Inspection de la pâte à braser
Table des matières
Qu'est-ce que l'inspection de la pâte à braser ?
L'inspection de la pâte à braser (SPI) est une technologie d'inspection automatisée basée sur des principes optiques, spécialement conçue pour évaluer la qualité et la précision de l'impression de la pâte à braser dans les processus SMT. Sur les lignes de production d'assemblage SMT, la pâte à braser est imprimée avec précision sur les plaques de circuits imprimés à l'aide d'un pochoir en acier. La précision de ce processus est essentielle, car même des écarts mineurs peuvent entraîner des défauts ultérieurs.
Le rôle de l'inspection de la pâte à braser
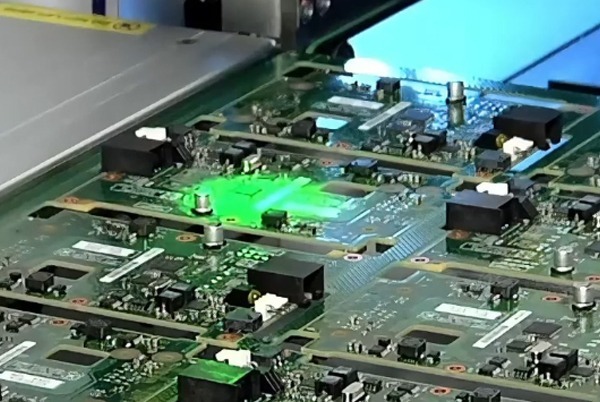
Les systèmes SPI modernes intègrent généralement des caméras à haute résolution, des éclairages multi-angles et des algorithmes de traitement d'image avancés. Lorsque l PCB En entrant dans la zone d'inspection, le système capture des images haute résolution de la pâte à braser sous plusieurs angles, puis utilise la technologie de reconstruction 3D pour mesurer avec précision des paramètres clés tels que le volume, la hauteur, la surface et le décalage de position de chaque point de pâte à braser. Contrairement à l'inspection bidimensionnelle traditionnelle, les systèmes SPI avancés fournissent de véritables données de mesure tridimensionnelles avec une précision de détection de l'ordre du micron, dépassant de loin les capacités de l'inspection manuelle.
L'inspection de la pâte à braser joue plusieurs rôles essentiels dans le processus de production SMT. Tout d'abord, elle sert de "miroir de la qualité du placement", reflétant de manière exhaustive l'uniformité, l'adéquation et la précision du positionnement de l'impression de la pâte à braser. Deuxièmement, en tant que "gardien des défauts de soudure", l'IPS peut identifier les problèmes potentiels de soudure à un stade précoce, tels qu'une pâte à braser insuffisante, excessive ou mal alignée, empêchant ainsi les défauts d'entrer dans les processus ultérieurs. En outre, les systèmes SPI agissent comme un "accélérateur d'efficacité", réduisant considérablement les reprises et les rebuts causés par une pâte à braser de mauvaise qualité grâce à un contrôle de la qualité en temps réel et à un retour d'information immédiat, améliorant ainsi l'efficacité globale de la production.
Les systèmes SPI modernes ne sont plus de simples outils d'inspection ; ils sont dotés de puissantes capacités d'analyse et de traitement des données, ce qui leur permet de générer automatiquement des rapports d'inspection détaillés et d'enregistrer les données relatives à la qualité de la pâte à braser pour chaque carte de circuit imprimé. Ces données historiques sont d'une grande valeur pour l'optimisation des processus, la traçabilité de la qualité et l'amélioration continue, faisant des systèmes SPI des "experts guidés par les données" qui aident les fabricants à atteindre un contrôle des processus plus raffiné.
L'importance de l'inspection de la pâte à braser
Dans l'ensemble technologie de montage en surface (SMT), l'inspection de la pâte à braser n'est pas une simple étape, mais un point de contrôle critique qui garantit la qualité du produit final. La pâte à braser sert d'interface électrique et mécanique entre les composants électroniques et les circuits imprimés, et sa qualité a une incidence directe sur la fiabilité de millions de joints de soudure. Même un défaut mineur dans la pâte à braser peut entraîner un dysfonctionnement de l'ensemble du dispositif électronique et, dans des domaines critiques tels que l'électronique automobile et les dispositifs médicaux, de tels dysfonctionnements peuvent avoir de graves conséquences.
