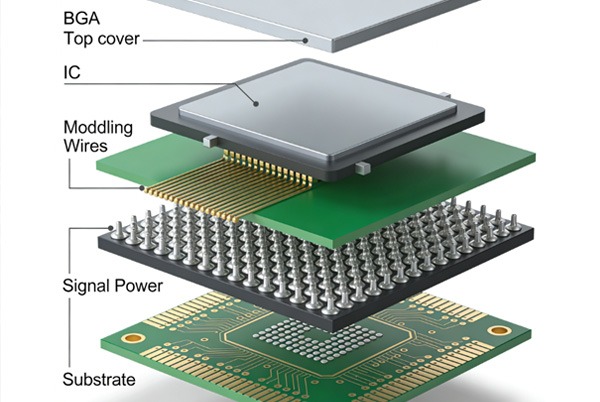
Seit seiner Einführung in den 1980er Jahren hat sich das Ball Grid Array (BGA)-Gehäuse aufgrund seiner hohen Stiftdichte, seiner ausgezeichneten elektrischen und thermischen Leistung und seiner Zuverlässigkeit schnell zur bevorzugten Gehäuseform für integrierte Schaltungen mit hoher Dichte entwickelt. Von den frühen Standard-BGAs mit einem Raster von 1,27 mm bis zu den heutigen Wafer-Level-Chip-Scale-Packages (WLCSP) mit einem Raster von 0,4 mm oder noch feinerem Raster treibt die BGA-Technologie weiterhin die Miniaturisierung und hohe Leistung elektronischer Geräte voran.
Inhaltsübersicht
Aktuelle Design-Herausforderungen
- Steigende Pin-Dichte: Moderne Prozessoren enthalten oft mehr als 1000 Pins, deren Abstände auf unter 0,5 mm komprimiert sind.
- Anforderungen an die Signalintegrität: Hochgeschwindigkeitsschnittstellen (PCIe, DDR) stellen strenge Anforderungen an die Impedanzkontrolle und die Unterdrückung von Nebensprechen.
- Komplexität des Wärmemanagements: Eine höhere Leistungsdichte verschärft das Risiko einer lokalen Überhitzung.
- Grenzen des Herstellungsprozesses: Herkömmliche PCB-Prozesse stehen vor Herausforderungen wie Microvias, Via-Füllung und Ausrichtungsgenauigkeit.
BGA-Pad-Layout: Von der theoretischen Berechnung zur technischen Umsetzung
2.1 Wissenschaftliche Berechnung der Padgröße
Das Verhältnis zwischen Pad-Durchmesser (d) und Lotkugeldurchmesser (dBall) ist kein festes Verhältnis, sondern sollte auf dem Lotvolumenmodell basieren:

Wo:
- (k): Benetzungskoeffizient (typischerweise 0,8-0,9)
- (Prozess): Fertigungstoleranzausgleich (typischerweise 0,05-0,1 mm)
TOPFAST Praktische Erfahrungen: Für ein BGA mit 0,5 mm Abstand empfehlen wir:
- Pad-Durchmesser von 0,25-0,28 mm für einen Lotkugeldurchmesser von 0,3 mm.
- Mit NSMD (Non-Solder Mask Defined) Design, mit Lötmaskenöffnung 0,05-0,1mm größer als das Pad.
- Hinzufügen von Siebdruckmarkierungen im Bereich der A1-Kennzeichnung zur leichteren Ausrichtung der Montage.
2.2 Pitch-Design und Fluchtkanalplanung
Die Fähigkeit zur Entflechtung bestimmt die Machbarkeit des BGA-Designs. Die Anzahl der Routingkanäle (NFlucht) kann geschätzt werden durch:
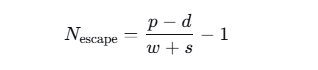
Wo:
- (p): Ballwurf
- (w): Spurbreite
- (s): Abstand der Leiterbahnen
Mehrschichtige Zuweisungsstrategie:
| BGA-Reihen | Minimale Signalschichten | Empfohlene Schichtzuordnung |
|---|---|---|
| ≤5 Reihen | 2 Schichten | Obere Schicht + Innere Schicht 1 |
| 6-8 Reihen | 3-4 Schichten | Oberste Schicht + 2-3 innere Schichten |
| ≥9 Reihen | 5+ Schichten | Erfordert HDI oder vergrabene Durchkontaktierungen |
Thermische Entlastungspads: Fein abgestimmte Balance im Wärmemanagement
3.1 Thermodynamische Grundlagen und Parameteroptimierung
Thermische Entlastungspads regulieren den Wärmefluss, indem sie die Querschnittsfläche der Kupferverbindung kontrollieren. Ihr thermisches Widerstandsmodell ist:
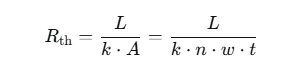
Wo:
- (n): Anzahl der Speichen (normalerweise 2-4)
- (w): Speichenbreite (0,15-0,25mm)
- (t): Dicke des Kupfers
- (L): Länge des thermischen Weges
Leitlinien für die Optimierung:
- Power Pins: 4 Speichen, Breite 0,2-0,25mm
- Masse Stifte2-4 variable Speichen, die je nach Wärmeabgabebedarf eingestellt werden
- Signalpins: Normalerweise direkter Anschluss, sofern keine besonderen thermischen Anforderungen bestehen
3.2 TOPFAST Fertigungsvalidierung
Wärmebildtests zeigen:
- Die Temperaturunterschiede an den Ecken können bis zu 15-20 °C betragen, was eine besondere Verstärkung des thermischen Designs erfordert.
