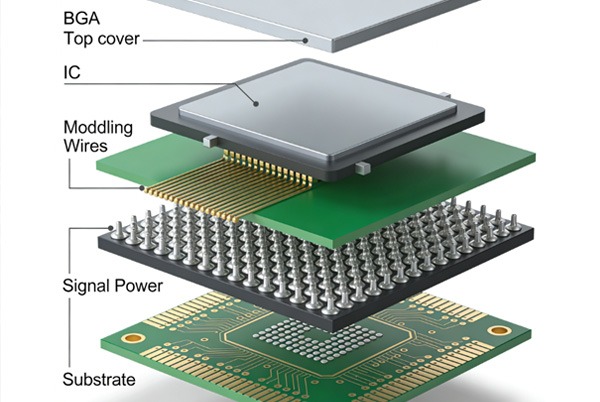
Sin dalla sua introduzione negli anni '80, il pacchetto BGA (Ball Grid Array) è diventato rapidamente la forma di imballaggio preferita per i circuiti integrati ad alta densità, grazie alla sua elevata densità di pin, alle eccellenti prestazioni elettriche e termiche e all'affidabilità. Passando dai primi BGA standard con passo di 1,27 mm agli odierni wafer-level chip scale package (WLCSP) con passo di 0,4 mm o ancora più sottile, la tecnologia BGA continua a guidare la miniaturizzazione e le alte prestazioni dei dispositivi elettronici.
Indice per materie
Sfide di progettazione attuali
- Impennata della densità dei pin: I processori moderni integrano spesso più di 1000 pin, con passi compressi al di sotto di 0,5 mm.
- Esigenze di integrità del segnale: Le interfacce ad alta velocità (PCIe, DDR) impongono requisiti rigorosi per il controllo dell'impedenza e la soppressione della diafonia.
- Complessità della gestione termica: L'aumento della densità di potenza aggrava i rischi di surriscaldamento locale.
- Limiti del processo di produzione: I processi tradizionali dei circuiti stampati devono affrontare problemi quali i microvias, il riempimento dei passaggi e l'accuratezza dell'allineamento.
Layout di piazzole BGA: Dal calcolo teorico all'implementazione tecnica
2.1 Calcolo scientifico delle dimensioni del pad
La relazione tra il diametro della piazzola (d) e il diametro della sfera di saldatura (dpalla) non è un rapporto fisso, ma deve basarsi sul modello del volume di saldatura:

Dove:
- (k): Coefficiente di bagnatura (tipicamente 0,8-0,9)
- (processo): Compensazione della tolleranza di produzione (in genere 0,05-0,1 mm)
Esperienza pratica TOPFAST: Per un BGA con passo di 0,5 mm, si consiglia:
- Diametro del pad di 0,25-0,28 mm per un diametro della sfera di saldatura di 0,3 mm.
- Utilizzando il design NSMD (Non-Solder Mask Defined), con apertura della maschera di saldatura di 0,05-0,1 mm più grande della piazzola.
- Aggiunta di marcature serigrafiche nell'area di identificazione A1 per facilitare l'allineamento dell'assemblaggio.
2.2 Progettazione della piazzola e pianificazione del canale di fuga
La capacità di routing di fuga determina la fattibilità del progetto BGA. Il numero di canali di routing (Nfuga) può essere stimato da:
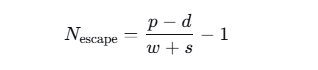
Dove:
- (p): Passo della palla
- (w): Larghezza della traccia
- (s): Spaziatura tra le tracce
Strategia di allocazione multistrato:
| File BGA | Strati di segnale minimi | Allocazione dei livelli consigliata |
|---|---|---|
| ≤5 righe | 2 strati | Strato superiore + strato interno 1 |
| 6-8 file | 3-4 strati | Strato superiore + 2-3 strati interni |
| ≥9 righe | 5+ strati | Richiede HDI o vias interrati |
Cuscinetti di protezione termica: Equilibrio fine nella gestione termica
3.1 Principi termodinamici e ottimizzazione dei parametri
I rilievi termici regolano il flusso di calore controllando l'area della sezione trasversale della connessione in rame. Il loro modello di resistenza termica è:
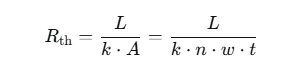
Dove:
- (n): Numero di raggi (in genere 2-4)
- (w): Larghezza dei raggi (0,15-0,25 mm)
- (t): Spessore del rame
- (L): Lunghezza del percorso termico
Linee guida per l'ottimizzazione:
- Pin di alimentazione: 4 raggi, larghezza 0,2-0,25 mm
- Pin di terra2-4 raggi variabili, regolati in base alle esigenze di dissipazione del calore.
- Pin di segnale: In genere si collega direttamente, a meno che non esistano particolari requisiti termici.