1. Épaisseur de la pâte à braser
L'épaisseur de la pâte à braser est l'un des principaux paramètres de l'inspection SPI, car elle affecte directement la stabilité du joint de soudure. Une pâte à braser trop fine peut entraîner une résistance insuffisante du joint, ce qui se traduit par des joints de soudure froids ou une soudure incomplète. À l'inverse, une pâte à braser trop épaisse peut provoquer des courts-circuits en pontage, en particulier pour les composants à pas fin tels que les BGA ou les QFN. Les systèmes SPI mesurent précisément la hauteur et le volume de chaque point de pâte à braser pour s'assurer qu'ils se situent dans la plage optimale requise par le processus, évitant ainsi ces défauts de soudure courants.
2. Du point de vue du contrôle de la qualité
L'inspection de la pâte à braser incarne la philosophie moderne de gestion de la qualité, à savoir "la prévention plutôt que la correction". Contrairement à l'inspection traditionnelle après soudage, le système SPI identifie les problèmes avant le soudage, ce qui réduit considérablement les coûts de reprise et le gaspillage de matériaux. Après l'inspection du système SPI, les lignes de production SMT enregistrent généralement une augmentation de 15 à 25% du rendement au premier passage et une réduction de plus de 30% des coûts de qualité, avec une période d'amortissement de l'investissement ne dépassant souvent pas un an.
3. Pour l'optimisation des processus
La grande quantité de données fournies par les systèmes SPI est inestimable. En analysant les indices de capacité du processus (CPK), les modèles de distribution des défauts et les tendances temporelles de l'impression de la pâte à braser, les ingénieurs de processus peuvent ajuster avec précision la conception du pochoir, les paramètres de la raclette et les réglages d'impression afin d'optimiser en permanence les processus de production. Par exemple, si les données SPI montrent un sous-volume systématique de pâte à braser à certains endroits, il peut être nécessaire de vérifier si les ouvertures du pochoir sont bloquées ou si la pression de la raclette est uniforme.
Dans les secteurs de la fabrication électronique à haute fiabilité, tels que l'aérospatiale, l'électronique automobile et les appareils médicaux, l'inspection de la pâte à braser est devenue une étape indispensable du processus. Les produits de ces secteurs doivent souvent résister à des conditions environnementales extrêmes, et tout défaut de soudure peut avoir des conséquences catastrophiques. En appliquant des normes strictes d'inspection de la pâte à braser, les fabricants peuvent améliorer considérablement la fiabilité de leurs produits, réduire les taux de défaillance sur le terrain et protéger la réputation de leur marque.
Normes d'inspection de la pâte à braser
Pour garantir la cohérence et la fiabilité de l'inspection de la pâte à braser, l'industrie a établi un ensemble complet de normes d'inspection couvrant de multiples dimensions, de l'analyse des composants aux tests de performance mécanique. Ces normes guident non seulement le paramétrage de l'équipement SPI, mais fournissent également une base objective pour l'évaluation des processus d'impression de la pâte à braser.
1. Essai de corrosion par les résidus de flux
Des normes telles que JS.Z-3197 et IPC-TM-650 prévoient la réalisation d'essais de vieillissement accéléré pour évaluer le risque potentiel de corrosion des résidus de flux sur les surfaces métalliques. Les tests consistent généralement à exposer des échantillons à des environnements à haute température et à forte humidité, puis à procéder à une analyse microscopique et chimique pour détecter les signes de corrosion. Ce test est particulièrement important pour les pâtes à braser non nettoyées, car les substances actives résiduelles peuvent progressivement provoquer de la corrosion au cours de la durée de vie du produit.
2. Essai de résistance d'isolement
Le test simule les conditions de travail réelles et mesure la valeur de résistance entre les conducteurs adjacents afin de garantir la conformité aux normes de sécurité. Ceci est particulièrement important pour les circuits imprimés à haute densité, car même des courants de fuite mineurs peuvent entraîner des dysfonctionnements du circuit. Les conditions de test comprennent généralement une double contrainte à une température de 85°C et une humidité relative de 85% afin d'évaluer les performances dans les conditions les plus sévères.
