¿Para qué sirven las almohadillas de soldadura sin relleno en una placa de circuito impreso?
Al fabricar PCB En las placas de circuitos impresos, las conexiones eléctricas entre los componentes electrónicos y la placa se realizan tendiendo el cableado en la superficie de la placa, instalando los componentes electrónicos y soldándolos en su lugar. Unas buenas conexiones y la resistencia de las soldaduras son fundamentales para el funcionamiento normal de las placas de circuitos.
Tabla de contenidos
1. Propósitos de diseño de las uniones soldadas sin relleno
- Funcionalidad del punto de prueba
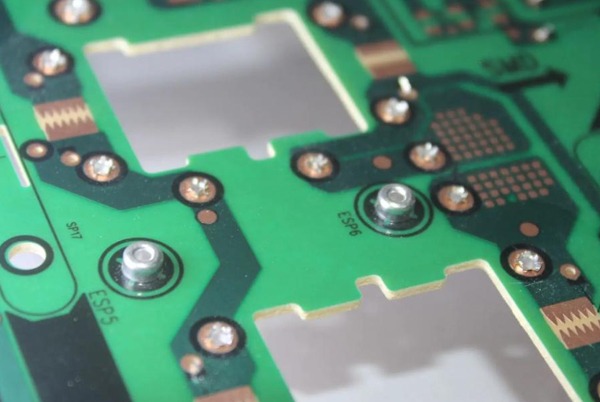
- Pruebas eléctricas: Las zonas de cobre expuestas sirven como puntos de prueba para osciloscopios, comprobadores de sonda volante y otros dispositivos similares.
- Verificación del proceso: Post-reflujo/soldadura por ola, los puntos de prueba validan los parámetros del proceso.
- Requisitos especiales de diseño
- Disipación del calor: El cobre expuesto en trazados de alta corriente mejora el rendimiento térmico (requiere cálculos de capacidad de transporte de corriente).
- Depuración de RF: Puntos de prueba de impedancia no enmascarados para circuitos de alta frecuencia (se recomienda chapado en oro).
2. Mecanismos de impacto del rendimiento eléctrico
| Dimensión del impacto | Mecanismo | Escenario típico |
|---|---|---|
| Resistencia de contacto | Las capas de óxido aumentan la impedancia entre 3 y 5 veces | Caída de tensión excesiva en los circuitos de potencia |
| Pérdida de señal de alta frecuencia | Los desajustes de impedancia provocan pérdidas de retorno (>3 dB) | Aumento de la tasa de bits erróneos en los módulos 5G |
| Fiabilidad térmica | La mayor resistencia térmica aumenta la temperatura de la unión entre 10 y 15 °C. | Fallo prematuro de los MOSFET de potencia |
3. Técnicas de inspección de la calidad de las uniones soldadas
- Soluciones industriales
- 3D SPI: Medición del espesor de la pasta de soldadura (±5μm de precisión).
- Rayos X de microenfoque: Detecta huecos BGA de 0,2μm de nivel (tasa de detección del 99,7%).
- Soluciones rentables
- Penetración de colorante rojo: Detección de grietas de bajo coste (ahorro 80%)
- Imágenes térmicas: Identifica las juntas frías mediante anomalías de temperatura
4. Parámetros clave de control del proceso
Perfil de soldadura por reflujo (ejemplo de proceso sin plomo)
- Precalentamiento: 150°C (velocidad de rampa 1-2°C/s)
- Tiempo de remojo: 90 seg (estabilización ±5°C)
- Temperatura máxima: 245°C (30-45 segundos de duración)
- Velocidad de enfriamiento: 3°C/s (evita el choque térmico)
Problemas comunes y soluciones
P1: Problemas de integridad de la señal en circuitos de alta frecuencia: ¿sospechas de soldaduras sin relleno?
A1: Utilice la reflectometría de dominio temporal (TDR) para localizar las discontinuidades de impedancia y, a continuación, verifíquelas con rayos X. Recomendaciones:
- Utilizar aleaciones de soldadura de baja pérdida (por ejemplo, SnAgCu).
- Diseño de puntos de prueba con compensación de impedancia
P2: ¿Cómo solucionar rápidamente el problema de las juntas de soldadura frías en la producción en serie?
A2: Aplicar un método de control en tres etapas:
- Optimización del esténcil: Aumento del tamaño de apertura en 5%
- Atmósfera de nitrógeno: Mantener niveles de O₂ <1000ppm.
- AOI en línea: añadir inspección lateral
P3: ¿Se oxida el cobre expuesto en ambientes húmedos, provocando un mal contacto?
A3: Estrategia de protección a tres niveles:
- Primario: Níquel químico por inmersión en oro (ENIG)
- Secundario: Revestimiento de conformación local (resina de curado UV)
- Terciario: Diseño impermeable con clasificación IP67









Entradas relacionadas