Eine umfassende Analyse der Verformung und Verwindung von Leiterplatten
Inhaltsübersicht
1. Was ist PCB-Verformung?
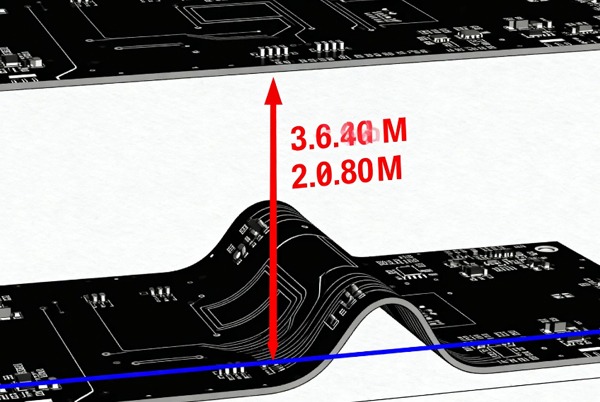
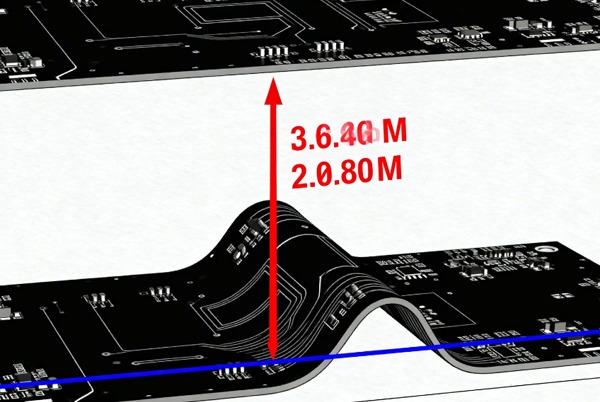
PCB-Verformung bezeichnet die Formänderung von Leiterplatten während der Herstellung oder Verwendung, die zum Verlust der ursprünglichen Ebenheit führt. Wenn eine Leiterplatte flach auf einen Tisch gelegt wird, wird der Verformungsgrad berechnet, indem der Abstand zwischen dem höchsten Punkt und dem Tisch gemessen und durch die Diagonale der Leiterplatte geteilt wird.
Formel zur Berechnung der Verformung: Verzug = (Verzugshöhe einer einzelnen Ecke / (Diagonale Länge der Leiterplatte × 2)) × 100 %
Normen für die Verformung von Leiterplatten
| Anwendungsszenario | Zulässige Verformung | Anmerkungen |
|---|---|---|
| Allgemeine Unterhaltungselektronik | ≤0,75 % | Grundlegende IPC-Standardanforderung |
| Hochpräzise SMT | ≤0,50 % | Mobiltelefone, Kommunikationsgeräte usw. |
| Anforderungen an ultrahohe Präzision | ≤0,30 % | Militär, Medizin und andere Spezialgebiete |
| Nur Plug-in-Prozess | ≤1,50 % | Keine oberflächenmontierten Bauteile |
2. Schwerwiegende Auswirkungen von PCB-Verformungen
2.1 Herstellungsprozess
- MontageproblemeAuf automatisierten SMT-Linien verursachen unebene Leiterplatten Positionierungsungenauigkeiten, wodurch ein ordnungsgemäßes Einsetzen oder Montieren der Bauteile verhindert wird.
- Geräteschaden: Starke Verformungen können automatische Einlegemaschinen beschädigen und zu Ausfallzeiten der Produktionslinie führen.
- SchweißfehlerVerziehen führt zu einer ungleichmäßigen Wärmeverteilung an Lötstellen, was zu Problemen wie virtuellem Löten und Tombstoning führt.
2.2 Produktzuverlässigkeit
- Probleme bei der Montage: Verformte Platinen nach dem Löten erschweren das saubere Abschneiden der Bauteilanschlüsse und verhindern so den ordnungsgemäßen Einbau in Gehäuse oder Sockel.
- Langfristige Risiken: Spannungskonzentrationspunkte sind in Umgebungen mit hohen und niedrigen Temperaturwechseln anfällig für Schaltkreisbrüche.
- LeistungsminderungFälle, in denen Automobilradarsysteme nach sommerlicher Sonneneinstrahlung aufgrund übermäßiger Verformung häufig ausfielen.
3. Hauptursachen für Verformungen von Leiterplatten
3.1 Wesentliche Faktoren
- CTE-Fehlanpassung: Signifikanter Unterschied im Wärmeausdehnungskoeffizienten zwischen Kupferfolie (17×10⁻⁶/℃) und FR-4-Substrat (50-70×10⁻⁶/℃)
- Substratqualität: Ein niedriger Tg-Wert, eine hohe Feuchtigkeitsaufnahme oder eine unvollständige Aushärtung verringern die Dimensionsstabilität.
