Nella moderna produzione elettronica, la qualità degli assemblaggi di circuiti stampati (PCBA) determina direttamente le prestazioni e l'affidabilità del prodotto finale. Apparecchi di prova per le tecnologie dell'informazione e della comunicazione (TIC)come veicolo di esecuzione critico per Test in circuito (ICT), non sono semplici strumenti di ispezione automatizzati, ma sono le apparecchiature tecnologiche di base che consentono una verifica dell'assemblaggio ad alta precisione e ad alta efficienza. Verificano sistematicamente il corretto posizionamento dei componenti, la polarità, l'integrità e la qualità delle giunzioni di saldatura attraverso test elettrici precisi, consentendo così di prevenire i difetti e di controllare la qualità nella produzione di massa.
TOPFAST, un produttore professionale di PCB, fornirà un'analisi approfondita dei principi di funzionamento, dei vantaggi tecnici e delle strategie di implementazione dei dispositivi di test ICT. Questa risorsa offre profondità e valore pratico agli ingegneri di produzione elettronica, agli specialisti del controllo qualità e ai responsabili della produzione.
Indice per materie
Dispositivi di prova ICT: Definizione, struttura e significato tecnico
1.1 Che cos'è un dispositivo di prova ICT?
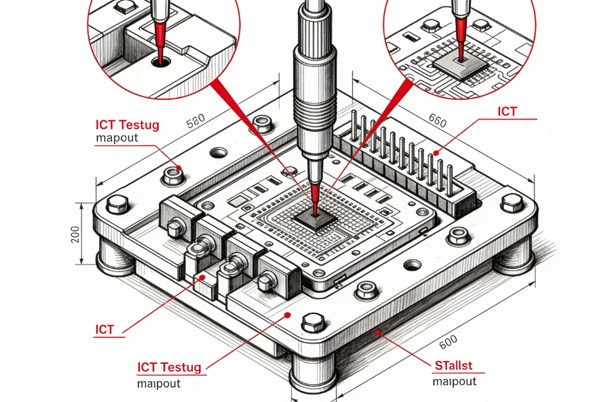
Un dispositivo di test ICT, spesso chiamato "dispositivo a letto di chiodi", è un dispositivo di interfaccia meccatronica di alta precisione utilizzato per fissare fisicamente e collegare elettricamente in modo sicuro un PCB a un sistema di apparecchiature di test automatizzate (ATE) durante i test. La sua struttura principale comprende:
- Schiera di sonde a molla: Layout personalizzato basato su punti di test preimpostati sul PCB, che consente un contatto sincrono a più punti.
- Piastra di base del dispositivo e meccanismo di allineamento: Assicura un allineamento preciso tra il PCB e le sonde.
- Sistema di azionamento: Come i meccanismi di bloccaggio pneumatici, a vuoto o meccanici, che forniscono una forza di bloccaggio affidabile.
1.2 Significato tecnico: Intercettazione precoce dei difetti e impatto economico
Il valore fondamentale del test TIC risiede nel suo capacità di intercettazione dei difetti in fase iniziale. Le ricerche indicano che l'esecuzione di test ICT subito dopo l'assemblaggio SMT può identificare fino a 98% di difetti di produzione, riducendo i costi di rilavorazione nelle fasi successive di 30-50%. Per settori ad alta affidabilità come l'elettronica automobilistica, i dispositivi medici e l'aerospaziale, l'ICT è un componente cruciale di una strategia di produzione a "zero difetti".
Approfondimento sul settore: Con l'aumento della densità di assemblaggio dei PCB e la miniaturizzazione dei componenti (ad esempio, pacchetti 01005), l'ispezione visiva manuale e l'AOI presentano limitazioni nella verifica delle prestazioni elettriche. L'ICT, attraverso la misurazione diretta del segnale elettrico, fornisce una profondità di verifica insostituibile.
Come i test ICT raggiungono le quattro funzioni di verifica fondamentali
2.1 Verifica del corretto posizionamento dei componenti
L'ICT determina se un componente si trova nella posizione corretta e rientra nelle specifiche misurando i suoi parametri elettrici (resistenza, capacità, induttanza, ecc.). Ad esempio:
- Verifica del resistore: Il sistema di test applica una corrente nota sul componente, misura la caduta di tensione e calcola la resistenza effettiva.
- Verifica della capacità: Misura la caratteristica di impedenza capacitiva utilizzando un segnale CA.
Quando le misure non rientrano negli intervalli di tolleranza preimpostati, il sistema segnala automaticamente il "posizionamento errato" o la "deriva dei parametri", particolarmente utile per identificare i problemi di posizionamento errato dei lotti causati da errori dell'alimentatore.
