PCB Çarpıklığı ve Deformasyonunun Kapsamlı Bir Analizi
İçindekiler
1. PCB Çarpıtması Nedir?
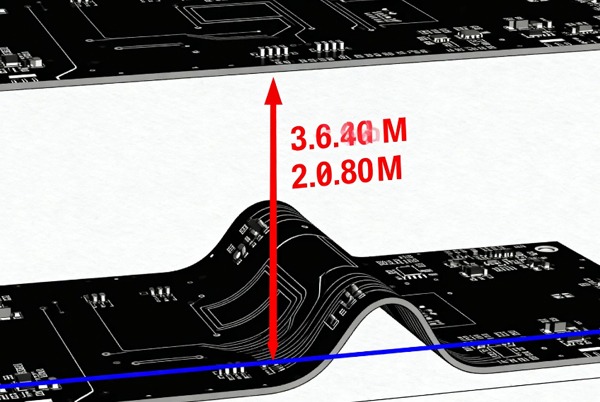
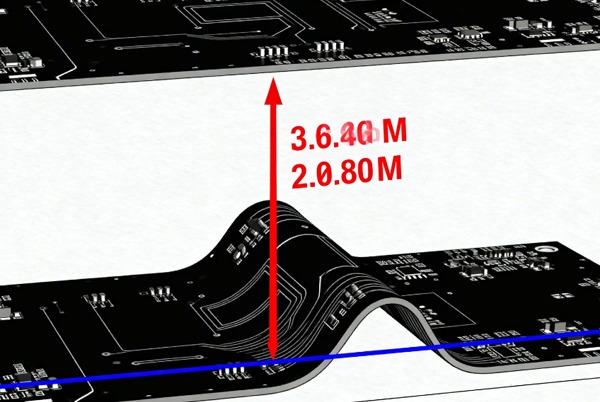
PCB eğrilmesi, üretim veya kullanım sırasında baskılı devre kartlarının şekil değiştirmesi anlamına gelir ve orijinal düzlüğün kaybolmasına neden olur. Bir PCB masaüstüne düz bir şekilde yerleştirildiğinde, çarpılma yüzdesi, en yüksek nokta ile masaüstü arasındaki boşluk ölçülerek hesaplanır ve kartın çapraz uzunluğuna bölünür.
Çarpılma Hesaplama Formülü: Çarpıklık = (Tek Köşe Çarpıklık Yüksekliği / (PCB Diyagonal Uzunluğu × 2)) × 100%
PCB Çarpılma Standartları
| Uygulama Senaryosu | İzin Verilen Çarpıklık | Açıklamalar |
|---|---|---|
| Genel Tüketici Elektroniği | ≤0,75% | Temel IPC Standart Gereksinimi |
| Yüksek Hassasiyetli SMT | ≤0,50% | Cep telefonları, iletişim ekipmanları vb. |
| Ultra Yüksek Hassasiyet Gereksinimleri | ≤0,30% | Askeri, tıbbi ve diğer özel alanlar |
| Yalnızca Eklenti Süreci | ≤1.50% | Yüzeye monte bileşen yok |
2. PCB Çarpılmasının Ciddi Etkileri
2.1 Üretim Süreci
- Montaj Zorlukları: Otomatik SMT hatlarında, düz olmayan PCB'ler konumlandırma yanlışlıklarına neden olarak doğru bileşen yerleştirilmesini veya montajını önler
- Ekipman Hasarı: Ciddi bükülme otomatik yerleştirme makinelerine zarar vererek üretim hattının durmasına neden olabilir
- Kaynak Hataları: Eğilme, lehim bağlantılarında eşit olmayan ısı dağılımına yol açarak sanal lehimleme ve tombstoneing gibi sorunlara neden olur
2.2 Ürün Güvenilirliği
- Montaj Sorunları: Lehimlemeden sonra eğrilen levhalar, bileşen uçlarının düzgün bir şekilde kesilmesini zorlaştırarak şasiye veya soketlere düzgün şekilde takılmasını engeller
- Uzun Vadeli Riskler: Stres yoğunlaşma noktaları, yüksek-düşük sıcaklık döngüsü ortamlarında devre kırılmasına eğilimlidir
- Performans Düşüşü: Otomotiv radar sistemlerinin aşırı çarpılma nedeniyle yaz mevsiminden sonra sıklıkla arızalandığı durumlar
3. PCB Eğrilmesinin Ana Nedenleri
3.1 Malzeme Faktörleri
- CTE Uyuşmazlığı: Bakır folyo (17×10-⁶/℃) ve FR-4 substrat (50-70×10-⁶/℃) arasındaki termal genleşme katsayısında önemli fark
- Substrat Kalitesi: Düşük Tg değeri, yüksek nem emilimi veya eksik kürlenme boyutsal stabiliteyi azaltır
- Malzeme Asimetrisi: Çok katmanlı levhalarda tutarsız çekirdek ve PP levha markaları veya kalınlık uyumsuzlukları
3.2 Tasarım Sorunları
- Eşit Olmayan Bakır Dağılımı: Bir tarafta geniş bakır alanlar ve diğer tarafta seyrek devreler, ısıtma sırasında bakır eksikliği olan tarafa doğru eğilmeye neden olur
- Asimetrik Yapı: Dengesiz laminasyon yapılarına yol açan özel dielektrik katmanlar veya empedans gereksinimleri
- Aşırı Boşluklu Alanlar: Büyük panolarda çok fazla boşluklu alan, yeniden akış lehimlemeden sonra bükülmeye eğilimli
- Aşırı V-Kesim Derinliği: Yapısal bütünlüğü tehlikeye atar, artık kalınlık ≤1/3 levha kalınlığı olduğunda risk artar