- Materielle Asymmetrie: Inkonsistente Marken von Kern- und PP-Platten oder Dickendifferenzen bei Mehrschichtplatten
3.2 Designfragen
- Ungleichmäßige KupferverteilungGroße Kupferflächen auf der einen Seite gegenüber spärlichen Schaltkreisen auf der anderen Seite, was beim Erhitzen zu einer Verformung in Richtung der kupferarmen Seite führt.
- Asymmetrische Struktur: Spezielle dielektrische Schichten oder Impedanzanforderungen, die zu unausgeglichenen Laminierungsstrukturen führen
- Übermäßige Hohlräume: Zu viele Hohlräume in großen Leiterplatten, die nach dem Reflow-Löten zum Verbiegen neigen.
- Übermäßige V-Schnitttiefe: Beeinträchtigt die strukturelle Integrität, wobei das Risiko steigt, wenn die Restdicke ≤ 1/3 der Plattendicke beträgt.
3.3 Produktionsprozesse
Prozessbedingte Verzugsanalyse:
- Lamination Prozess: Unsachgemäße Temperatur- und Druckregelung, ungleichmäßige Aushärtung des Harzes
- Thermische Verarbeitung: Heißluftnivellierung (250–265 °C), Ausbacken der Lötmaske (150 °C), Reflow-Löten (230–260 °C)
- Kühlprozess: Übermäßige Abkühlgeschwindigkeit, unzureichende Spannungsentlastung
- Mechanische Beanspruchung: Stapel-, Handhabungs- und Backprozesse
3.4 Lagerung und Umgebung
- Auswirkungen der LuftfeuchtigkeitFeuchtigkeitsaufnahme und Ausdehnung von kupferkaschierten Laminaten, besonders relevant für einseitige Platten mit größeren Absorptionsflächen
- LagerungsmethodenVertikale Lagerung oder starke Kompression, die zu mechanischer Verformung führt
- Temperatur- und Feuchtigkeitsschwankungen: Überschreitung der Standardbereiche von 15–25 °C/40–60 % rF
4. Maßnahmen zur Verbesserung und Vermeidung von Verformungen bei Leiterplatten
4.1 Optimierung der Materialauswahl
Strategietabelle zur Substratauswahl:
| Anwendungsszenario | Empfohlenes Material | Charakteristische Vorteile | Verformungsverbesserungseffekt |
|---|---|---|---|
| Allgemeine Unterhaltungselektronik | FR-4 mit hoher Glasübergangstemperatur (Tg ≥ 170 °C) | Gute Hitzebeständigkeit | 30 % bessere Verzugsbeständigkeit als herkömmliche Materialien |
| Kfz-Elektronik | Spezielles FR-4 (Tg > 180 °C) | Hohe Temperaturstabilität | Geeignet für Hochtemperaturumgebungen im Motorraum |
| Hochfrequenz-Anwendungen | Kohlenstofffaserverstärkte Verbundwerkstoffe | CTE reduzierbar auf 8 ppm/℃ | 50 % weniger thermische Verformung |
| Umgebungen mit hoher Luftfeuchtigkeit | PTFE-Verbundwerkstoffe | Wasseraufnahme ≤0,1 % | Ausgezeichnete Feuchtigkeitsbeständigkeit |
4.2 Strategien zur Designoptimierung
Kupfer-Balance-Design
- Symmetrisches Layout: Kontrollieren Sie den Unterschied in der Kupferfläche zwischen den Seiten A und B innerhalb von 15 %.
- Gitterbasiertes Kupfergießen: Ändern Sie durchgehendes Kupfer in ein Gittermuster (Leitungsbreite/Abstand ≥ 0,5 mm), wodurch die thermische Belastung um 30 % reduziert wird.
- Behandlung von Hohlräumen: Ausgewogene Kupferblöcke hinzufügen oder Randkupfer gießen
Grundlagen der Tragwerksplanung
- Zwischenschicht-Balance: Sicherstellen einer symmetrischen PP-Folienverteilung in Mehrschichtplatten mit einer gleichmäßigen Dicke zwischen 1-2 und 5-6 Schichten.
- Auswahl der DickeEmpfohlene Dicke ≥1,6 mm für SMT-Platinen, bei Platinen unter 0,8 mm steigt das Verzugsrisiko um das Dreifache.
- Panel-DesignVerwenden Sie X-förmige Plattenstrukturen zur Verteilung der Belastung mit einer geeigneten V-Cut-Restdickensteuerung.
4.3 Produktionsprozesssteuerung
Optimierung des Laminierungsprozesses
Beispiel für einen Schrittdruckprozess:
- Penetrationsphase: 5–10 kg/cm² für vollständigen Harzfluss
- Diffusionsstufe: 20–25 kg/cm² für optimale Schichtverbindung
- Aushärtungsphase: 30–35 kg/cm² für vollständige Aushärtung
Temperaturregelungsprofil:
- Heizrate: Langsames Erhitzen mit 1 °C/min
- Einweichphase: Schrittweises Einweichen bei 130 °C/150 °C für jeweils 10 Minuten
- Wirkung: 40 % Verbesserung der Gleichmäßigkeit des Harzflusses
Wichtige Prozesskontrollpunkte
- Vorschneiden Backen: 150 °C, 8 ± 2 Stunden, um Feuchtigkeit zu entfernen und Spannungen abzubauen
- Prepreg-BehandlungUnterscheiden Sie zwischen Kett- und Schussrichtung (Schrumpfungsrate der Kettrichtung 0,2 % geringer als die der Schussrichtung).
