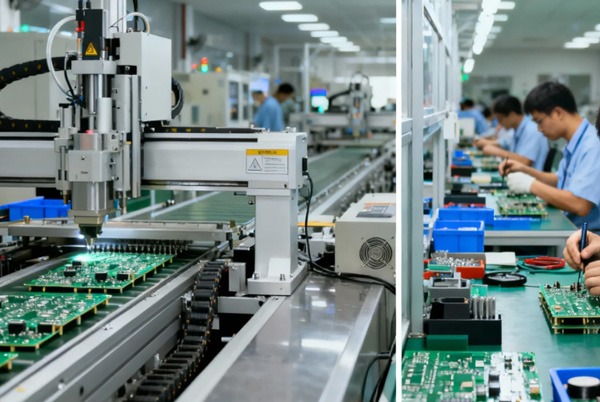
Jämförelse mellan manuell och automatiserad PCB-montering
När det gäller elektroniktillverkning är valet av Montering av kretskort metoden har en direkt inverkan på slutproduktens prestanda, tillförlitlighet och produktionskostnader. Oavsett om det gäller validering av prototyper eller massproduktion är valet mellan manuell och automatiserad montering avgörande för projektets framgång.
Innehållsförteckning
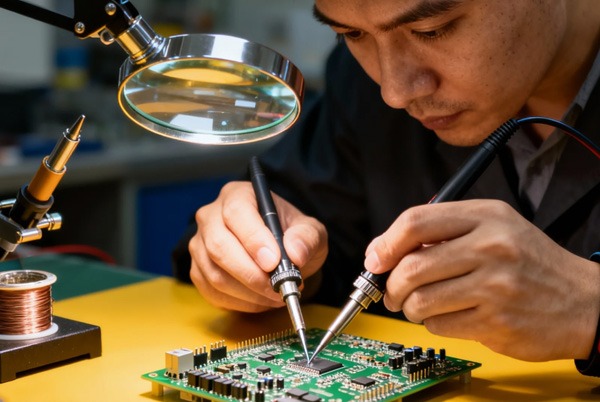
Manuell montering
Manuell PCB-montering bygger på att tekniker använder verktyg som lödkolvar och pincetter för att installera och löda komponenter individuellt. Denna metod erbjuder ett oersättligt värde vid produktion av små serier och speciella scenarier.
Fördelar med kärnverksamheten:
- Oöverträffad flexibilitet: Under PCB-prototypfasen, där designändringar är frekventa, möjliggör manuell montering justeringar i realtid utan omprogrammering av utrustningen, vilket avsevärt förkortar utvecklingscyklerna
- Minskad initial investering: Vid tillverkning av små serier kan man med manuell montering undvika de höga installations- och programmeringskostnaderna för automatiserade system, vilket ger betydande ekonomiska fördelar
- Förmåga att hantera komplexa konstruktioner: För icke-standardiserade komponenter, värmekänsliga delar eller specialförpackningar kan erfarna tekniker uppnå precisionshantering som är svår att replikera med maskiner
Inbyggda begränsningar:
- Lägre produktionseffektivitet: Jämfört med automatiserade system är manuell montering långsammare och tar vanligtvis 30-60 minuter per bräda, vilket gör den olämplig för produktion av stora volymer
- Utmaningar med kvalitet och enhetlighet: Mänskliga faktorer kan leda till felaktig inriktning av komponenter, inkonsekvenser vid lödning och andra problem, med typiska felprocenter på 1-2%
- Nackdel med skalan: När orderkvantiteterna ökar stiger arbetskostnaderna linjärt, vilket resulterar i dålig ekonomi för scenarier med stora volymer
Manuell montering är särskilt lämplig för nystartade företag, projekt i FoU-fasen och specialfall med få komponenter eller komplexa konstruktioner där flexibilitet är viktigare än produktionseffektivitet.