3.3 Üretim Süreçleri
Süreç Kaynaklı Çarpıtma Analizi:
- Laminasyon Süreci: Uygun olmayan sıcaklık ve basınç kontrolü, düzensiz reçine kürlenmesi
- Isıl İşlem: Sıcak hava tesviyesi (250-265 ℃), lehim maskesi pişirme (150 ℃), yeniden akış lehimleme (230-260 ℃)
- Soğutma Süreci: Aşırı soğutma hızı, yetersiz gerilim azaltma
- Mekanik Stres: İstifleme, taşıma ve pişirme süreçleri
3.4 Depolama ve Çevre
- Nem Etkileri: Bakır kaplı laminat nem emilimi ve genleşmesi, özellikle daha büyük emilim alanlarına sahip tek taraflı paneller için önemlidir
- Depolama Yöntemleri: Dikey depolama veya mekanik deformasyona neden olan ağır sıkıştırma
- Sıcaklık-Nem Dalgalanmaları: 15-25 ℃ / 40-60%RH standart aralıklarının aşılması
4. PCB Çözülmesini İyileştirme ve Önleme Tedbirleri
4.1 Malzeme Seçimi Optimizasyonu
Substrat Seçim Stratejisi Tablosu:
| Uygulama Senaryosu | Önerilen Malzeme | Karakteristik Avantajlar | Çarpılma İyileştirme Etkisi |
|---|---|---|---|
| Genel Tüketici Elektroniği | Yüksek Tg FR-4 (Tg≥170℃) | İyi ısı direnci | 30% sıradan malzemelere göre daha iyi çarpılma direnci |
| Otomotiv Elektroniği | Özel FR-4 (Tg>180℃) | Yüksek sıcaklık kararlılığı | Yüksek sıcaklıktaki motor bölmesi ortamları için uygundur |
| Yüksek Frekans Uygulamaları | Karbon fiber takviyeli kompozitler | CTE 8ppm/℃'ye düşürülebilir | 50% termal deformasyonda azalma |
| Yüksek Nemli Ortamlar | PTFE kompozitler | Su emilimi ≤0,1% | Mükemmel nem direnci |
4.2 Tasarım Optimizasyon Stratejileri
Bakır Balans Tasarımı
- Simetrik Düzen: 15% içinde A/B tarafları arasındaki bakır alan farkını kontrol edin
- Izgara Tabanlı Bakır Dökümü: Sürekli bakırı ızgara desenine dönüştürün (çizgi genişliği/aralığı ≥0,5 mm), termal gerilimi 30% ile azaltın
- Boşluklu Alan Tedavisi: Dengeli bakır bloklar veya işlem kenarı bakır dökümü ekleyin
Yapısal Tasarım Temelleri
- Katmanlar Arası Denge: Çok katmanlı levhalarda 1-2 ve 5-6 katman arasında tutarlı kalınlıkta simetrik PP levha dağılımı sağlayın
- Kalınlık Seçimi: SMT kartlar için önerilen kalınlık ≥1,6 mm, 0,8 mm'nin altındaki kartlarda çarpılma riski 3 kat artar
- Panel Tasarımı: Gerilimi dağıtmak için uygun V-Cut artık kalınlık kontrolü ile X tipi panel yapıları kullanın
4.3 Üretim Süreci Kontrolü
Laminasyon Süreci Optimizasyonu
Adım Basınç Süreci Örneği:
- Penetrasyon Aşaması: Tam reçine akışı için 5-10kg/cm²
- Difüzyon Aşaması: Optimum katmanlar arası bağlanma için 20-25kg/cm²
- Kürleme Aşaması: Tam kürlenme için 30-35kg/cm²
Sıcaklık Kontrol Profili:
- Isıtma Oranı: 1 ℃ / dk'da yavaş ısıtma
- Islatma Aşaması: 130℃/150℃'de her biri 10 dakika olmak üzere kademeli olarak ıslatma
- Etki: 40% reçine akış homojenliğinde iyileşme
Temel Süreç Kontrol Noktaları
- Ön Kesim Pişirme: 150℃, nemi gidermek ve stresi azaltmak için 8±2 saat
- Prepreg İşlemi: Çözgü ve atkı yönlerini ayırt eder (çözgü yönü çekme oranı atkıdan 0,2% daha düşüktür)