- KühlungssteuerungVerwenden Sie eine stufenweise Kühlung und machen Sie alle 10 °C eine Pause von 5 Minuten.
- Nachbearbeitung mit HeißluftNatürliche Kühlung auf Marmorplatten, Vermeidung schneller Abkühlung
4.4 Lager- und Transportmanagement
- Umweltkontrolle: 15–25 °C, 40–60 % relative Luftfeuchtigkeit, kurzfristige Schwankungen ≤ 10 % relative Luftfeuchtigkeit/4 Stunden
- Stapelmethoden: Horizontale Stapelung ≤30 Blatt (≤20 für Präzisionsplatten), vertikale Lagerung vermeiden
- Verpackungsschutz: Vakuum-Aluminiumfolienbeutel + Silikagel-Trockenmittel (≥5 g/m²), Polstermaterial zur Isolierung
5. Reparaturmethoden für PCB-Verformungen
5.1 Reparatur während des Prozesses
- WalzenausgleichSofortige Behandlung von verzogenen Brettern, die während des Prozesses mit Walzenrichtmaschinen entdeckt wurden.
- Heißpressen-NivellierungVerwenden Sie bogenförmige Formen zum Backen und Nivellieren in der Nähe der Tg-Temperatur des Substrats.
5.2 Reparatur der fertigen Platine
| Reparaturmethode | Anwendbare Szenarien | Wirksamkeit | Risiken |
|---|---|---|---|
| Kaltpressen | Leichte Verformung | Durchschnitt | Anfällig für Rückfälle |
| Heißpressen-Nivellierung | Mäßige Verformung | Gut | Mögliche Verfärbung |
| Bogenform-Heißpresse | Verschiedene Verzugsbedingungen | Am besten | Temperatur-/Zeitsteuerung erforderlich |
Schritte beim Heißpressen von Bogenformteilen:
- Legen Sie die gewölbte Leiterplatte mit der gekrümmten Oberfläche zur Formfläche hin.
- Die Befestigungsschrauben so einstellen, dass sich die Leiterplatte in die entgegengesetzte Richtung verformt.
- In den Ofen stellen und nahe der Tg-Temperatur des Substrats erhitzen.
- Lassen Sie das Produkt ausreichend lange einwirken, damit sich die Spannung vollständig abbaut.
- Nach dem Abkühlen und Stabilisieren aus der Form nehmen
6. Erkennung und Qualitätskontrolle
Vergleich von Methoden zur Erkennung von Verformungen bei Leiterplatten
| Nachweismethode | Präzision | Geschwindigkeit | Kosten | Anwendbare Szenarien |
|---|---|---|---|---|
| Visuelle Inspektion | Niedrig | Schnell | Niedrig | Vorauswahl |
| Lineal/Fühlerlehre | Mittel | Mittel | Niedrig | Routineinspektion |
| Laserscanning | Hoch | Schnell | Hoch | Massenproduktion |
| AOI-System | Hoch | Mittel | Hoch | Hochpräzise Erkennung |
Praktische Techniken zur Qualitätskontrolle
- EingangsprüfungVerwenden Sie ein Lineal und eine Fühlerlehre, um die Spalten an den vier Ecken und in der Mitte der Längskanten zu messen. Bei Überschreitung von 0,3 mm ist eine Warnung auszugeben.
- VorlötenDas Vorwärmen ist insbesondere bei dicken Kupferplatten erforderlich, um Spannungen abzubauen.
- Regelmäßige Überwachung: Bei einer Lagerung von mehr als 6 Monaten die Oxidation der Kupferfolie überprüfen (bei einem Farbunterschied ΔE > 5 entsorgen).
Zusammenfassung
Die Verformung von Leiterplatten ist ein entscheidender Faktor, der die Qualität elektronischer Produkte beeinflusst. Durch mehrdimensionale Maßnahmen wie Materialauswahl, Designoptimierung, Prozesskontrolle und Lagerverwaltung kann die Verformung effektiv innerhalb der erforderlichen Grenzen kontrolliert werden. Bei bereits bestehenden Verformungsproblemen können durch geeignete Reparaturmethoden auch Verluste wieder ausgeglichen werden. Die Kontrolle der Verformung von Leiterplatten ist nicht nur eine technische Frage, sondern spiegelt auch das Kosten- und Qualitätsmanagement umfassend wider und erfordert die Zusammenarbeit von Design-, Produktions- und Qualitätsabteilungen.










Verwandte Beiträge