3. Essais d'électromigration et de courant de fuite
En cas de contamination ionique et d'humidité, les ions métalliques peuvent migrer sous l'influence d'un champ électrique, entraînant une dégradation de l'isolation, voire des courts-circuits. Le test applique une tension de polarisation et surveille les variations de courant pour évaluer la résistance de la pâte à braser à la migration des électrons. Une pâte à braser conforme aux normes devrait conserver des caractéristiques électriques stables tout au long de la durée de vie prévue du produit.
4. Essai de fiabilité des joints de soudure
Un équipement de mesure de force de précision est utilisé pour appliquer une force progressivement croissante au joint de soudure jusqu'à ce qu'une fracture se produise, enregistrant ainsi la capacité de charge de la force maximale. Ce test permet non seulement d'évaluer les performances de la pâte à braser elle-même, mais aussi de vérifier la fiabilité de l'ensemble du processus de brasage. Pour des applications telles que l'électronique automobile, soumise à des vibrations, la résistance mécanique du joint de soudure est un indicateur de fiabilité essentiel.
5. Analyse des rayons X et des coupes transversales
L'imagerie par rayons X permet de détecter de manière non destructive les défauts internes tels que les bulles, les vides et les remplissages insuffisants ; l'analyse des sections fournit des informations plus détaillées sur la structure de l'interface et la formation de composés intermétalliques par le biais d'une observation microscopique. Ces techniques constituent le seul moyen efficace d'évaluation de la qualité, en particulier pour les joints de soudure cachés tels que les BGA et les CSP.
6. Tests de résistance à l'environnement
Il s'agit notamment de tests de vibrations, de chocs, de cycles thermiques et de chutes, qui permettent d'évaluer de manière exhaustive la stabilité des performances des joints de soudure dans diverses conditions de stress. Par exemple, les tests de cyclage thermique simulent les fluctuations de température causées par les différences de température entre le jour et la nuit ou les cycles d'alimentation des appareils, vérifiant ainsi la résistance à la fatigue des joints de soudure. Ces tests de vieillissement accéléré permettent de prédire la fiabilité à long terme des joints de soudure dans des environnements d'utilisation réels.
Processus d'inspection de la pâte à braser
La mise en œuvre de l'inspection de la pâte à braser suit un processus rigoureux et systématique afin de garantir la précision et la cohérence des résultats de l'inspection. De la préparation de l'équipement à l'analyse des données, chaque étape comporte des exigences techniques et des normes opérationnelles spécifiques.
1. Préparation du système avant l'inspection
La base pour assurer le fonctionnement efficace de l'IPS. Cela comprend l'étalonnage régulier de l'équipement, à l'aide de blocs standard pour vérifier la précision des mesures ; la sélection de sources d'éclairage appropriées, car les différents alliages de pâte à braser et les traitements de surface des circuits imprimés nécessitent des schémas d'éclairage différents ; et l'optimisation du programme d'inspection, en définissant des seuils de paramètres et des zones d'inspection appropriés en fonction des caractéristiques spécifiques du produit. Les systèmes SPI modernes offrent généralement des fonctions d'étalonnage automatique, mais les opérateurs doivent toujours vérifier régulièrement les performances du système.
2. Contrôle en temps réel pendant l'inspection
La valeur fondamentale de SPI. Dès que le circuit imprimé entre dans la zone d'inspection, le système effectue un balayage complet de la carte en quelques secondes, générant des données morphologiques tridimensionnelles pour chaque point de pâte à braser. Des algorithmes avancés comparent ces valeurs de mesure à des normes prédéfinies afin d'identifier les anomalies telles qu'un volume insuffisant, des déformations de forme ou des décalages de position. L'interface utilisateur affiche généralement les emplacements des défauts et les niveaux de gravité à l'aide d'un code couleur pour une évaluation rapide.
3. Enregistrement et analyse des données
La base intelligente du système SPI. Les données d'inspection complètes de chaque circuit imprimé sont automatiquement stockées, y compris les valeurs de mesure, les images de défauts et les distributions statistiques. Ces données historiques peuvent être utilisées pour générer une analyse de la capacité du processus, des diagrammes de tendance et une analyse de Pareto des défauts, ce qui permet d'identifier les problèmes systémiques et les fluctuations du processus. Certains systèmes avancés peuvent également utiliser la technologie de l'apprentissage automatique pour découvrir des modèles subtils dans de grands ensembles de données qui sont difficiles à détecter pour l'œil humain.
