I moderne elektronikproduktion er kvaliteten af printkortsamlinger (PCBA) direkte afgørende for slutproduktets ydeevne og pålidelighed. Testarmaturer til informations- og kommunikationsteknologi (ICT)som det kritiske udførelsesmiddel for Test i kredsløb (ICT), er ikke blot automatiserede inspektionsværktøjer, men det centrale teknologiske udstyr, der muliggør højpræcisions- og højeffektiv samlingsverifikation. De verificerer systematisk komponenternes korrekte placering, polaritet, integritet og loddefugenes kvalitet ved hjælp af præcise elektriske test og opnår derved forebyggelse af fejl og kvalitetskontrol i masseproduktion.
TOPFASTEn professionel PCB-producent vil give en dybdegående analyse af arbejdsprincipperne, de tekniske fordele og implementeringsstrategierne for ICT-testarmaturer. Denne ressource tilbyder både dybde og praktisk værdi for elektroniske produktionsingeniører, kvalitetskontrolspecialister og produktionsledere.
Indholdsfortegnelse
ICT-testudstyr: Definition, struktur og teknisk betydning
1.1 Hvad er et ICT-testfikstur?
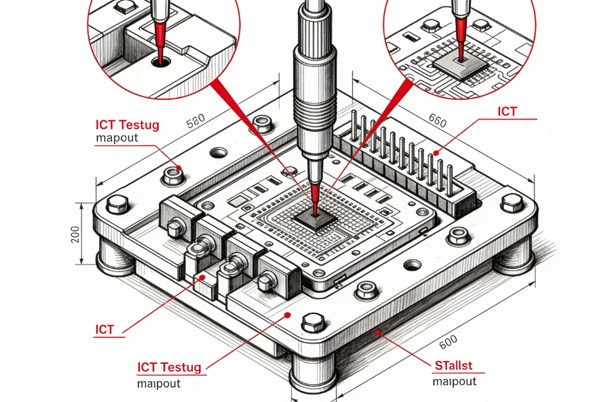
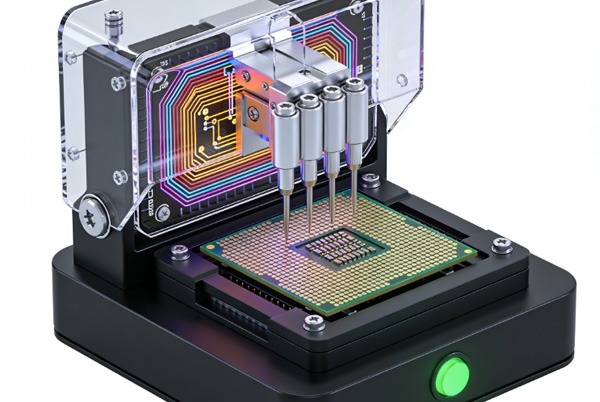
Et ICT-testfikstur, ofte kaldet et "bed-of-nails-fikstur", er en mekatronisk grænsefladeenhed med høj præcision, der bruges til sikkert at fastgøre og elektrisk forbinde et printkort til et ATE-system (Automated Test Equipment) under testning. Dens kernestruktur omfatter:
- Spring Probe Array: Tilpasset layout baseret på forudindstillede testpunkter på printkortet, hvilket muliggør synkron flerpunktskontakt.
- Fixturets bundplade og justeringsmekanisme: Sikrer præcis justering mellem PCB og proberne.
- Betjeningssystem: Såsom pneumatiske, vakuum- eller mekaniske låsemekanismer, der giver en pålidelig klemkraft.
1.2 Teknisk betydning: Tidlig opfangning af defekter og økonomisk indvirkning
Kerneværdien af ICT-testning ligger i dens Kapacitet til at opfange defekter på et tidligt stadie. Forskning viser, at udførelse af ICT-test umiddelbart efter SMT-samling kan identificere op til 98% produktionsfejl, hvilket reducerer omarbejdningsomkostningerne i senere faser med 30-50%. For sektorer med høj pålidelighed som bilelektronik, medicinsk udstyr og rumfart er ICT en afgørende komponent i en "nulfejls"-produktionsstrategi.
Indsigt i branchen: Efterhånden som PCB-samlingstætheden øges, og komponenterne miniaturiseres (f.eks. 01005-pakker), har manuel visuel inspektion og AOI begrænsninger i verifikationen af den elektriske ydeevne. ICT giver gennem direkte elektrisk signalmåling en uerstattelig verifikationsdybde.
