
Fordonselektroniksektorn
Kritiska komponenter som motorstyrenheter, säkerhetssystem och ADAS-moduler måste uppnå nollfelskvalitet, eftersom eventuella löddefekter kan innebära allvarliga säkerhetsrisker. Tillverkare av fordonselektronik genomför vanligtvis 100% SPI-inspektion och upprätthåller långsiktiga dataregister för att uppfylla spårbarhetskraven. Inspektionsstandarderna är också strängare, vanligtvis 30-50% strängare än de för konsumentelektronik. Dessutom krävs särskilda tillförlitlighetstester, t.ex. termomekanisk utmattningsanalys.
Medicinelektroniksektorn
Implanterbara enheter, diagnostiska instrument och medicinska bildsystem kräver extremt hög tillförlitlighet på lång sikt. I dessa applikationer används ofta specialiserade lödpastalegeringar, t.ex. silverinnehållande material, vilket kräver att SPI-programmen anpassas för att exakt mäta egenskaperna hos dessa legeringar. Medicinsk tillverkning betonar också processvalidering, där SPI-system måste tillhandahålla omfattande valideringsdokumentation för att visa att de uppfyller medicinska myndighetskrav.
Elektroniksektorn inom flyg- och försvarsindustrin
Satelliter, avionik och militär utrustning måste tåla extrema temperaturvariationer, vibrationer och strålningsmiljöer. SPI-inspektion för dessa applikationer fokuserar inte bara på konventionella parametrar utan kräver också särskild bedömning av lödpastans mikrostruktur och föroreningsinnehåll. Inspektionsdata måste nära integreras med materialcertifiering och processkvalificering för att bilda en komplett kvalitetskedja.
Industriell elektronik och energisystem
Dessa applikationer, som omfattar kraftkontrollutrustning, industriell automation och system för förnybar energi, kännetecknas av blandad teknik och stora kretskort. SPI-systemen måste kunna hantera ett brett spektrum av lödfogar, från små SMD-komponenter till högeffektsmoduler, och detektionsmetoderna måste vara mycket flexibla och anpassningsbara. Eftersom dessa enheter vanligtvis har krav på lång livslängd måste data för detektering av lödpasta kombineras med modeller för förutsägelse av långsiktig tillförlitlighet.
Infrastruktur för kommunikation
Såsom 5G-basstationer, nätverksutrustning och datacenterhårdvara, vars elektroniska tillverkning har speciella krav på högfrekvent prestanda. Lödpastans geometriska form och ytfinish påverkar den högfrekventa signalöverföringen, så SPI-inspektionen måste fokusera på dessa speciella parametrar. Millimetervågsapplikationer kräver till och med inspektion av den mikroskopiska ytjämnheten hos lödpasta, vilket ställer högre upplösningskrav på SPI-system.
I takt med att den elektroniska tekniken utvecklas innebär nya områden som flexibel elektronik, 3D-förpackningar och system-in-package (SiP) också nya möjligheter och utmaningar för inspektion av lodpasta.Dessa icke-traditionella applikationer kräver att SPI-systemen har högre anpassningsförmåga och innovativa inspektionsalgoritmer för att tillgodose inspektionsbehoven hos nya strukturer, t.ex. icke-plana substrat och tredimensionella sammankopplingar.

Sammanfattning
Inspektionsteknik för lödpasta har utvecklats till en oumbärlig kvalitetssäkringsåtgärd i modern elektroniktillverkning, och dess betydelse framhävs alltmer av kraven på miniatyrisering, hög densitet och hög tillförlitlighet hos elektroniska produkter.Ur ett tekniskt perspektiv uppnår SPI-system omfattande kontroll över lödpastans utskriftskvalitet genom 3D-mätning med hög precision och intelligent dataanalys, vilket flyttar kvalitetskontrollen till försvetsningsstadiet och avsevärt minskar kostnaderna och riskerna för defekter.
I takt med utvecklingen av Industri 4.0 och smart tillverkning utvecklas lodpastainspektion från en oberoende inspektionsprocess till en integrerad processtyrningsnod.Moderna SPI-system uppnår sömlös integration av inspektionsdata med kvalitetssystem på företagsnivå genom djup integration med MES (Manufacturing Execution Systems); genom att utnyttja artificiell intelligens och maskininlärningsteknik har SPI’s defektidentifieringsfunktioner och prediktiva underhållsfunktioner förbättrats avsevärt; virtuell driftsättning och processoptimering baserad på digital tvillingteknik förstärker ytterligare värdet av SPI-data.
I en global konkurrensmiljö där produktlivscyklerna blir allt kortare är det bara företag som behärskar de mest avancerade teknikerna för processtyrning och kvalitetsledning som konsekvent kan leverera produkter med hög tillförlitlighet, vinna kundernas förtroende och bli erkända på marknaden.Inspektion av lödpasta, som är en kritisk komponent i detta tekniska ramverk, kommer att fortsätta att spela en oumbärlig roll inom elektroniktillverkningssektorn.










Relaterade inlägg