4. Contrôle par rétroaction en boucle fermée
Le système SPI passe d'un simple outil d'inspection à un moteur d'optimisation des processus. Lorsque des défauts systémiques sont détectés, le système SPI peut automatiquement envoyer des instructions d'ajustement à la machine d'impression, telles que la modification de la pression de la raclette ou de la vitesse d'impression. Ce mécanisme de retour d'information en temps réel réduit considérablement les retards et les erreurs causés par l'intervention humaine, ce qui permet un véritable contrôle intelligent du processus. Dans les environnements de production à forte mixité, le système peut également récupérer automatiquement les réglages des paramètres pour différents produits, réduisant ainsi le temps de changement.
5. Visualisation des résultats d'inspection
Un outil essentiel pour la communication sur la qualité. Les rapports générés par le système SPI comprennent généralement des cartes de localisation des défauts, des statistiques sur les paramètres clés et des indices de capacité du processus. Ces rapports peuvent être envoyés automatiquement aux parties prenantes concernées afin de déclencher les actions correctives nécessaires. Pour les audits des clients ou les exigences de certification, le système peut également générer des enregistrements d'inspection dans des formats standard afin de répondre aux exigences de traçabilité.
6. Cycle d'amélioration continue
Maximiser la valeur de l'IPS. En examinant régulièrement les données d'inspection, les équipes chargées des processus peuvent identifier les tendances à long terme, évaluer l'efficacité des mesures d'amélioration et planifier les orientations futures de l'optimisation. Cette approche de l'amélioration basée sur les données est plus systématique et plus efficace que les méthodes traditionnelles d'essai et d'erreur, ce qui permet des améliorations stables de la qualité et une réduction des taux de défaut.
Problèmes courants dans l'inspection de la pâte à braser
Dans les processus de production réels, l'inspection de la pâte à braser peut se heurter à divers défis techniques et problèmes opérationnels. La compréhension de ces problèmes courants et de leurs solutions peut aider à maximiser les avantages des systèmes SPI et à garantir la fiabilité des résultats de l'inspection.
Question 1 : Le système SPI détecte une épaisseur inégale de la pâte à braser, mais la qualité d'impression est bonne. Quelle peut en être la cause ?
Solution : Cette situation est généralement due à des erreurs de mesure. Tout d'abord, vérifiez l'état de l'étalonnage de l'équipement SPI pour vous assurer que la précision de la mesure de l'axe Z est conforme aux exigences. Ensuite, vérifiez que le support de la carte de circuit imprimé est plat ; les cartes déformées peuvent entraîner de fausses variations de hauteur. En outre, vérifiez que la composition de l'alliage de la pâte à braser correspond aux paramètres du programme, car les propriétés réfléchissantes des différents métaux varient. Enfin, confirmez que les paramètres d'éclairage sont appropriés, car un éclairage trop fort ou trop faible peut avoir un impact sur la précision de la reconstruction 3D.
Question 2 : Comment réduire le taux de faux positifs lors d'une inspection SPI ?
Solution : Les faux positifs réduisent l'efficacité de la détection et peuvent être améliorés par une combinaison de mesures. Optimisez les seuils de détection pour éviter des normes trop strictes ; utilisez la fonctionnalité de classification des régions pour définir des critères d'acceptation différents pour des tampons de taille variable ; activez des algorithmes de filtrage intelligents pour ignorer les caractéristiques imprimées non pertinentes telles que les marques de caractère ; créez une bibliothèque d'échantillons de défauts typiques pour entraîner le système à mieux distinguer les défauts authentiques et les variations acceptables du processus. Il est également important de mettre régulièrement à jour le programme de détection pour l'adapter aux améliorations du processus.
Question 3 : Que faire lorsque des surfaces de circuits imprimés très réfléchissantes rendent la détection SPI difficile ?
