The Ultimate PCBA Testing(AOI,ICT,FCT)
Table of Contents
PCBA Final Testing
In electronics manufacturing, PCBA (Printed Circuit Board Assembly) final testing is a critical step to ensure product quality. A complete PCBA final testing process typically includes three main methods: AOI (Automated Optical Inspection), ICT (In-Circuit Test), and FCT (Functional Circuit Test). Each method has its unique focus, and together they form a robust quality assurance system.

AOI (Automated Optical Inspection)
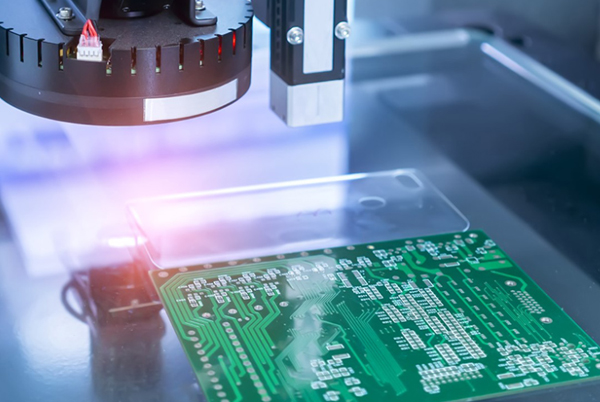
AOI (Automated Optical Inspection) is an advanced system that uses optical principles to detect common soldering and assembly defects. As the first checkpoint in PCBA testing, AOI efficiently identifies various soldering and component placement issues.
How AOI Works
AOI systems use high-resolution cameras to scan PCBs automatically, capturing detailed images that are compared against a database of acceptable parameters. Sophisticated image processing algorithms precisely identify defects such as missing components, misalignment, solder bridges, and incorrect polarity. Defects are highlighted on a display or marked for repair.
Modern AOI systems employ high-speed, high-precision vision technology to inspect PCBs of all sizes—from high-density fine-pitch boards to larger, low-density ones. They can be integrated into production lines for real-time quality control, improving both efficiency and soldering quality.
Two Key Applications of AOI
- Final Quality Assurance
Monitors the final state of products before they leave production. Ideal when production issues are well-understood, product mix is high, and speed and volume are priorities. Typically placed at the end of the production line, AOI provides comprehensive process control data. - Process Quality Monitoring
Uses AOI to track production in real-time, including detailed defect classification and component placement accuracy. Best suited for high-reliability products, large-scale manufacturing with low mix, and stable component supply. Requires multiple AOI stations along the production line to monitor critical points and guide process adjustments.
Common Defects Detected by AOI
- Missing or misaligned components
- Insufficient or excessive solder
- Solder bridges (shorts)
- Incorrect component polarity
- Lifted or bent leads
- Faded or incorrect markings

ICT (In-Circuit Test)
ICT (In-Circuit Test) is an essential part of PCBA final testing, focusing on verifying electrical connections and component functionality.
Core Principles of ICT
An ICT tester acts like an advanced multimeter system, using a bed-of-nails fixture to contact test points on the PCB. Without removing components, it checks for:
- Open or short circuits
- Incorrect component values
- Wrong or missing parts
- Reversed polarity
Advantages of ICT
- Fast Fault Localization
Quickly identifies issues like missing parts, wrong values, or solder defects, generating detailed reports that simplify troubleshooting—even for technicians without deep schematic knowledge. - Comprehensive Coverage
Test resistors, capacitors, inductors, diodes, transistors, and other components to ensure values are within specifications. - Early Defect Detection
Catches problems early in production, preventing defective boards from moving to later stages and reducing repair costs.
When to Use ICT
ICT is ideal for:
- High-volume production (since custom fixtures are needed for each PCB design)
- High-value or irregularly shaped boards
- Products requiring high reliability
ICT is a “white-box” test—it examines the internal electrical characteristics of every circuit node to ensure compliance with design specifications.
FCT (Functional Test)
FCT (Functional Circuit Test) is the final validation step, simulating real-world operation to confirm the PCBA functions as intended.
The Essence of FCT
FCT provides the UUT (Unit Under Test) with simulated operating conditions (stimulus and load), then measures outputs to verify functionality. In simple terms, it inputs signals and checks if outputs match expectations.
FCT Implementation Methods
- Basic Functional Test
Powers up the PCBA and checks basic operation. Low-cost but lacks fault diagnostics. - Comprehensive Functional Test
Uses specialized equipment to test all functional modules with automated diagnostics. More expensive but thorough.
FCT vs. ICT
FCT is a “black-box” test—it only checks inputs and outputs, not internal circuitry. It complements ICT, typically performed after ICT confirms proper connections.
Five Key Considerations
- Test Sequence
Follow AOI → ICT → FCT order to ensure defects are caught early. - Test Coverage
Regularly verify that all critical areas are tested, especially in FCT. - Fixture Maintenance
Clean and maintain ICT test fixtures to prevent false failures. - Test Program Updates
Update test software when PCB designs or components change. - Data Management
Record and analyze test data for traceability and process improvement.
Common PCBA Testing Issues & Solutions
- High AOI False Failures
Cause: Lighting variations, component color differences, or incorrect settings.
Solution: Optimize lighting, adjust detection thresholds, and refine reference images. - ICT Contact Problems
Cause: Worn or dirty test pins or oxidized PCB pads.
Solution: Replace pins regularly, clean contacts, and use enhancers if needed. - Unstable FCT Results
Cause: Environmental noise, power fluctuations, or loose connectors.
Solution: Shield test setups, use stable power supplies, and secure connections. - Missing Edge-Case Tests
Cause: Incomplete test coverage (e.g., voltage/temperature extremes).
Solution: Add boundary condition tests to the validation plan. - Low Testing Efficiency
Cause: Poor test flow or underutilized equipment.
Solution: Optimize parallel testing and balance station workloads.
Conclusion
PCBA factory test system is to ensure the reliability of electronic products is the key to the AOI, ICT and FCT three test methods, each with its role, AOI guard soldering quality, ICT to ensure the integrity of the circuit, FCT to verify the product’s functionality, the formation of a full range of testing from the outside to the inside, from local to the overall network.
In actual production, we need to rationally configure testing resources and processes according to product characteristics, production scale, and reliability requirements. At the same time, continuous analysis of test data optimizes the test program to build a truly effective quality assurance system.









Related Posts