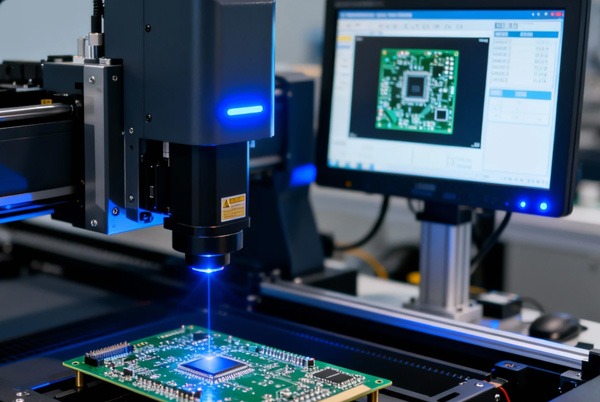
Automatiserad montering
Vid helautomatisk kretskortsmontering används professionell utrustning som pick-and-place-maskiner och omsmältningsugnar för att uppnå effektiv och exakt massproduktion.
Betydande fördelar:
- Exceptionell produktionseffektivitet: Automatiserade system kan bearbeta tusentals komponenter per timme, med placeringshastigheter på upp till 0,06 sekunder per komponent, vilket avsevärt förkortar leveranscyklerna
- Hög kvalitet och konsekvens: Maskinerna säkerställer konsekvent komponentplacering och lödning, med defektnivåer så låga som 0,01% och förstapassningsnivåer som normalt överstiger 98%
- Stordriftsfördelar: Trots höga initiala investeringar minskar enhetskostnaderna avsevärt för produktion av stora volymer, med uppenbara ekonomiska fördelar för order på över 1.000 enheter
Utmaningar i tillämpningen:
- Hög initial investering: Kostnaderna för anskaffning av automatiserad utrustning är betydande och kräver ytterligare investeringar i specialverktyg och miljökontrollsystem
- Begränsad flexibilitet: Konstruktionsändringar kräver omprogrammering av utrustningen, vilket ökar kostnaderna och tiden och gör den olämplig för projekt som ändras ofta
- Oekonomiskt för små partier: Installationskostnaderna är svåra att amortera över små produktionsserier, vilket gör att fullständig automatisering i allmänhet är olämplig för beställningar under 250 enheter
Viktiga tekniska skillnader och processjämförelse
Skillnader i placeringsprocessen
- Manuell placering bygger på att tekniker använder pincett eller vakuumpennor, med noggrannhet som begränsas av individuella färdighetsnivåer
- Automatiserad placering uppnår en positioneringsnoggrannhet på ±0,1 mm genom pick-and-place-maskiner med hög precision, lämpliga för mikrokomponenter som 0402- och 0,4 mm BGA-paket
Jämförelse av lödningsmetoder
- Vid manuell lödning används lödkolvar med svår temperaturkontroll, vilket kan leda till oxidation av lödplattan eller kalla lödfogar
- Återflödeslödning ger jämn uppvärmning genom exakt temperaturkontroll, vilket säkerställer jämn lödkvalitet lämplig för grupplödning av SMT-komponenter
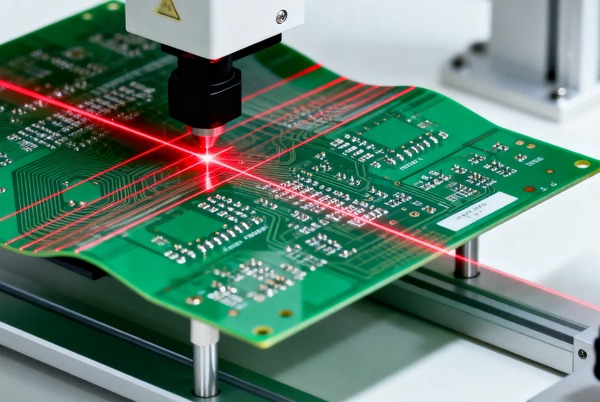
System för kvalitetskontroll
- Kvaliteten på den manuella monteringen beror på operatörens skicklighet, med vanliga defekter som kalla lödfogar och överbryggningar, och uppnår normalt 85-92% i första passet
- Automatiserad produktion integrerar AOI (Automated Optical Inspection) och ICT (In-Circuit Test) för omfattande kvalitetsövervakning under hela processen
Beslutsguide för applikationsscenario
Prototyptillverkning av kretskort: Manuell montering Optimal
Under prototypfasen med frekventa konstruktionsändringar ger manuell montering oöverträffad flexibilitet, vilket möjliggör snabba iterationer utan omprogrammering av utrustningen.
