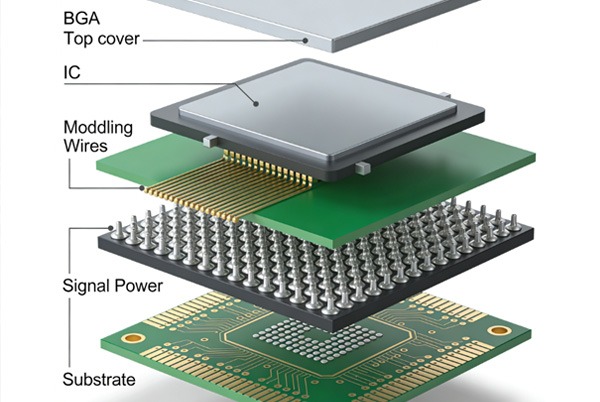
Desde a sua introdução nos anos 80, o pacote Ball Grid Array (BGA) tornou-se rapidamente a forma de embalagem preferida para circuitos integrados de alta densidade devido à sua elevada densidade de pinos, excelente desempenho elétrico e térmico e fiabilidade. Evoluindo desde os primeiros BGAs padrão com passo de 1,27 mm até aos actuais pacotes de escala de chips ao nível da bolacha (WLCSP) com passo de 0,4 mm ou ainda mais fino, a tecnologia BGA continua a impulsionar a miniaturização e o elevado desempenho dos dispositivos electrónicos.
Índice
Desafios actuais de conceção
- Aumento da densidade de pinos: Os processadores modernos integram frequentemente mais de 1000 pinos, com passos comprimidos abaixo de 0,5 mm.
- Exigências de integridade do sinal: As interfaces de alta velocidade (PCIe, DDR) impõem requisitos rigorosos para o controlo da impedância e a supressão de diafonia.
- Complexidade da gestão térmica: O aumento da densidade de potência agrava os riscos de sobreaquecimento local.
- Limites do processo de fabrico: Os processos tradicionais de PCB enfrentam desafios como microvias, preenchimento de vias e precisão de alinhamento.
Disposição de blocos BGA: Do cálculo teórico à implementação de engenharia
2.1 Cálculo científico do tamanho da almofada
A relação entre o diâmetro da almofada (d) e o diâmetro da esfera de solda (dball) não é um rácio fixo, mas deve basear-se no modelo de volume de solda:

Onde:
- (k): Coeficiente de humidade (normalmente 0,8-0,9)
- (processo): Compensação da tolerância de fabrico (normalmente 0,05-0,1 mm)
Experiência prática TOPFAST: Para um BGA com passo de 0,5 mm, recomendamos:
- Diâmetro da almofada de 0,25-0,28 mm para um diâmetro de esfera de solda de 0,3 mm.
- Utilizando o design NSMD (Non-Solder Mask Defined), com a abertura da máscara de soldadura 0,05-0,1 mm maior do que a almofada.
- Adição de marcações serigráficas na zona de identificação A1 para facilitar o alinhamento da montagem.
2.2 Conceção do campo e planeamento do canal de fuga
A capacidade de encaminhamento de fugas determina a viabilidade do projeto BGA. O número de canais de encaminhamento (Nescape) pode ser estimado por:
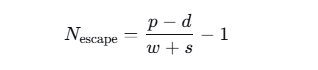
Onde:
- (p): Passo da bola
- (w): Largura do traço
- (s): Espaçamento do traço
Estratégia de afetação multi-camada:
| Filas BGA | Camadas mínimas de sinal | Atribuição de camadas recomendada |
|---|---|---|
| ≤5 linhas | 2 camadas | Camada superior + Camada interior 1 |
| 6-8 carreiras | 3-4 camadas | Camada superior + 2-3 camadas interiores |
| ≥9 linhas | 5+ camadas | Requer HDI ou vias enterradas |
Almofadas de alívio térmico: Equilíbrio fino na gestão térmica
3.1 Princípios termodinâmicos e otimização de parâmetros
As almofadas de alívio térmico regulam o fluxo de calor através do controlo da área da secção transversal da ligação de cobre. O seu modelo de resistência térmica é:
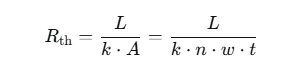
Onde:
- (n): Número de raios (normalmente 2-4)
- (w): Largura do raio (0,15-0,25 mm)
- (t): Espessura do cobre
- (L): Comprimento do trajeto térmico
Diretrizes de otimização:
- Pinos de alimentação: 4 raios, largura 0,2-0,25 mm
- Pinos de terra2-4 raios variáveis, ajustados em função das necessidades de dissipação de calor
- Pinos de sinal: Normalmente, ligação direta, a menos que existam requisitos térmicos especiais
3.2 Validação do fabrico do TOPFAST
Os testes de imagem térmica revelam:
- As diferenças de temperatura nas almofadas de canto podem atingir 15-20°C, exigindo um reforço especial na conceção térmica.
