Uma análise abrangente da deformação e empenamento de placas de circuito impresso
Índice
1. O que é deformação de PCB?
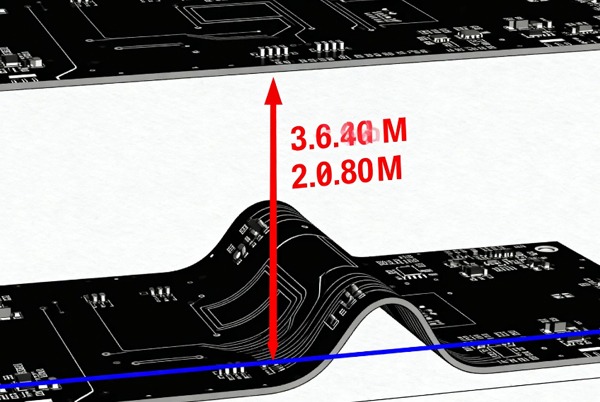
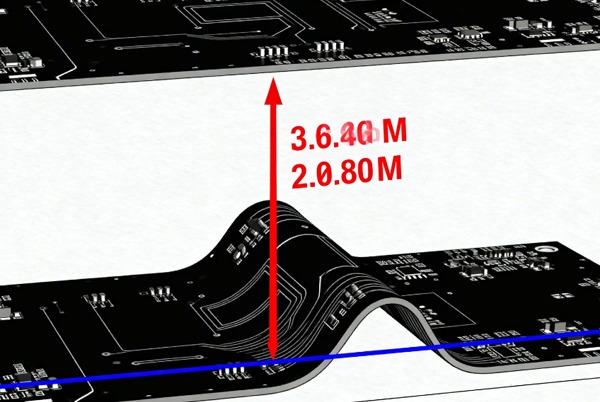
A deformação da PCB refere-se à alteração da forma das placas de circuito impresso durante a produção ou utilização, resultando na perda da planicidade original. Quando uma PCB é colocada na horizontal sobre uma secretária, a percentagem de deformação é calculada medindo a distância entre o ponto mais alto e a secretária, dividida pelo comprimento diagonal da placa.
Fórmula de cálculo da deformação: Deformação = (altura da deformação de um canto / (comprimento diagonal da placa de circuito impresso × 2)) × 100%
Normas relativas à deformação das placas de circuito impresso
| Cenário de aplicação | Deformação admissível | Observações |
|---|---|---|
| Eletrónica de consumo geral | ≤0,75% | Requisitos básicos da norma IPC |
| SMT de alta precisão | ≤0,50% | Telemóveis, equipamentos de comunicação, etc. |
| Requisitos de ultra-alta precisão | ≤0,30% | Militar, médico e outros campos especiais |
| Apenas processo de plug-in | ≤1.50% | Sem componentes de montagem superficial |
2. Impactos graves da deformação do PCB
2.1 Processo de Fabricação
- Dificuldades crescentes: Em linhas SMT automatizadas, placas de circuito impresso irregulares causam imprecisões de posicionamento, impedindo a inserção ou montagem adequada dos componentes.
- Danos ao equipamento: Deformações graves podem danificar máquinas de inserção automática, causando tempo de inatividade na linha de produção.
- Defeitos de soldagem: A deformação leva a uma distribuição irregular do calor nas juntas de solda, causando problemas como soldagem virtual e tombstoning.
2.2 Fiabilidade do produto
- Questões de montagem: Placas deformadas após a soldagem dificultam o corte preciso dos terminais dos componentes, impedindo a instalação adequada no chassi ou nos soquetes.
- Riscos a longo prazo: Os pontos de concentração de tensão são propensos a quebras no circuito em ambientes com ciclos de alta e baixa temperatura.
- Degradação do desempenho: Casos em que os sistemas de radar automotivo frequentemente falhavam após exposição ao sol no verão devido ao empenamento excessivo.
3. Principais causas da deformação do PCB
3.1 Fatores materiais
- Incompatibilidade CTE: Diferença significativa no coeficiente de expansão térmica entre a folha de cobre (17 × 10-⁶ / ℃) e o substrato FR-4 (50-70 × 10-⁶ / ℃)
- Qualidade do substrato: Um valor baixo de Tg, uma elevada absorção de humidade ou uma cura incompleta reduzem a estabilidade dimensional.