Produktion av små serier (10-250 enheter): Hybridmetod Optimal
Genom att kombinera automatiserad placering av standardkomponenter med manuell hantering av specialdelar balanseras kostnad och kvalitet för optimal kostnadseffektivitet.
Massproduktion (1.000+ enheter): Automation Essential
Betydande skalfördelar, lägsta enhetskostnader och högsta kvalitet gör automatisering oundviklig för massproduktion.
Strategier för precisionsförbättring och processtyrning
Manuell montering Precisionsoptimering
- Val av verktyg: Välj lämplig effekt och spetsformade lödkolvar baserat på lödfogens storlek, och rekommenderade ESD-antistatiska lödstationer
- Driftstandarder: Säkerställ pin-to-hole-korrespondens under insättning, kontrollera lödningstemperaturen runt 350°C, max inte över 400°C
- Miljökontroll: Håll arbetsbänkar rena och torra med antistatiska mattor och operatörer som bär antistatiska handskar
- Utbildning i färdigheter: Förbättra handstabiliteten hos insättningsarbetare genom professionell utbildning, kontrollera fel inom ±0,1 mm
- Kvalitetsinspektion: Kombinera ett förstoringsglas, ett mikroskop, visuell inspektion och AOI-utrustning, strikt enligt IPC-standarder
Automatiserad montering Miljökontroll
- Temperatur- och luftfuktighetsstandarder: Temperatur 20°C~26°C, relativ luftfuktighet 30%~60% RH, strängare krav för högprecisionsscenarier
- Materialhantering: MSD-komponenter förvarade i ≤10% RH fuktsäkra skåp, vakuumförpackning för PCB
- Processoptimering: Lämplig bakning före lödning, temperering av lödpasta i 4 timmar med noggrann blandning, färdigställande inom 2 timmar efter tryckning
- Övervakningssystem: Placera ut temperatur- och luftfuktighetssensorer för realtidsövervakning med automatiska larm för att säkerställa stabila miljöparametrar
Kostnadsanalys och beslutsfaktorer
Kostnadsanalys baserad på industristandard för dubbelskiktade mönsterkort (50 komponenter):
- Prototyptillverkning (1-10 enheter): Manuell montering är mer ekonomiskt, eftersom man undviker automatiska installationskostnader
- Små partier (100-250 enheter): Kostnaderna börjar balansera, hybridmetoden ger optimal kostnadseffektivitet
- Massproduktion (1 000+ enheter): Automatiserad montering ger den lägsta enhetskostnaden med betydande besparingar
Utöver kostnaden är leveranscykler och jämn kvalitet viktiga beslutsfaktorer. Automatiserade system ger låg defektfrekvens och höga produktionshastigheter, men manuell montering kan ha tidsfördelar för brådskande beställningar av små serier.
Slutsats
I den hårt konkurrensutsatta elektroniktillverkningssektorn har valet av kretskortsmonteringsmetod en avgörande inverkan på produktkostnad, kvalitet och leveranscykel. Manuell montering behåller sin oersättliga position inom prototyptillverkning och småserietillverkning på grund av sin flexibilitet och anpassningsförmåga; automatiserad montering, med sina effektivitetsfördelar och exceptionella konsekvens, har blivit det oundvikliga valet för massproduktion.









Relaterade inlägg