3.2 Convalida della produzione TOPFAST
I test di termografia rivelano:
- Le differenze di temperatura in corrispondenza delle piazzole d'angolo possono raggiungere i 15-20°C, richiedendo un rafforzamento speciale nella progettazione termica.
- La resa di saldatura diminuisce di 8-12% quando la larghezza dei raggi è <0,15 mm.
- Si consiglia di aggiungere uno scarico termico intorno alle piazzole di alimentazione/terra; utilizzare un collegamento diretto per le piazzole di segnale.
Itinerario di fuga: Dal tradizionale Dog-Bone all'avanzato Via-in-Pad
4.1 Limiti e ottimizzazione del Fanout dell'osso di cane
Il layout tradizionale a osso di cane è adatto a passi BGA ≥0,8 mm. Il suo vincolo di base è:
Dove (c) è il gioco minimo (in genere 0,1 mm).
Tecniche di ottimizzazione:
- Utilizzare i pad ovali per estendere il collo di collegamento.
- Diametro della via di controllo compreso tra 0,2-0,25 mm.
- Utilizzare l'instradamento sfalsato sui livelli interni per migliorare l'utilizzo dei canali.
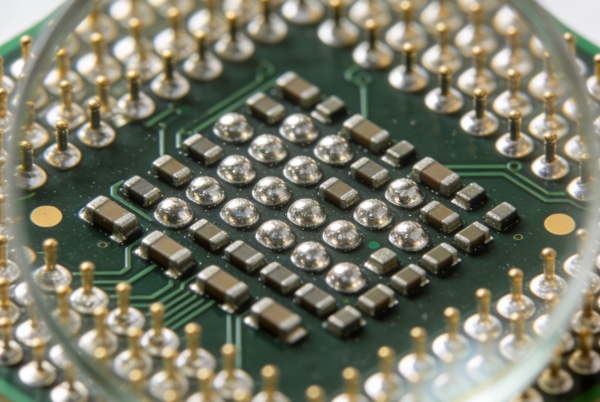
4.2 Tecnologia Via-in-Pad
Quando il passo è ≤0,65 mm, il via-in-pad diventa una tecnologia necessaria. TOPFAST offre due tipi di soluzioni:
Microvia di tipo VII (standard IPC-4761):
- Forato al laser, diametro 0,1-0,15 mm
- Riempimento con resina + planarizzazione della calotta in rame
- Supporta la struttura blind via, riducendo le interferenze inter-strato
Considerazioni sulla progettazione:
- Compensazione del pad: L'area occupata dal passaggio deve essere compresa entro 20% del diametro del pad.
- Trattamento della maschera di saldatura: Utilizzare il tamponamento della maschera di saldatura o la planarizzazione del riempimento.
- Trade-off dei costi: Le microvie aumentano il costo di 15-25% ma migliorano la densità di instradamento di 2-3 volte.
Accatastamento multistrato e co-progettazione dell'integrità del segnale
5.1 Impilamento Architettura Pianificazione
Relazione empirica tra il numero di pin BGA (Npin) e il numero di strati richiesto (Nstrati):
Configurazione di esempio della scheda a 8 strati:
| livello | Funzione | Spessore | Note |
|---|---|---|---|
| L1 | Segnale + Pad | 0,1 mm | Eseguire l'itinerario delle 2 file più esterne |
| L2 | Piano di terra | 0,2 mm | Piano solido |
| L3/4 | Strati di segnale | 0,15 mm | Percorso file 3-6 |
| L5/6 | Aerei di potenza | 0,2 mm | Piani divisi |
| L7 | Strato di segnale | 0,15 mm | Percorso delle righe rimanenti |
| L8 | Segnale + Pad | 0,1 mm | Componenti del lato inferiore |
5.2 Controllo dell'impedenza e soppressione della diafonia
Misure chiave:
- Coppie differenziali: instradamento strettamente accoppiato, corrispondenza di lunghezza ≤5 mils.
- Piani di riferimento: Assicurarsi che i livelli di segnale siano adiacenti ai piani solidi.
- Tramite foratura posteriore: Per i segnali >5GHz, eliminare gli effetti di stub.
- Processo speciale TOPFAST: Offre una regolazione localizzata dello spessore del dielettrico per soddisfare la precisione dell'impedenza di ±7%.
Processi di produzione e convalida dell'affidabilità
6.1 DFM Lista di controllo
- Tolleranza sulle dimensioni del tampone: ±0,02 mm (immagine diretta laser)
- Allineamento della maschera di saldatura: ±0,05 mm (confermare con il produttore)
- Stampa della pasta saldante: Apertura dello stencil 0,05-0,1 mm più piccola del tampone
- Ispezione a raggi X: Tasso di vuoto <25% (standard IPC-A-610)
6.2 Voci del test di affidabilità
TOPFAST ha raccomandato un processo di verifica in tre fasi:
- Fase 1 Verifica: Analisi della microsezione (tramite spessore del rame, qualità del riempimento)
- Fase 2 Verifica: Test di ciclismo termico (-55°C~125°C, 500 cicli)
- Fase 3 Verifica: Test di resistenza dell'interconnessione (monitoraggio della daisy chain)
Tendenze future: Integrazione eterogenea e imballaggio avanzato
Con lo sviluppo delle tecnologie Chiplet e 3D-IC, il packaging BGA si sta evolvendo:
- Interpositore al silicio BGA: Supporta l'integrazione multi-chip, migliorando la densità di interconnessione di 10 volte.