Solution : Pour les circuits imprimés hautement réfléchissants, tels que les surfaces dorées, des mesures spéciales peuvent être prises. Ajustez l'angle de la source lumineuse et utilisez un éclairage à faible angle pour réduire la réflexion directe ; activez le filtrage de polarisation pour supprimer l'interférence de la réflexion du miroir ; utilisez des techniques d'exposition multiple dans le programme pour combiner des images dans différentes conditions d'éclairage ; envisagez d'utiliser des revêtements auxiliaires (tels qu'un spray mat temporaire) pour améliorer les propriétés optiques de la surface. Certains systèmes SPI haut de gamme sont également équipés de sources lumineuses à longueur d'onde spéciale, spécialement conçues pour relever les défis posés par les surfaces hautement réfléchissantes.
Question 4 : Comment traiter les divergences entre les résultats des inspections SPI et AOI ?
Solution : Lorsque le SPI passe mais que l'AOI détecte des défauts de soudure, analysez systématiquement les causes de l'écart. Vérifiez les délais, car la pâte à braser peut s'affaisser ou s'oxyder après la détection ; évaluez la pression de montage des composants, car une pression excessive peut entraîner l'extrusion de la pâte à braser ; vérifiez si la courbe de refusion est appropriée, car une mauvaise répartition de la température peut entraîner des problèmes de brasage ; vérifiez si les deux normes de détection sont alignées, car il peut y avoir des lacunes dans la coordination des normes. La création d'une base de données d'analyse de corrélation SPI-AOI peut aider à identifier la cause première.
Question 5 : Comment les données SPI peuvent-elles être utilisées pour optimiser les processus d'impression de la pâte à braser ?
Solution : Les données SPI constituent une ressource précieuse pour l'optimisation des processus. Analyser la distribution spatiale des défauts pour identifier les modèles liés à la conception du pochoir ou aux paramètres de l'imprimante ; calculer l'indice de capacité du processus (CPK) pour quantifier la stabilité du processus actuel ; effectuer une analyse des causes profondes pour distinguer les effets du matériel, de l'équipement, de la méthode et des facteurs environnementaux ; mettre en œuvre le DOE (plan d'expériences) pour déterminer scientifiquement la combinaison optimale de paramètres ; établir des graphiques de contrôle statistique du processus (SPC) pour surveiller la tendance des changements de paramètres clés en temps réel. Grâce à ces méthodes, il est possible d'améliorer continuellement la qualité de l'impression en fonction des données.
Domaines d'application de l'inspection de la pâte à braser
La technologie d'inspection de la pâte à braser a pénétré tous les domaines de la fabrication électronique, de l'électronique grand public aux équipements à haute fiabilité. Les différentes industries ont développé des modèles d'application SPI uniques en fonction de leurs exigences de qualité et des caractéristiques de leurs produits.
Fabrication d'électronique grand public
Pour les produits tels que les smartphones, les tablettes et les appareils portables, les systèmes SPI répondent principalement aux défis de l'inspection des cartes d'interconnexion à haute densité (HDI). Ces produits utilisent généralement des composants de l'ordre de 01005, voire plus petits, avec des espacements de pastilles de 0,3 mm, ce qui exige une très grande précision dans l'impression de la pâte à braser. Les fabricants d'électronique grand public déploient généralement des équipements SPI à grande vitesse pour s'aligner sur leurs calendriers de production à haut volume, tout en exploitant les données SPI pour des changements de ligne rapides et l'optimisation des processus.
Secteur de l'électronique automobile
Les composants critiques tels que les unités de contrôle du moteur, les systèmes de sécurité et les modules ADAS doivent atteindre une qualité zéro défaut, car tout défaut de soudure peut poser de graves risques pour la sécurité. Les fabricants d'électronique automobile mettent généralement en œuvre une inspection SPI 100% et conservent des enregistrements de données à long terme pour répondre aux exigences de traçabilité. Les normes d'inspection sont également plus strictes, généralement de 30 à 50%, que celles de l'électronique grand public. En outre, des tests de fiabilité spéciaux, tels que l'analyse de la fatigue thermomécanique, sont requis.
Secteur de l'électronique médicale
Les dispositifs implantables, les instruments de diagnostic et les systèmes d'imagerie médicale exigent une fiabilité à long terme extrêmement élevée. Ces applications utilisent souvent des alliages de pâte à braser spécialisés, tels que les matériaux contenant de l'argent, ce qui exige que les programmes SPI soient ajustés en conséquence pour mesurer avec précision les caractéristiques de ces alliages. La fabrication médicale met également l'accent sur la validation des processus, les systèmes SPI devant fournir une documentation de validation complète pour démontrer la conformité aux exigences réglementaires médicales.