- Assimetria material: Marcas inconsistentes do núcleo e da placa PP ou incompatibilidades de espessura em placas multicamadas
3.2 Questões de design
- Distribuição irregular do cobre: Grandes áreas de cobre num lado versus circuitos esparsos no outro, causando deformação em direção ao lado com deficiência de cobre durante o aquecimento.
- Estrutura assimétrica: Camadas dielétricas especiais ou requisitos de impedância que levam a estruturas de laminação desequilibradas
- Áreas ocas excessivas: Muitas áreas ocas em placas grandes, propensas a entortar após a soldagem por refluxo.
- Profundidade excessiva do corte em V: Compromete a integridade estrutural, com o risco a aumentar quando a espessura residual é ≤1/3 da espessura da placa
3.3 Processos de produção
Análise de deformação induzida por processo:
- Processo de laminação: Controlo inadequado da temperatura e pressão, cura irregular da resina
- Processamento térmico: Nivelamento de ar quente (250-265 ℃), cozimento de máscara de solda (150 ℃), solda por refluxo (230-260 ℃)
- Processo de arrefecimento: Velocidade de arrefecimento excessiva, alívio de tensão insuficiente
- Tensão mecânica: Processos de empilhamento, manuseamento e cozedura
3.4 Armazenamento e ambiente
- Efeitos da humidade: Absorção de humidade e expansão do laminado revestido a cobre, particularmente significativo para painéis de um só lado com áreas de absorção maiores
- Métodos de armazenamento: Armazenamento vertical ou compressão excessiva causando deformação mecânica
- Flutuações de temperatura e humidade: Excede as gamas padrão de 15-25℃/40-60%RH
4. Melhoria e medidas de prevenção da deformação de PCB
4.1 Otimização da seleção de materiais
Tabela de estratégias de seleção de substratos:
| Cenário de aplicação | Material recomendado | Vantagens características | Efeito de melhoria da deformação |
|---|---|---|---|
| Eletrónica de consumo geral | FR-4 de alta Tg (Tg≥170℃) | Boa resistência ao calor | 30% mais resistente ao empenamento do que os materiais comuns |
| Eletrónica automóvel | FR-4 especial (Tg>180℃) | Estabilidade a altas temperaturas | Adequado para ambientes com altas temperaturas no compartimento do motor |
| Aplicações de alta frequência | Compósitos reforçados com fibra de carbono | CTE redutível a 8ppm/℃ | Redução de 50% na deformação térmica |
| Ambientes com elevada humidade | Compostos de PTFE | Absorção de água ≤0,1% | Excelente resistência à humidade |
4.2 Estratégias de otimização do projeto
Design de equilíbrio de cobre
- Layout simétrico: Controlar a diferença da área de cobre entre os lados A/B dentro de 15%
- Derramamento de cobre com base em grelha: Alterar o cobre contínuo para um padrão de grelha (largura/espaçamento das linhas ≥0,5 mm), reduzindo o stress térmico em 30%
- Tratamento de áreas ocas: Adicione blocos de cobre equilibrados ou processe o cobre derramado nas bordas
Fundamentos do projeto estrutural
- Equilíbrio entre camadas: Garantir a distribuição simétrica da folha de PP em placas multicamadas, com espessura consistente entre 1-2 e 5-6 camadas.
- Seleção da espessura: Espessura recomendada ≥1,6 mm para placas SMT, o risco de empenamento aumenta 3 vezes para placas com menos de 0,8 mm
- Design do painel: Utilize estruturas de painéis do tipo X para dispersar a tensão, com controlo adequado da espessura residual do corte em V.