Hvordan ICT-test opnår fire centrale verifikationsfunktioner
2.1 Verifikation af korrekt placering af komponenter
ICT afgør, om en komponent er placeret korrekt og inden for specifikationerne ved at måle dens elektriske parametre (modstand, kapacitans, induktans osv.). For eksempel:
- Modstandsverifikation: Testsystemet sætter en kendt strøm på tværs af komponenten, måler spændingsfaldet og beregner den faktiske modstand.
- Verifikation af kapacitans: Måler den kapacitive impedanskarakteristik ved hjælp af et AC-signal.
Når målingerne falder uden for de forudindstillede toleranceområder, markerer systemet automatisk "forkert placering" eller "parameterafvigelse", hvilket er særligt nyttigt til at identificere problemer med forkert placering af batchen på grund af fejl i føderen.
2.2 Kontrol af polaritet: Nøglen til at sikre mod fejl
Forkert orientering af polaritetsfølsomme komponenter (som dioder, elektrolytkondensatorer og IC'er) kan forårsage kortslutning af kredsløb, komponentskade eller endda brandfare. ICT udfører retningsbestemt elektrisk test til vurdering:
- Diode-test: Verificerer fremadrettet spændingsfald (~0,6-0,7V) under fremadrettet bias og høj impedans under omvendt bias.
- Test af polariseret kondensator: Bedømmer installationsretningen ved at kombinere kapacitansmåling med lækstrømregistrering.
2.3 Påvisning af manglende komponenter: Kontinuitetstest og parallelle detektionsteknikker
ICT bruger open/short-tests til hurtigt at bestemme komponenternes tilstedeværelse. For passive komponenter opdages manglende dele ved at måle unormalt høj impedans (åben) mellem knudepunkter. For områder med flere komponenter som integrerede kredsløb, Grænsescanning teknologi muliggør parallel detektion i stor skala, hvilket forbedrer testeffektiviteten betydeligt.
2.4 Vurdering af loddefugenes kvalitet: Fra elektrisk forbindelse til forudsigelse af pålidelighed
Fejl i loddefugen (kolde loddefuger, utilstrækkelig lodning, brodannelse osv.) er en væsentlig årsag til periodiske fejl. ICT vurderer loddefugenes elektriske kontinuitet gennem måling af lav modstand (ofte ved hjælp af en 4-tråds Kelvin-detektionsmetode):
- God loddeforbindelse: Udviser typisk modstand under 0,1Ω.
- Mistænkelig loddeforbindelse: Modstand mellem 0,1-1Ω, hvilket kan indikere mikrorevner eller utilstrækkelig lodning.
- Defekt loddeforbindelse: Overdreven høj modstand eller et helt åbent kredsløb.
Det er vigtigt at bemærke, at selv om ICT effektivt identificerer elektriske forbindelsesfejl, kan den ikke vurdere den mekaniske styrke eller visuelle fejl i loddesamlinger. Derfor kombineres det ofte med Automatiseret optisk inspektionapsuleringsprocesser og møder (AOI) or Automatiseret røntgeninspektion (AXI) for at danne en komplementær teststrategi.
Typer af ICT-testfiksturer og udvælgelsesguide
| Armaturtype | Gældende scenarier | Fordele | Begrænsninger |
|---|---|---|---|
| Vakuum-armatur | PCB'er med høj densitet, masseproduktion | Høj justeringspræcision, fremragende testkonsistens | Høje startomkostninger, kræver vedligeholdelse af vakuumsystemet |
| Pneumatisk armatur | Medium til høj volumen, hurtige testcyklusser | Stabil fastspænding, hurtig arbejdshastighed | Kræver lufttilførsel, kan være støjende |
| Manuelt armatur | Prototypeverifikation, lav volumen, R&D-fejlfinding | Lave omkostninger, høj fleksibilitet | Lav testeffektivitet, afhængig af operatør |
| Brugerdefineret armatur med søm | Komplekse kort, enheder med højt pin-antal | Høj testdækning, høj skalerbarhed | Lang gennemløbstid for design, høje tilpasningsomkostninger |
Anbefalinger til udvælgelse:
- Til masseproduktion som bilelektronik er en vakuumarmatur med prober med høj densitet anbefales for at sikre testens stabilitet.
- Til industrielle kontroltavler med flere varianter og lav volumen er en modulært pneumatisk armatur kan afbalancere investering og fleksibilitet.
Bedste praksis for implementering af ICT-test og design for testbarhed (DFT)
4.1 Principper for design for testbarhed (DFT)
- Sørg for testpunkter: Design testpuder med en diameter på ≥0,9 mm på alle kritiske netværksknudepunkter.