- Die Lötausbeute sinkt um 8-12%, wenn die Speichenbreite <0,15 mm ist.
- Es wird empfohlen, eine thermische Entlastung um die Strom-/Masseanschlüsse herum anzubringen; für die Signalanschlüsse ist eine direkte Verbindung zu verwenden.
Fluchtweglenkung: Vom traditionellen Dog-Bone zum fortschrittlichen Via-in-Pad
4.1 Grenzen und Optimierung des Dog-Bone Fanout
Das traditionelle Dog-Bone-Layout ist für BGA-Abstände ≥0,8 mm geeignet. Seine Kernbeschränkung ist:
Dabei ist (c) der Mindestabstand (normalerweise 0,1 mm).
Optimierungstechniken:
- Verwenden Sie ovale Pads, um den Verbindungshals zu verlängern.
- Kontrolle über Durchmesser zwischen 0,2-0,25 mm.
- Verwenden Sie gestaffeltes Routing auf inneren Schichten, um die Kanalauslastung zu verbessern.
4.2 Via-in-Pad-Technologie
Wenn der Abstand ≤0,65 mm ist, wird das Via-in-Pad zu einer notwendigen Technologie. TOPFAST bietet zwei Arten von Lösungen an:
Typ VII Microvia (IPC-4761 Standard):
- Lasergebohrt, Durchmesser 0,1-0,15 mm
- Harzgefüllt + Kupferkappenplanarisierung
- Unterstützt die Blind-Via-Struktur und reduziert Interferenzen zwischen den Schichten
Überlegungen zur Gestaltung:
- Pad-Kompensation: Die von der Durchkontaktierung eingenommene Fläche sollte nicht größer als 20% des Pad-Durchmessers sein.
- Behandlung der Lötmaske: Verwenden Sie die Lötstoppmaske oder die Füllplanarisierung.
- Kostenabwägung: Microvias erhöhen die Kosten um 15-25%, verbessern aber die Routingdichte um das 2-3fache.
Multi-Layer-Stapelung und Signalintegritäts-Co-Design
5.1 Stackup Architektur Planung
Empirische Beziehung zwischen der Anzahl der BGA-Pins (NStifte) und die erforderliche Anzahl von Schichten (NSchichten):
8-Lagen-Karte Beispielkonfiguration:
| Ebene | Funktion | Dicke | Anmerkungen |
|---|---|---|---|
| L1 | Signal + Pads | 0,1 mm | Routen Sie die äußersten 2 Reihen |
| L2 | Bodenebene | 0,2 mm | Feste Ebene |
| L3/4 | Signalschichten | 0,15 mm | Route Zeilen 3-6 |
| L5/6 | Motorflugzeuge | 0,2 mm | Geteilte Ebenen |
| L7 | Signalschicht | 0,15 mm | Verbleibende Zeilen weiterleiten |
| L8 | Signal + Pads | 0,1 mm | Komponenten auf der Unterseite |
5.2 Impedanzkontrolle und Nebensprechunterdrückung
Wichtige Maßnahmen:
- Differentiale Paare: Eng gekoppeltes Routing, Längenanpassung ≤5 mils.
- Referenz-Ebenen: Vergewissern Sie sich, dass die Signallagen an feste Ebenen angrenzen.
- Über Back-Drilling: Bei Signalen >5GHz sind Stichleitungseffekte zu beseitigen.
- TOPFAST Spezialverfahren: Bietet eine lokale Anpassung der dielektrischen Dicke, um eine Impedanzgenauigkeit von ±7% zu erreichen.
Fertigungsprozesse und Zuverlässigkeitsüberprüfung
6.1 DFM Checkliste
- Pad-Größen-Toleranz: ±0,02mm (Laser-Direktabbildung)
- Ausrichtung der Lötmaske: ±0,05mm (mit dem Hersteller absprechen)
- Lötpaste drucken: Schablonenöffnung 0,05-0,1mm kleiner als das Pad
- Röntgeninspektion: Leerlaufrate <25% (IPC-A-610 Standard)
6.2 Testaufgaben zur Reliabilität
TOPFAST empfahl ein dreistufiges Prüfverfahren:
- Stufe 1 Verifizierung: Schliffbildanalyse (über Kupferdicke, Füllqualität)
- Stufe 2 Verifizierung: Thermischer Zyklustest (-55°C~125°C, 500 Zyklen)
- Stufe 3 Verifizierung: Prüfung des Verbindungswiderstands (Daisy-Chain-Überwachung)
Zukünftige Trends: Heterogene Integration und fortschrittliches Packaging
Mit der Entwicklung von Chiplet- und 3D-IC-Technologien entwickelt sich das BGA-Gehäuse weiter:
- Silizium-Interposer BGA: Unterstützt die Multi-Chip-Integration und verbessert die Verbindungsdichte um das 10-fache.