- Substrato incorporato BGA: Passivi incorporati, riducendo l'area di 30-40%.
- BGA integrato optoelettronico: Supporta canali ottici, superando i limiti elettrici.
conclusioni
Una progettazione BGA di successo richiede l'attraversamento di quattro dimensioni:
- Dimensione elettrica: Co-ottimizzazione dell'integrità segnale/potenza.
- Dimensione termica: Equilibrio tra i rilievi termici e la dissipazione complessiva del calore.
- Dimensione meccanica: Abbinamento CTE e riduzione dello stress.
- Dimensione produttiva: Capacità e costi ottimali del processo.
Basandosi sull'esperienza di migliaia di progetti BGA, TOPFAST riassume una metodologia in quattro fasi: "Progettazione - Simulazione - Prototipo - Produzione di massa", che aiuta i clienti a ottenere rendimenti di 90% o superiori al primo tentativo di progettazione. Ricordate: Il BGA a passo finissimo non è un capolavoro tecnologico, ma l'esatta intersezione di requisiti di sistema, innovazione progettuale e capacità produttiva.
5 domande comuni sulla progettazione di PCB con pacchetto BGA
A: Principio fondamentale:
Dimensione piazzola = diametro sfera a saldare × 0,85 ± Compensazione di processo
Valori consigliati da TOPFAST:
Passo di 0,5 mm: Diametro del cuscinetto 0,3-0,35 mm
Passo da 0,8 mm: Diametro del cuscinetto 0,4-0,45 mm
Passo da 1,0 mm: Diametro del tampone 0,5-0,55 mm
Considerazioni chiave:
Utilizzare la progettazione NSMD (apertura della maschera di saldatura 0,05 mm più grande della piazzola)
Deve confermare l'accuratezza del processo con il produttore
È essenziale una marcatura chiara per la posizione A1
A: Uso obbligatorio:
Collegamento a grandi piani di rame di alimentazione/terra
Pin ad alta corrente (>1A)
Posizioni angolari BGA
Uso opzionale:
I pin di segnale utilizzano in genere un collegamento diretto
Pin di alimentazione a bassa corrente
Parametri consigliati da TOPFAST:
Numero di raggi: 4
Larghezza delle razze: 0,15-0,25 mm
Diametro di apertura: 0,3-0,5 mm
A: Formula di stima del conteggio degli strati:
Strati ≈ (Numero di pin che richiedono l'instradamento) ÷ (4 × file instradabili per strato) + 1 margine di strato
Strategia di instradamento TOPFAST:
Strati esterni: Eseguire il percorso delle 1-2 file più esterne
Strati interni: Utilizzare dog-bone o via-in-pad
Chiave: Pianificare in anticipo le sedi
Raccomandazioni di Pitch:
≥0,8 mm: Fanout a forma di osso di cane
0,65-0,8 mm: Via-in-pad parziale
≤0,5 mm: Via-in-pad completo
A: Quattro punti chiave:
Controllo dell'impedenza: Conicità graduale da pad a traccia
Soppressione della diafonia: Spaziatura del segnale ad alta velocità ≥ 3× larghezza della traccia
Percorso di ritorno: Prevedere una via di terra per ogni via di segnale
Integrità dell'alimentazione: Collocare i condensatori di disaccoppiamento entro 50 mil dal BGA.
Lista di controllo TOPFAST:
Corrispondenza della lunghezza della coppia differenziale ≤ 5 mils
Controllo dell'impedenza entro ±7%
Diafonia di rete critica < -40dB
A: Fase di progettazione:
Finitura della superficie del pad: ENIG (segnali ad alta velocità) o ImAg (sensibile ai costi)
Design dello stencil: Dimensione dell'apertura 85-90% dell'area del tampone
Controllo della distanza: Assicurarsi che siano soddisfatti i requisiti minimi di distanza tra le piastre
Fase di produzione:
Ispezione della stampa della pasta saldante
Ispezione a raggi X (tasso di vuoto < 25%)
Verifica del profilo di temperatura di riflusso
Test delle prestazioni elettriche
Esperienza TOPFAST:
Il coinvolgimento del produttore nelle prime revisioni del DFM può ridurre i problemi di produzione di massa di oltre 70%. La fornitura di specifiche BGA a TOPFAST consente di ottenere raccomandazioni di processo personalizzate.