
Precisão Soluções PCB para aplicações de alta demanda
Desde 2008, Topfast tem se empenhado em fornecer serviços de fabricação e montagem de PCBs de alta qualidade em todo o mundo. Oferecemos soluções de ponta a ponta que vão desde a fabricação de precisão até testes funcionais abrangentes, garantindo precisão e confiabilidade em cada etapa.
Especializados em prototipagem rápida e serviços de montagem chave-na-mão, tiramos partido da nossa experiência técnica e capacidade de execução comprovada para fornecer soluções eficientes, integradas e fiáveis para todas as suas necessidades de PCB.
- Serviços completos de PCBA chave na mão
- Fabrico de PCB de alta qualidade
- Montagem SMT fiável
- Fornecimento de componentes autênticos
- Rigoroso controlo de qualidade
Porquê escolher Topfast PCB
O seu sucesso a partir do nosso Colaboração estreita.
Soluções completas de fabrico
Desde a prototipagem rápida até à produção em massa, asseguramos a qualidade consistente do produto através de apoio especializado à manufacturabilidade e consultoria de engenharia.
Parceiro de confiança
As nossas instalações com certificação ISO, processos de teste rigorosos, preços competitivos e ciclos de entrega eficientes garantem coletivamente o sucesso do seu projeto, desde o conceito até ao mercado.
0
Encomendas diárias
0
Fábrica SQM
0
Parceiros globais
0
Patentes tecnológicas
Porquê Topfast?
Serviço PCB/PCBA
Serviços PCBA One-Stop
Fabrico de PCB até 64 camadas
Aquisição global de peças
Otimização do custo da lista técnica
Redução de custos e aumento da eficiência
Rápida execução

Serviço de cablagem
Montagem de cabos personalizados
Cablagem personalizada
10.000 SQM Fábrica com certificação ISO
Fabrico de alta capacidade
Mais de 10 sectores servidos
Personalização profissional
Capacidades Topfast
Largura da linha/espaço
1.8mil/1.8mil
Vias cegas e enterradas
Rígido, Flexível, Rígido-Flexível
Tamanho até 0201
Conformidade com RoHS
Espessura de 0,1 mm a 12 mm
IPC A 610H
Impedância controlada
BGA de dupla face
Inspeção por raios X
Sem chumbo, HASL, OSP, etc.
Diâmetro mínimo do furo até 0,1 mm
CNC / Metais
Montagem chave na mão
Fornecimento de componentes




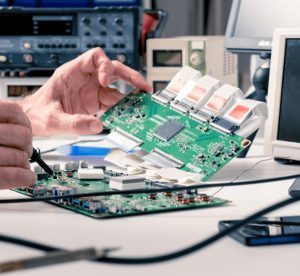
Montagem de PCB Fabricante
Tecnologia avançada para o fabrico de eletrónica de precisão

Armazém IQC
O controlo de qualidade de entrada garante que todos os componentes cumprem as nossas normas rigorosas antes da montagem.
Stencils SMD
Stencils de precisão para uma aplicação exacta de pasta de solda na tecnologia de montagem em superfície.

Linha SMT 1 & 2
Linhas de tecnologia de montagem em superfície de última geração para produção de grandes volumes com precisão.

Máquina de impressão de pasta de solda
Tecnologia de impressão avançada para aplicação precisa de pasta de solda em PCBs.

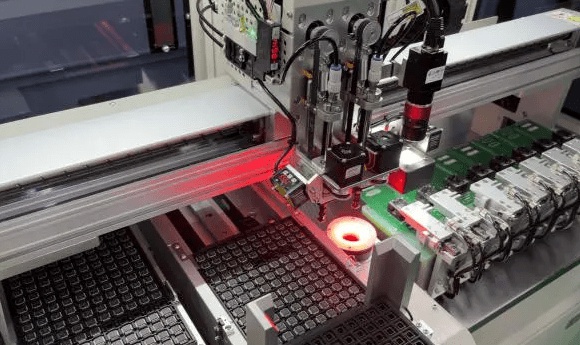
Máquina de recolha e colocação
Colocação automática de componentes a alta velocidade com a tecnologia de precisão da Yamaha.

Forno de refluxo
Perfil de temperatura de precisão para um refluxo de solda perfeito na montagem em superfície.

Máquina de solda por onda
Tecnologia avançada de soldadura por onda para montagem de componentes através de orifícios.

Inspeção AOI
Inspeção ótica automatizada para deteção de defeitos de montagem e garantia de qualidade.

Inspeção do controlo de qualidade
Rigorosos processos de controlo de qualidade para garantir que cada PCB cumpre os mais elevados padrões.

Inspeção por raios X
Ensaios não destrutivos para a deteção de defeitos ocultos em BGA e montagens complexas.