- O rendimento da soldadura diminui em 8-12% quando a largura do raio é <0,15 mm.
- Recomenda-se a adição de alívio térmico à volta dos blocos de alimentação/terra; utilizar ligação direta para os blocos de sinal.
Encaminhamento de fugas: Do tradicional Dog-Bone ao avançado Via-in-Pad
4.1 Limites e otimização do fanout do Dog-Bone
A disposição tradicional em forma de osso de cão é adequada para passos BGA ≥0,8 mm. A sua restrição principal é:
Em que (c) é a folga mínima (normalmente 0,1 mm).
Técnicas de otimização:
- Utilizar almofadas ovais para prolongar o pescoço da ligação.
- Controlo através do diâmetro entre 0,2-0,25 mm.
- Utilize o encaminhamento escalonado nas camadas internas para melhorar a utilização do canal.
4.2 Tecnologia Via-in-Pad
Quando o passo é ≤0,65mm, a via-in-pad torna-se uma tecnologia necessária. A TOPFAST oferece dois tipos de soluções:
Microvia Tipo VII (Norma IPC-4761):
- Perfurado a laser, diâmetro 0,1-0,15 mm
- Preenchido com resina + planarização da tampa de cobre
- Suporta a estrutura de via cega, reduzindo a interferência entre camadas
Considerações sobre a conceção:
- Compensação de almofadas: A área ocupada pela via deve estar dentro de 20% do diâmetro da almofada.
- Tratamento da máscara de solda: Utilizar a ligação da máscara de solda ou a planarização de enchimento.
- Compensação de custos: As microvias aumentam o custo em 15-25% mas melhoram a densidade de encaminhamento em 2-3 vezes.
Co-design de empilhamento multicamadas e integridade de sinal
5.1 Empilhamento Planeamento de arquitetura
Relação empírica entre o número de pinos BGA (Npinos) e o número de camadas necessárias (Ncamadas):
Configuração de exemplo de placa de 8 camadas:
| Camada | Função | Espessura | Notas |
|---|---|---|---|
| L1 | Sinal + Pads | 0,1 mm | Encaminhar as 2 filas mais exteriores |
| L2 | Plano de terra | 0,2 mm | Plano sólido |
| L3/4 | Camadas de sinal | 0,15 mm | Linhas de itinerário 3-6 |
| L5/6 | Aviões de potência | 0,2 mm | Planos divididos |
| L7 | Camada de sinal | 0,15 mm | Encaminhar as restantes linhas |
| L8 | Sinal + Pads | 0,1 mm | Componentes da parte inferior |
5.2 Controlo de impedância e supressão de diafonia
Medidas-chave:
- Pares diferenciais: Encaminhamento estreitamente acoplado, correspondência de comprimento ≤5 mils.
- Planos de referência: Assegurar que as camadas de sinal são adjacentes a planos sólidos.
- Através de perfuração traseira: Para sinais >5GHz, eliminar os efeitos de stub.
- Processo especial TOPFAST: Oferece um ajuste localizado da espessura do dielétrico para cumprir a precisão da impedância de ±7%.
Processos de fabrico e validação da fiabilidade
6.1 DFM Lista de controlo
- Tolerância do tamanho da almofada: ±0,02mm (imagem direta a laser)
- Alinhamento da máscara de solda: ±0,05mm (Confirmar com o fabricante)
- Impressão de pasta de solda: Abertura do estêncil 0,05-0,1 mm mais pequena do que a almofada
- Inspeção por raios X: Taxa de vazios <25% (norma IPC-A-610)
6.2 Itens do teste de fiabilidade
O TOPFAST recomendou um processo de verificação em três fases:
- Fase 1 Verificação: Análise da microsecção (através da espessura do cobre, qualidade do enchimento)
- Fase 2 Verificação: Teste de ciclo térmico (-55°C~125°C, 500 ciclos)
- Fase 3 Verificação: Teste de resistência de interconexão (monitorização em cadeia)
Tendências futuras: Integração heterogénea e embalagem avançada
Com o desenvolvimento das tecnologias Chiplet e 3D-IC, a embalagem BGA está a evoluir para..:
- Interpositor de silício BGA: Suporta integração multi-chip, melhorando a densidade de interconexão em 10 vezes.