Secteur de l'électronique pour l'aérospatiale et la défense
Les satellites, l'avionique et les équipements militaires doivent résister à des fluctuations de température, à des vibrations et à des rayonnements extrêmes. L'inspection SPI pour ces applications ne se concentre pas seulement sur les paramètres conventionnels, mais nécessite également une évaluation spéciale de l'uniformité de la microstructure de la pâte à braser et de la teneur en impuretés. Les données d'inspection doivent être étroitement intégrées à la certification des matériaux et à la qualification des processus pour former une chaîne de preuves de qualité complète.
Électronique industrielle et systèmes énergétiques
Ces applications, qui comprennent les équipements de contrôle de l'énergie, l'automatisation industrielle et les systèmes d'énergie renouvelable, se caractérisent par des technologies mixtes et des circuits imprimés de grande taille. Les systèmes SPI doivent gérer une large gamme de joints de soudure, des petits composants CMS aux modules de grande puissance, et les procédures de détection doivent être très flexibles et adaptables. Étant donné que ces dispositifs ont généralement une longue durée de vie, les données de détection de la pâte à braser doivent être associées à des modèles de prévision de la fiabilité à long terme.
Infrastructure de communication
Les stations de base 5G, les équipements de réseau et le matériel des centres de données, dont la fabrication électronique a des exigences particulières en matière de performances à haute fréquence. La forme géométrique et l'état de surface de la pâte à braser influent sur la transmission des signaux à haute fréquence, de sorte que l'inspection SPI doit se concentrer sur ces paramètres spéciaux. Les applications à ondes millimétriques nécessitent même l'inspection de la rugosité microscopique de la surface de la pâte à braser, ce qui impose des exigences de résolution plus élevées aux systèmes SPI.
Avec les progrès de la technologie électronique, les domaines émergents tels que l'électronique flexible, l'emballage 3D et le système dans l'emballage (SiP) présentent également de nouvelles opportunités et de nouveaux défis pour l'inspection de la pâte à braser. Ces applications non traditionnelles exigent des systèmes SPI une plus grande adaptabilité et des algorithmes d'inspection innovants pour répondre aux besoins d'inspection des nouvelles structures, telles que les substrats non planaires et les interconnexions tridimensionnelles.

Résumé
La technologie d'inspection de la pâte à braser est devenue une mesure d'assurance qualité indispensable dans la fabrication électronique moderne, son importance étant de plus en plus soulignée par les exigences de miniaturisation, de haute densité et de haute fiabilité des produits électroniques. D'un point de vue technique, les systèmes SPI permettent un contrôle complet de la qualité de l'impression de la pâte à braser grâce à des mesures 3D de haute précision et à une analyse intelligente des données, en déplaçant le contrôle de la qualité au stade de la pré-soudure et en réduisant considérablement les coûts et les risques liés aux défauts.
Avec les progrès de l'industrie 4.0 et de la fabrication intelligente, l'inspection de la pâte à braser évolue d'un processus d'inspection indépendant à un nœud de contrôle de processus intégré. Les systèmes SPI modernes réalisent une intégration transparente des données d'inspection avec les systèmes de qualité au niveau de l'entreprise grâce à une intégration profonde avec les MES (systèmes d'exécution de la fabrication) ; en tirant parti de l'intelligence artificielle et des technologies d'apprentissage automatique, les capacités d'identification des défauts et les fonctions de maintenance prédictive du SPI ont été considérablement améliorées ; la mise en service virtuelle et l'optimisation des processus basées sur la technologie du jumeau numérique amplifient encore la valeur des données du SPI.
Dans un environnement concurrentiel mondial où les cycles de vie des produits sont de plus en plus courts, seules les entreprises qui maîtrisent les technologies les plus avancées en matière de contrôle des processus et de gestion de la qualité peuvent constamment fournir des produits de haute fiabilité, gagner la confiance des clients et être reconnues sur le marché. L'inspection de la pâte à braser, en tant que composante essentielle de ce cadre technologique, continuera à jouer un rôle indispensable dans le secteur de la fabrication électronique.










Articles connexes