- Undgå forhindringer: Hold en afstand på 5 mm omkring testpunkterne fra høje komponenter.
- Isoler strøm og jord: Muliggør isoleret test af strømnetværk via teststifter for at forbedre fejlisoleringsnøjagtigheden.
- Inkorporer grænsescanning: Integrer JTAG-grænseflader til komplekse IC'er (f.eks. FPGA'er, processorer) for at forbedre styrbarheden og observerbarheden.
Procesintegration og dataanalyse
- Generering af testprogrammer: Generer automatisk testvektorer fra CAD-data for at reducere programmeringstiden.
- Sporbarhed af data: Forbind ICT-testresultater med produktionspartier og komponentbatcher for at sikre sporbarhed af kvaliteten.
- Trendanalyse: Brug statistisk proceskontrol (SPC) til at identificere procesafvigelser (f.eks. problemer med udskrivning af loddepasta, uregelmæssigheder i reflowprofilen).
Tekniske udfordringer og fremtidig udvikling
5.1 Nuværende udfordringer
- Grænser for miniaturisering: Det bliver stadig sværere at få fysisk kontakt med proben, når pakkestørrelserne bliver mindre end 0201.
- Højfrekvente testbegrænsninger: Elektrisk test af RF-kredsløb (>1GHz) kræver specialiserede impedanstilpasningsdesigns.
- Test af fleksible tavler: Højere krav til justering og kontaktstabilitet for fleksible trykte kredsløb (FPC).
5.2 Teknologiske tendenser
- Berøringsfri testteknologier: Kombinerer teknologier som Flying Probe-test med ICT for at tilpasse sig high-mix-produktion.
- Intelligente armaturer: Integrering af sensorer til realtidsovervågning af probetryk og kontaktmodstand, hvilket muliggør forudsigelig vedligeholdelse.
- Test af datafusion: Brug af AI til at sammenlægge ICT-data med AOI-, AXI- og funktionelle testresultater for at få en omfattende kvalitetsprofil.

Konklusion
ICT-testarmaturer er ikke blot inspektionsværktøjer, men bærere af en systemteknisk tilgang, der spænder over design, fremstilling og kvalitetsstyring. Gennem præcis elektrisk verifikation sikrer de nul placeringsfejl, nul omvendte polariteter og nul loddefejl, hvilket grundlæggende forbedrer PCBA'ens pålidelighed. Midt i udviklingen af smarte fabrikker og Industri 4.0 integreres IKT dybt med IoT og big data-analyse og udvikler sig fra "fejldetektering" til "procesoptimering og -forudsigelse".
For virksomheder, der stræber efter fremragende produktion, er investering i avancerede ICT-testløsninger ikke kun en kvalitetssikringsforanstaltning, men en kernestrategi for at forbedre markedets konkurrenceevne og reducere de samlede livscyklusomkostninger.
Udfordringer og modforanstaltninger for ICT-testfiksturer
Kernekonflikt: Høj startinvestering kontra langsigtet afkast.
Løsning: Gennemfør en Analyse af de samlede ejeromkostninger (TCO)Kvantificer de undgåede omkostninger til omarbejde, skrot og skader på omdømmet i de sene faser ved at opfange fejl tidligt. Start med et pilotprojekt på et lille parti kritiske produkter for at demonstrere ROI med data.
A: Kernekonflikt: PCB-designs med høj densitet og miniaturisering i forhold til behovet for fysisk sondekontakt.
Løsning: Integrer Design for testbarhed (DFT) tidligt i PCB-layoutfasen, hvilket kræver placering af testpunkter. Udnyt mikroprober, grænsescanning (JTAG)eller suppler med Test af flyvende sonde.
A: Kernekonflikt: Kompleks, tidskrævende programmering kontra behovet for hurtig tilpasning til designændringer.
Løsning: Udnyt software til at automatisk generere teste programrammer fra designfiler, etablere et bibliotek med standardkomponenttests og implementere streng versionskontrol for programmer.
A: Kernekonflikt: Prober er forbrugsstoffer i forhold til kravet om stabile, pålidelige testresultater.
Løsning: Gennemfør en Plan for forebyggende vedligeholdelseDaglig rengøring, regelmæssig service, periodisk kalibrering og opretholdelse af et lager af kritiske reservedele.
A: Kernekonflikt: ICT udmærker sig ved elektrisk testning i modsætning til dens manglende evne til at opdage funktionelle, visuelle og skjulte defekter.
Løsning: Byg en Kombinatorisk teststrategi, der integrerer ICT med SPI, AOI, AXI og FCT for at danne en komplementær "testpyramide" for omfattende dækning.