4.3 Controlo do processo de produção
Otimização do processo de laminação
Exemplo de processo de pressão escalonada:
- Fase de penetração: 5-10kg/cm² para um fluxo de resina completo
- Fase de difusão20-25kg/cm² para uma ligação óptima entre camadas
- Fase de cura: 30-35kg/cm² para uma cura completa
Perfil de controlo de temperatura:
- Taxa de aquecimento: Aquecimento lento a 1℃/min
- Fase de imersão: Imersão gradual a 130 ℃ / 150 ℃ por 10 minutos cada
- Efeito: Melhoria de 40% na uniformidade do fluxo da resina
Pontos-chave de controlo do processo
- Pré-corte Cozedura: 150℃, 8±2 horas para remover a humidade e libertar o stress
- Tratamento com pré-impregnado: Distinguir as direções da urdidura e da trama (taxa de encolhimento da urdidura 0,2% inferior à da trama)
- Controlo de refrigeração: Utilizar o arrefecimento por etapas, fazendo uma pausa de 5 minutos por cada gota de 10℃
- Nivelamento com ar quente pós-cozimento: Arrefecimento natural em placas de mármore, evitando o arrefecimento rápido
4.4 Gestão de armazenamento e transporte
- Controlo ambiental: 15-25℃, 40-60%RH, flutuações de curto prazo ≤10%RH/4 horas
- Métodos de empilhamento: Empilhamento horizontal ≤30 folhas (≤20 para placas de precisão), evitar o armazenamento vertical
- Proteção da embalagem: Sacos de folha de alumínio a vácuo + dessecante de sílica gel (≥5g/㎡), isolamento de material de amortecimento
5. Métodos de reparação de deformação de PCB
5.1 Reparação durante o processo
- Nivelamento com rolos: Tratamento imediato de placas deformadas descobertas durante processos que utilizam máquinas de nivelamento com rolos
- Nivelamento por prensagem a quente: Use moldes em forma de arco para assar e nivelar perto da temperatura Tg do substrato.
5.2 Reparação da placa acabada
| Método de reparação | Cenários aplicáveis | Eficácia | Riscos |
|---|---|---|---|
| Nivelamento por prensagem a frio | Ligeira deformação | Média | Propenso a recaídas |
| Nivelamento por prensagem a quente | Deformação moderada | Bom | Possível descoloração |
| Prensa a quente para moldes de arco | Várias condições de deformação | Melhor | Controlo de temperatura/tempo necessário |
Etapas da prensagem a quente do molde do arco:
- Coloque a placa de circuito impresso deformada com a superfície curva voltada para a superfície do molde.
- Ajuste os parafusos de fixação para deformar a placa de circuito impresso na direção oposta.
- Coloque no forno e aqueça perto da temperatura Tg do substrato.
- Mantenha por um tempo suficiente para relaxar completamente o stress.
- Retire do molde após arrefecer e estabilizar.
6. Detecção e controlo de qualidade
Comparação de métodos de deteção de deformação de PCB
| Método de detecção | Precisão | Velocidade | Custo | Cenários aplicáveis |
|---|---|---|---|---|
| Inspeção visual | Baixa | Rápido | Baixa | Triagem preliminar |
| Régua/calibre de espessura | Médio | Médio | Baixa | Inspeção de rotina |
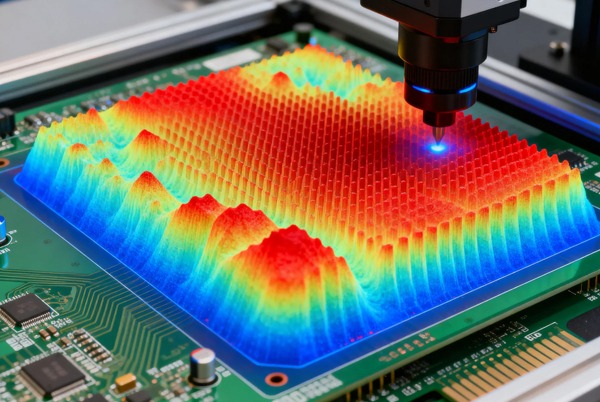
| Digitalização a laser | Elevado | Rápido | Elevado | Produção em massa |
| Sistema AOI | Elevado | Médio | Elevado | Detecção de alta precisão |
Técnicas práticas de controlo de qualidade
- Inspeção de entrada: Use uma régua + calibrador de espessura para medir as folgas nos quatro cantos e no ponto médio das bordas longas, alertando se exceder 0,3 mm.
- Pré-solda: O pré-aquecimento é especialmente necessário para placas de cobre espessas, a fim de liberar a tensão.
- Monitorização regular: Verificar a oxidação da folha de cobre em caso de armazenagem superior a 6 meses (eliminar se a diferença de cor for ΔE>5)
Resumo
A deformação do PCB é um fator crítico que afeta a qualidade dos produtos eletrónicos. Através de medidas multidimensionais, incluindo seleção de materiais, otimização do design, controlo do processo e gestão do armazenamento, a deformação pode ser controlada de forma eficaz dentro dos limites exigidos. Para os problemas de deformação existentes, métodos de reparação adequados também podem recuperar as perdas. Controlar a deformação do PCB não é apenas uma questão técnica, mas também um reflexo abrangente da gestão de custos e qualidade, exigindo esforços colaborativos dos departamentos de design, produção e qualidade.










Publicações relacionadas