- Soğutma Kontrolü: Her 10 ℃ damla için 5 dakika duraklayarak kademeli soğutma kullanın
- Sıcak Hava Sonrası Tesviye: Mermer plakalar üzerinde doğal soğutma, hızlı soğutmadan kaçınma
4.4 Depolama ve Nakliye Yönetimi
- Çevresel Kontrol: 15-25 ℃, 40-60%RH, kısa süreli dalgalanmalar ≤10%RH/4 saat
- İstifleme Yöntemleri: Yatay istifleme ≤30 yaprak (hassas levhalar için ≤20), dikey depolamadan kaçının
- Ambalaj Koruması: Vakumlu alüminyum folyo torbalar + silika jel kurutucu (≥5g/㎡), yastıklama malzemesi izolasyonu
5. PCB Bükülme Onarım Yöntemleri
5.1 Süreç İçi Onarım
- Makaralı Tesviye: Merdaneli tesviye makineleri kullanılarak yapılan işlemler sırasında tespit edilen eğri levhaların acil tedavisi
- Sıcak Pres Tesviyesi: Alt tabaka Tg sıcaklığına yakın pişirme ve tesviye için yay şekilli kalıplar kullanın
5.2 Bitmiş Pano Onarımı
| Onarım Yöntemi | Uygulanabilir Senaryolar | Etkililik | Riskler |
|---|---|---|---|
| Soğuk Pres Tesviye | Hafif Çarpıklık | Ortalama | Geri Tepmeye Yatkın |
| Sıcak Pres Tesviyesi | Orta Derecede Çarpıklık | İyi | Olası Renk Değişikliği |
| Yay Kalıp Sıcak Pres | Çeşitli Çarpılma Koşulları | En iyisi | Sıcaklık / Zaman Kontrolü Gerekli |
Yay Kalıp Sıcak Pres Adımları:
- Bükülmüş PCB'yi kavisli yüzeyi kalıp yüzeyine bakacak şekilde yerleştirin
- PCB'yi ters yönde deforme etmek için fikstür vidalarını ayarlayın
- Fırına yerleştirin ve substrat Tg sıcaklığına yakın ısıtın
- Tam stres rahatlaması için yeterli bir süre koruyun
- Soğuduktan ve stabilize olduktan sonra kalıptan çıkarın
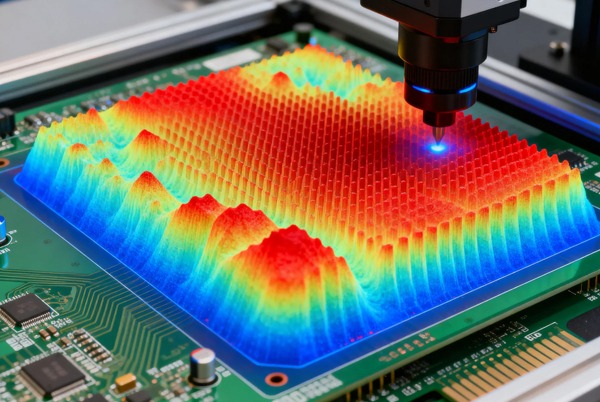
6. Tespit ve Kalite Kontrol
PCB Çarpılma Tespit Yöntemi Karşılaştırması
| Tespit Yöntemi | Hassasiyet | Hız | Maliyet | Uygulanabilir Senaryolar |
|---|---|---|---|---|
| Görsel Denetim | Düşük | Hızlı | Düşük | Ön Eleme |
| Cetvel / Kerpeten Ölçer | Orta | Orta | Düşük | Rutin Denetim |
| Lazer Tarama | Yüksek | Hızlı | Yüksek | Seri Üretim |
| AOI Sistemi | Yüksek | Orta | Yüksek | Yüksek Hassasiyetli Algılama |
Pratik Kalite Kontrol Teknikleri
- Gelen Denetim: Dört köşedeki ve uzun kenarların orta noktasındaki boşlukları ölçmek için cetvel + sentil kullanın, 0,3 mm'yi aşarsa uyarın
- Ön lehimleme: Ön ısıtma özellikle kalın bakır levhalarda gerilimi azaltmak için gereklidir
- Düzenli İzleme: Bakır folyo oksidasyonunu 6 ayı aşan depolama için kontrol edin (renk farkı ΔE>5 ise hurdaya ayırın)
Özet
PCB eğrilmesi elektronik ürün kalitesini etkileyen kritik bir faktördür. Malzeme seçimi, tasarım optimizasyonu, süreç kontrolü ve depolama yönetimi gibi çok boyutlu önlemler sayesinde çarpılma, gerekli sınırlar dahilinde etkili bir şekilde kontrol edilebilir. Mevcut çarpılma sorunları için uygun onarım yöntemleri de kayıpları telafi edebilir. PCB çarpıklığını kontrol etmek sadece teknik bir konu değil, aynı zamanda maliyet ve kalite yönetiminin kapsamlı bir yansımasıdır ve tasarım, üretim ve kalite departmanlarının ortak çabalarını gerektirir.










İlgili Yazılar