Analisi completa della deformazione e della curvatura dei circuiti stampati
Indice per materie
1. Che cos'è la deformazione dei PCB?
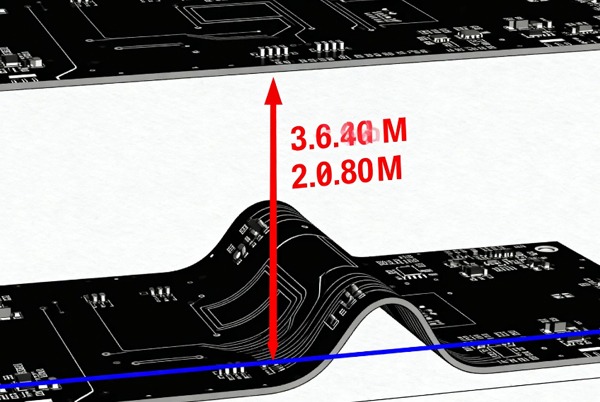
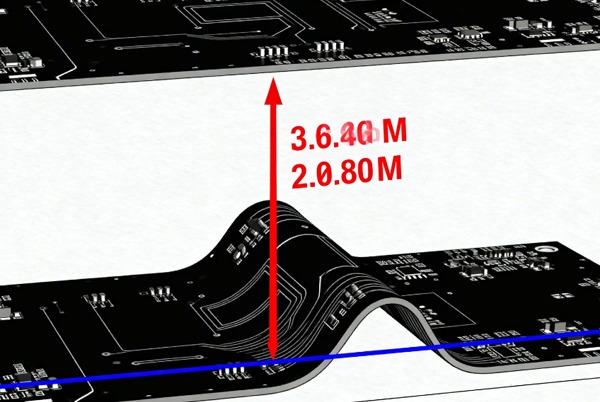
La deformazione dei PCB si riferisce al cambiamento di forma dei circuiti stampati durante la produzione o l'uso, con conseguente perdita della planarità originale. Quando un PCB viene posizionato in piano su una scrivania, la percentuale di deformazione viene calcolata misurando la distanza tra il punto più alto e la scrivania, divisa per la lunghezza diagonale della scheda.
Formula di calcolo della deformazione: Deformazione = (Altezza della deformazione di un singolo angolo / (Lunghezza diagonale del PCB × 2)) × 100%
Standard relativi alla deformazione dei PCB
| Scenario di applicazione | Deformazione ammissibile | Osservazioni |
|---|---|---|
| Elettronica di consumo generale | ≤0,75% | Requisiti standard IPC di base |
| SMT ad alta precisione | ≤0,50% | Telefoni cellulari, apparecchiature di comunicazione, ecc. |
| Requisiti di precisione ultra elevata | ≤0,30% | Settori militari, medici e altri settori speciali |
| Solo processo plug-in | ≤1,50% | Nessun componente a montaggio superficiale |
2. Gravi conseguenze della deformazione dei PCB
2.1 Processo di produzione
- Difficoltà di montaggio: Nelle linee SMT automatizzate, i PCB irregolari causano imprecisioni di posizionamento, impedendo il corretto inserimento o montaggio dei componenti.
- Danni alle attrezzature: Una deformazione grave può danneggiare le macchine di inserimento automatico, causando tempi di inattività della linea di produzione.
- Difetti di saldatura: La deformazione porta a una distribuzione non uniforme del calore nei giunti di saldatura, causando problemi quali saldature virtuali e tombstoning.
2.2 Affidabilità del prodotto
- Problemi di assemblaggio: Le schede deformate dopo la saldatura rendono difficile tagliare con precisione i terminali dei componenti, impedendo una corretta installazione nel telaio o nei socket.
- Rischi a lungo termine: I punti di concentrazione dello stress sono soggetti a rottura dei circuiti in ambienti con cicli di temperatura alta-bassa.
- Deterioramento delle prestazioniCasi in cui i sistemi radar automobilistici hanno spesso smesso di funzionare dopo l'esposizione estiva a causa di un'eccessiva deformazione.
3. Principali cause della deformazione dei PCB
3.1 Fattori rilevanti
- Disallineamento CTE: Differenza significativa nel coefficiente di espansione termica tra la lamina di rame (17×10⁻⁶/℃) e il substrato FR-4 (50-70×10⁻⁶/℃)
- Qualità del substrato: Un valore Tg basso, un elevato assorbimento di umidità o un'essiccazione incompleta riducono la stabilità dimensionale.
- Asimmetria dei materiali: Marchi del nucleo e del pannello PP non uniformi o discrepanze di spessore nei pannelli multistrato
3.2 Problemi di progettazione
- Distribuzione irregolare del rame: Ampie aree di rame su un lato contro circuiti sparsi sull'altro, causando una deformazione verso il lato con carenza di rame durante il riscaldamento.