- Eingebettete Substrate BGA: Eingebettete Passive, die die Fläche um 30-40% verringern.
- Optoelektronische integrierte BGA: Unterstützt optische Kanäle, die elektrische Grenzen überschreiten.
Schlussfolgerung
Für ein erfolgreiches BGA-Design müssen vier Dimensionen durchlaufen werden:
- Elektrische Dimension: Ko-Optimierung der Signal-/Leistungsintegrität.
- Thermische Dimension: Gleichgewicht zwischen Wärmeleitpads und Gesamtwärmeableitung.
- Mechanische Dimension: CTE-Anpassung und Stressabbau.
- Dimension der Fertigung: Optimale Prozessfähigkeit und Kosten.
Auf der Grundlage der Erfahrungen aus Tausenden von BGA-Projekten fasst TOPFAST eine vierstufige Methodik zusammen: "Design - Simulation - Prototyp - Massenproduktion", die den Kunden hilft, beim ersten Designversuch eine Ausbeute von 90% oder mehr zu erreichen. Zur Erinnerung: Das Fine-Pitch-BGA ist kein technologisches Vorzeigeobjekt, sondern die exakte Schnittmenge aus Systemanforderungen, Designinnovation und Fertigungsmöglichkeiten.
5 häufige Fragen und Antworten zum BGA-Gehäuse-Leiterplattenentwurf
A: Grundprinzip:
Padgröße = Lötkugeldurchmesser × 0,85 ± Prozesskompensation
TOPFAST Empfohlene Werte:
0,5 mm Abstand: Pad-Durchmesser 0,3-0,35mm
0,8 mm Abstand: Pad-Durchmesser 0,4-0,45 mm
1,0 mm Abstand: Pad-Durchmesser 0,5-0,55mm
Wichtige Überlegungen:
NSMD-Design verwenden (Lötmaskenöffnung 0,05 mm größer als Pad)
Muss die Prozessgenauigkeit mit dem Hersteller bestätigen
Eindeutige Kennzeichnung der A1-Position ist unerlässlich
A: Obligatorische Verwendung:
Anschluss an große Strom-/Masse-Kupferflächen
Hochstrom-Stifte (>1A)
BGA-Eckpositionen
Optionale Verwendung:
Die Signalstifte sind in der Regel direkt miteinander verbunden.
Schwachstrom-Stifte
TOPFAST Empfohlene Parameter:
Anzahl der Speichen: 4
Speichenbreite: 0.15-0.25mm
Öffnungsdurchmesser: 0,3-0,5 mm
A: Formel zur Schätzung der Lagenzahl:
Lagen ≈ (Anzahl der zu entflechtenden Pins) ÷ (4 × entflechtbare Zeilen pro Lage) + 1 Lagenrand
TOPFAST-Routing-Strategie:
Äußere Schichten: Die äußersten 1-2 Reihen verlegen
Innere Schichten: Hundeknochen oder Via-in-Pad verwenden
Schlüssel: Frühzeitig über Standorte planen
Empfehlungen von Pitch:
≥0,8 mm: Hundeknochen-Fanout
0,65-0,8 mm: Teilweise Via-in-Pad
≤0,5 mm: Volles Via-In-Pad
A: Vier wichtige Punkte:
Impedanzkontrolle: Allmähliche Verjüngung von Pad zu Leiterbahn
Unterdrückung von Nebensprechen: High-Speed-Signalabstand ≥ 3× Leiterbahnbreite
Rückweg: Erdungsdurchgang für jedes Signaldurchgang vorsehen
Leistungsintegrität: Platzieren Sie Entkopplungskondensatoren innerhalb von 50 mils vom BGA
TOPFAST-Checkliste:
Längenanpassung des Differentialpaares ≤ 5 mils
Impedanzkontrolle innerhalb von ±7%
Kritisches Netzübersprechen < -40dB
A: Entwurfsphase:
Oberfläche des Pads: ENIG (Hochgeschwindigkeitssignale) oder ImAg (kostenempfindlich)
Schablone Design: Blendengröße 85-90% der Padfläche
Abstandsprüfung: Sicherstellen, dass die Mindestanforderungen an den Abstand der Unterlage erfüllt sind
Herstellungsphase:
Inspektion des Lötpastendrucks
Röntgeninspektion (Hohlraumrate < 25%)
Überprüfung des Reflow-Temperaturprofils
Elektrische Leistungsprüfung
TOPFAST Erfahrung:
Die Einbindung des Herstellers in frühe DFM-Prüfungen kann Probleme bei der Massenproduktion um mehr als 70% reduzieren. Die Bereitstellung von BGA-Spezifikationen an TOPFAST ermöglicht kundenspezifische Prozessempfehlungen.