- Substrato incorporado BGA: Passivos incorporados, reduzindo a área em 30-40%.
- BGA integrado optoelectrónico: Suporta canais ópticos, quebrando os limites eléctricos.
Conclusão
Uma conceção BGA bem sucedida requer a passagem por quatro dimensões:
- Dimensão eléctrica: Co-otimização da integridade do sinal/potência.
- Dimensão térmica: Equilíbrio entre as almofadas de alívio térmico e a dissipação global de calor.
- Dimensão mecânica: Correspondência CTE e alívio do stress.
- Dimensão da produção: Capacidade e custo óptimos do processo.
Com base na experiência de milhares de projectos BGA, a TOPFAST resume uma metodologia de quatro passos: "Conceção - Simulação - Protótipo - Produção em massa", que ajuda os clientes a obter rendimentos de 90% ou superiores na sua primeira tentativa de conceção. Lembre-se: O BGA de passo mais fino não é uma peça de exibição tecnológica, mas sim a intersecção exacta entre os requisitos do sistema, a inovação do design e a capacidade de fabrico.
5 perguntas e respostas comuns sobre o design de PCB de pacotes BGA
A: Princípio fundamental:
Tamanho da almofada = diâmetro da esfera de solda × 0,85 ± compensação do processo
Valores recomendados TOPFAST:
Passo de 0,5 mm: Diâmetro da almofada 0,3-0,35 mm
Passo de 0,8 mm: Diâmetro da almofada 0,4-0,45 mm
Passo de 1,0 mm: Diâmetro da almofada 0,5-0,55 mm
Principais considerações:
Utilizar o desenho NSMD (abertura da máscara de soldadura 0,05 mm maior do que a almofada)
Deve confirmar a exatidão do processo com o fabricante
É essencial uma marcação clara da posição A1
A: Utilização obrigatória:
Ligação a grandes planos de cobre de alimentação/terra
Pinos de alta corrente (>1A)
Posições de canto BGA
Utilização facultativa:
Os pinos de sinal utilizam normalmente uma ligação direta
Pinos de alimentação de baixa corrente
Parâmetros recomendados TOPFAST:
Número de raios: 4
Largura do raio: 0,15-0,25 mm
Diâmetro de abertura: 0,3-0,5 mm
A: Fórmula de estimativa da contagem de camadas:
Camadas ≈ (Número de pinos que requerem encaminhamento) ÷ (4 × Linhas encaminháveis por camada) + 1 margem de camada
Estratégia de encaminhamento TOPFAST:
Camadas exteriores: Encaminhar as 1-2 filas mais exteriores
Camadas interiores: Utilizar osso de cão ou via-in-pad
Chave: Planear antecipadamente as localizações
Recomendações do Pitch:
≥0,8 mm: Fanout de osso de cão
0,65-0,8 mm: Via-in-pad parcial
≤0,5 mm: Via-in-pad completa
A: Quatro pontos-chave:
Controlo da impedância: Cone gradual da almofada ao traço
Supressão de diafonia: Espaçamento de sinal de alta velocidade ≥ 3× largura do traço
Caminho de retorno: Fornecer via de terra para cada sinal via
Integridade de energia: Colocar condensadores de desacoplamento a menos de 50 mils do BGA
Lista de controlo TOPFAST:
Correspondência do comprimento do par diferencial ≤ 5 mils
Controlo da impedância dentro de ±7%
Diafonia crítica da rede < -40dB
A: Fase de conceção:
Acabamento da superfície da almofada: ENIG (sinais de alta velocidade) ou ImAg (sensível ao custo)
Desenho do estêncil: Tamanho da abertura 85-90% da área da almofada
Verificação do espaçamento: Assegurar que os requisitos mínimos de espaçamento das almofadas são cumpridos
Fase de fabrico:
Inspeção da impressão da pasta de solda
Inspeção por raios X (taxa de vazios < 25%)
Verificação do perfil de temperatura de refluxo
Ensaios de desempenho elétrico
Experiência TOPFAST:
O envolvimento do fabricante nas revisões iniciais do DFM pode reduzir os problemas de produção em massa em mais de 70%. O fornecimento de especificações BGA à TOPFAST permite recomendações de processos personalizados.