- Struttura asimmetrica: Speciali strati dielettrici o requisiti di impedenza che portano a strutture di laminazione sbilanciate
- Aree cave eccessive: Troppe aree cave nelle schede di grandi dimensioni, soggette a piegarsi dopo la saldatura a rifusione.
- Profondità eccessiva del taglio a V: Compromette l'integrità strutturale, con un aumento del rischio quando lo spessore residuo è ≤1/3 dello spessore del pannello.
3.3 Processi produttivi
Analisi della deformazione indotta dal processo:
- Processo di laminazione: Controllo improprio della temperatura e della pressione, polimerizzazione irregolare della resina
- Trattamento termico: Livellamento ad aria calda (250-265 °C), cottura della maschera di saldatura (150 °C), saldatura a rifusione (230-260 °C)
- Processo di raffreddamento: Velocità di raffreddamento eccessiva, scarico della tensione insufficiente
- Sollecitazione meccanica: Processi di impilaggio, movimentazione e cottura
3.4 Conservazione e ambiente
- Effetti dell'umidità: Assorbimento di umidità ed espansione del laminato rivestito in rame, particolarmente significativo per i pannelli monofacciali con aree di assorbimento più ampie.
- Metodi di conservazione: Stoccaggio verticale o forte compressione che causano deformazioni meccaniche
- Fluttuazioni di temperatura e umidità: Superamento degli intervalli standard di 15-25 °C/40-60% UR
4. Miglioramento della deformazione dei PCB e misure preventive
4.1 Ottimizzazione della selezione dei materiali
Tabella delle strategie di selezione dei substrati:
| Scenario di applicazione | Materiale consigliato | Vantaggi caratteristici | Effetto di miglioramento della deformazione |
|---|---|---|---|
| Elettronica di consumo generale | FR-4 ad alto Tg (Tg≥170℃) | Buona resistenza al calore | Resistenza alla deformazione superiore del 30% rispetto ai materiali tradizionali |
| Elettronica automobilistica | FR-4 speciale (Tg>180℃) | Stabilità alle alte temperature | Adatto per ambienti con temperature elevate nel vano motore |
| Applicazioni ad alta frequenza | Compositi rinforzati con fibra di carbonio | CTE riducibile a 8 ppm/℃ | Riduzione del 50% della deformazione termica |
| Ambienti con elevata umidità | Compositi in PTFE | Assorbimento d'acqua ≤0,1% | Eccellente resistenza all'umidità |
4.2 Strategie di ottimizzazione della progettazione
Design Copper Balance
- Layout simmetrico: Controllare la differenza dell'area di rame tra i lati A/B entro il 15%.
- Colata di rame su griglia: Sostituire il rame continuo con un motivo a griglia (larghezza/spaziatura delle linee ≥0,5 mm), riducendo lo stress termico del 30%.
- Trattamento delle aree cave: Aggiungere blocchi di rame bilanciati o lavorare il rame versato sui bordi
Elementi essenziali di progettazione strutturale
- Equilibrio interstrato: Garantire una distribuzione simmetrica del foglio in PP nei pannelli multistrato, con uno spessore uniforme tra 1-2 e 5-6 strati.
- Selezione dello spessore: Spessore consigliato ≥1,6 mm per schede SMT, il rischio di deformazione aumenta di 3 volte per schede inferiori a 0,8 mm.
- Progettazione del pannello: Utilizzare strutture a pannelli di tipo X per distribuire lo stress, con un adeguato controllo dello spessore residuo con taglio a V.
4.3 Controllo del processo produttivo
Ottimizzazione del processo di laminazione
Esempio di processo a pressione graduale:
- Fase di penetrazione: 5-10 kg/cm² per il flusso completo della resina
- Fase di diffusione: 20-25 kg/cm² per un incollaggio ottimale tra gli strati
- Fase di stagionatura: 30-35 kg/cm² per la polimerizzazione completa
Profilo di controllo della temperatura:
- Tasso di riscaldamento: Riscaldamento lento a 1 °C/min
- Fase di ammollo: Immergere gradualmente a 130 °C/150 °C per 10 minuti ciascuno.
- Effetto: Miglioramento del 40% nell'uniformità del flusso della resina
Punti chiave di controllo del processo
- Pre-taglio Cottura: 150 °C, 8±2 ore per rimuovere l'umidità e rilasciare lo stress
- Trattamento con preimpregnati: Distinguere la direzione dell'ordito e quella della trama (il tasso di restringimento dell'ordito è inferiore dello 0,2% rispetto a quello della trama)
- Controllo del raffreddamento: Utilizzare il raffreddamento graduale, con una pausa di 5 minuti ogni 10 °C di diminuzione della temperatura.