Limpeza com gelo seco de PCBA
Tecnologia ecológica de limpeza com gelo seco para remover contaminantes de placas montadas.
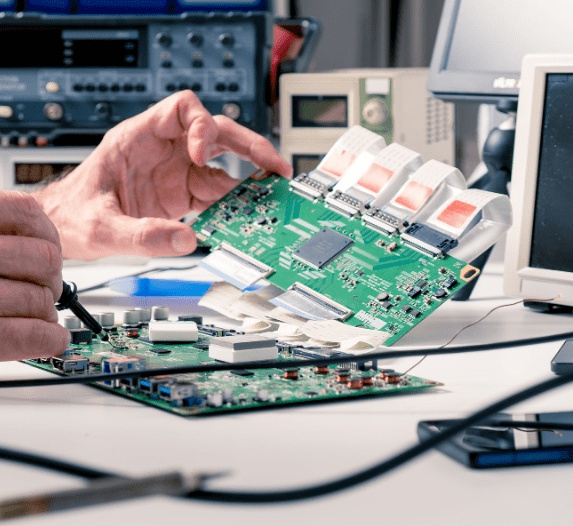
Teste funcional de PCBA
Testes funcionais abrangentes para garantir que as placas montadas funcionam como projectadas.
Programação e teste de IC
Programação e validação de circuitos integrados para montagens totalmente funcionais.

Máquina de revestimento conformal
Aplicação automatizada de revestimentos de proteção para maior durabilidade e fiabilidade.

Embalagem PCBA
Soluções de embalagem seguras e profissionais para proteger os conjuntos acabados durante o transporte.
Processo de encomenda de PCB
Serviços de teste de PCBEfectuamos uma inspeção completa a 100% em cada placa de circuitos. Através de métodos avançados, incluindo testes com sondas voadoras, inspeção ótica automática AOI, inspeção por raios X, testes em circuito ICT e racks de teste, detectamos de forma abrangente circuitos abertos, curtos-circuitos e problemas de desempenho elétrico em PCB. Com os mais rigorosos processos de controlo de qualidade, garantimos que cada produto oferece uma qualidade fiável e um desempenho estável.
Serviços de teste de PCBA Utilizamos as máquinas de recolha e colocação de alta velocidade YAMAHA e um sistema inteligente de armazenamento de materiais para obter uma montagem SMT de alta precisão. Ao longo da produção, equipamentos avançados, incluindo SPI, AOI, X-RAY e dispositivos de teste funcional, garantem a qualidade de forma abrangente
SPI: Inspecciona automaticamente a espessura, a área e a colocação da pasta de solda para melhorar a qualidade e a eficiência da soldadura.
AOI: Identifica com precisão o estado da soldadura dos componentes, os desvios de posição e as peças em falta.
RAIO X: Realiza a inspeção por raios X de estruturas internas, concentrando-se em componentes complexos como BGAs.
Dispositivos de teste: Carregar firmware e comandos para validar exaustivamente a fiabilidade funcional do PCBA.
Executamos rigorosamente todas as etapas do processo, empenhados em fornecer produtos de qualidade superior e serviços fiáveis aos nossos clientes.
As nossas certificações
Todos os nossos produtos PCB são classificados como IPC e têm certificações UL, ROHS e ISO9001, garantindo os mais elevados padrões de qualidade.

Sistema de gestão da qualidade
GB/T19001
Sistema de Qualidade Automóvel
IATF16949
Sistema de gestão da qualidade
ISO9001
Sistema de gestão ambiental
ISO14001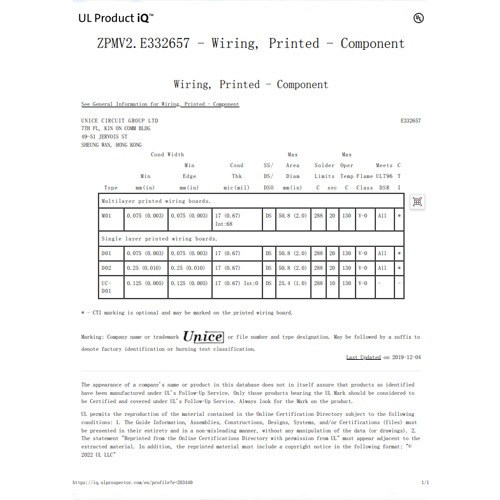
Certificação de segurança
ULCliente Comentários
O que os nossos clientes têm a dizer sobre os nossos serviços e a nossa qualidade
A comunicação foi perfeita durante todo o processo. A equipa da Topfast foi muito recetiva e atenta às minhas necessidades específicas. Eles ouviram pacientemente as necessidades do meu projeto, oferecendo sugestões e recomendações valiosas para otimizar o design e a funcionalidade dos meus PCBs.

Intel
Gestor de I&D
Quando recebi as minhas placas de circuitos, fiquei espantado com a qualidade das mesmas. As placas foram claramente feitas com precisão e atenção aos detalhes, e tudo estava exatamente como eu tinha especificado na minha encomenda. As etiquetas serigrafadas eram nítidas e claras, todos os componentes encaixavam perfeitamente e o resultado excedeu as nossas expectativas.

Samsung
Engenheiro de eletrónica
Recentemente, tive o prazer de trabalhar com a Topfast, um fabricante líder de protótipos de PCB, e devo dizer que a minha experiência foi simplesmente fantástica. Do início ao fim, o serviço e a qualidade do produto excederam as minhas expectativas e tenho o prazer de partilhar o meu feedback positivo.

Panasonic
Designer de produtos

O seu fabricante de PCB e fornecedor de cablagens de confiança
Obter um orçamento
Fabrico de PCB de alta qualidade, montagem e serviços de cablagem
Serviço rápido e fiável