- Livellamento post-aria calda: Raffreddamento naturale su lastre di marmo, evitando un raffreddamento rapido
4.4 Gestione dello stoccaggio e del trasporto
- Controllo ambientale: 15-25 °C, 40-60% di umidità relativa, fluttuazioni a breve termine ≤10% di umidità relativa/4 ore
- Metodi di impilaggio: Impilaggio orizzontale ≤30 fogli (≤20 per pannelli di precisione), evitare lo stoccaggio verticale
- Protezione dell'imballaggio: Sacchetti sottovuoto in foglio di alluminio + essiccante in gel di silice (≥5 g/m²), materiale di isolamento ammortizzante
5. Metodi di riparazione della deformazione dei PCB
5.1 Riparazione durante il processo
- Livellamento a rulli: Trattamento immediato delle tavole deformate individuate durante i processi che utilizzano macchine livellatrici a rulli.
- Livellamento a caldo: Utilizzare stampi a forma di arco per la cottura e il livellamento in prossimità della temperatura Tg del substrato.
5.2 Riparazione della tavola finita
| Metodo di riparazione | Scenari applicabili | Efficacia | I rischi |
|---|---|---|---|
| Livellamento a freddo | Leggera deformazione | media | Tendenza al rimbalzo |
| Livellamento a caldo | Deformazione moderata | buona | Possibile scolorimento |
| Pressa a caldo per modanature ad arco | Varie condizioni di deformazione | Il migliore | Controllo temperatura/tempo richiesto |
Fasi della pressatura a caldo dello stampo a arco:
- Posizionare il PCB deformato con la superficie curva rivolta verso la superficie dello stampo.
- Regolare le viti di fissaggio per deformare il PCB nella direzione opposta.
- Mettere in forno e riscaldare vicino alla temperatura Tg del substrato.
- Mantenere per un tempo sufficiente al completo rilassamento dello stress.
- Rimuovere dallo stampo dopo il raffreddamento e la stabilizzazione
6. Rilevamento e controllo qualità
Confronto tra metodi di rilevamento della deformazione dei PCB
| Metodo di rilevamento | precisione | Velocità | costo | Scenari applicabili |
|---|---|---|---|---|
| Ispezione visiva | basso | Veloce | basso | Selezione preliminare |
| Righello/calibro a spessore | Medio | Medio | basso | Ispezione di routine |
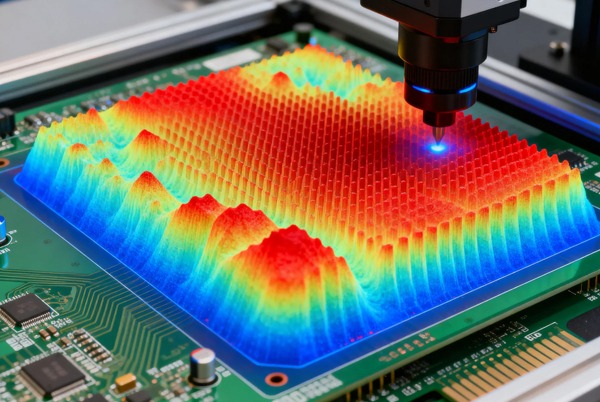
| Scansione laser | elevata | Veloce | elevata | Produzione di massa |
| Sistema AOI | elevata | Medio | elevata | Rilevamento ad alta precisione |
Tecniche pratiche di controllo qualità
- Ispezione in entrata: Utilizzare un righello + uno spessimetro per misurare gli spazi vuoti ai quattro angoli e al centro dei bordi lunghi, segnalare se superano 0,3 mm.
- Pre-saldaturaIl preriscaldamento è particolarmente necessario per le lastre di rame spesse al fine di rilasciare le tensioni.
- Monitoraggio regolare: Controllare l'ossidazione della lamina di rame per periodi di stoccaggio superiori a 6 mesi (scartare se la differenza di colore ΔE>5).
sintesi
La deformazione dei PCB è un fattore critico che influisce sulla qualità dei prodotti elettronici. Attraverso misure multidimensionali che includono la selezione dei materiali, l'ottimizzazione della progettazione, il controllo dei processi e la gestione dello stoccaggio, è possibile controllare efficacemente la deformazione entro i limiti richiesti. Per i problemi di deformazione esistenti, metodi di riparazione appropriati possono anche recuperare le perdite. Il controllo della deformazione dei PCB non è solo una questione tecnica, ma anche un riflesso completo della gestione dei costi e della qualità, che richiede uno sforzo collaborativo da parte dei reparti di progettazione, produzione e qualità.










Messaggi correlati