2.2 Controllo della polarità: La chiave per la sicurezza contro gli errori
L'orientamento errato dei componenti sensibili alla polarità (come diodi, condensatori elettrolitici e circuiti integrati) può causare cortocircuiti, danni ai componenti e persino il rischio di incendio. ICT esegue test elettrici direzionali per giudicare:
- Test dei diodi: Verifica la caduta di tensione in avanti (~0,6-0,7V) con polarizzazione in avanti e l'alta impedenza con polarizzazione inversa.
- Test del condensatore polarizzato: Giudica la direzione di installazione combinando la misurazione della capacità con il rilevamento della corrente di dispersione.
2.3 Rilevamento dei componenti mancanti: Test di continuità e tecniche di rilevamento parallele
L'ICT utilizza test di apertura/cortocircuito per determinare rapidamente la presenza dei componenti. Per i componenti passivi, le parti mancanti vengono rilevate misurando un'impedenza anormalmente alta (aperta) tra i nodi. Per le aree con più componenti, come i circuiti integrati, Scansione dei confini consente il rilevamento parallelo su larga scala, migliorando in modo significativo l'efficienza dei test.
2.4 Valutazione della qualità dei giunti a saldare: Dalla connettività elettrica alla previsione dell'affidabilità
I difetti dei giunti di saldatura (giunti di saldatura freddi, saldatura insufficiente, ponti, ecc.) sono una delle principali cause di guasti intermittenti. L'ICT valuta la continuità elettrica dei giunti di saldatura attraverso la misurazione della bassa resistenza (spesso utilizzando un metodo di rilevamento Kelvin a 4 fili):
- Buon giunto a saldare: In genere presenta una resistenza inferiore a 0,1Ω.
- Giunto a saldare sospetto: Resistenza compresa tra 0,1-1Ω, potenzialmente indicativa di microfessure o saldatura insufficiente.
- Giunto a saldare difettoso: Resistenza eccessivamente elevata o circuito completamente aperto.
È importante notare che il TIC, pur identificando efficacemente i difetti di connessione elettrica, non è in grado di valutare la resistenza meccanica o i difetti visivi dei giunti di saldatura. Pertanto, viene spesso combinato con Ispezione ottica automatizzata (AOI) o Ispezione automatizzata a raggi X (AXI) per formare una strategia di test complementare.
Tipi di dispositivi di prova ICT e guida alla scelta
| Tipo di apparecchio | Scenari applicabili | vantaggi | Limitazioni |
|---|---|---|---|
| Apparecchio a vuoto | PCB ad alta densità, produzione di massa | Elevata precisione di allineamento, eccellente coerenza del test | Costo iniziale elevato, richiede la manutenzione del sistema di aspirazione |
| Apparecchio pneumatico | Volume medio-alto, cicli di test rapidi | Serraggio stabile, velocità di funzionamento elevata | Richiede un'alimentazione d'aria, può essere rumoroso |
| Apparecchio manuale | Verifica di prototipi, volumi ridotti, debug di R&S | Basso costo, alta flessibilità | Bassa efficienza del test, dipendente dall'operatore |
| Apparecchio personalizzato con letto di chiodi | Schede complesse, dispositivi ad alto numero di pin | Elevata copertura dei test, elevata scalabilità | Tempi di progettazione lunghi, costi di personalizzazione elevati |
Raccomandazioni per la selezione:
- Per la produzione di massa come l'elettronica automobilistica, un dispositivo per il vuoto con sonde ad alta densità è consigliato per garantire la stabilità del test.
- Per le schede di controllo industriale multivariate e a basso volume, una apparecchio pneumatico modulare può bilanciare investimenti e flessibilità.
Migliori pratiche per l'implementazione dei test ICT e la progettazione per la testabilità (DFT)
4.1 Principi di progettazione per la testabilità (DFT)
- Fornire punti di prova: Progettare piazzole di prova con un diametro ≥0,9 mm su tutti i nodi critici della rete.
- Evitare l'ostruzione: Mantenere uno spazio di 5 mm intorno ai punti di prova dai componenti alti.
- Isolare l'alimentazione e la terra: Consente di eseguire test isolati di reti di alimentazione tramite pin di test per migliorare l'accuratezza dell'isolamento dei guasti.
- Incorporare la scansione dei confini: Integrare interfacce JTAG per circuiti integrati complessi (ad esempio, FPGA, processori) per migliorare la controllabilità e l'osservabilità.
Integrazione dei processi e analisi dei dati
- Generazione del programma di test: Generazione automatica di vettori di prova dai dati CAD per ridurre i tempi di programmazione.
- Tracciabilità dei dati: Collegare i risultati dei test ICT con i lotti di produzione e i lotti dei componenti per la tracciabilità della qualità.
- Analisi delle tendenze: Utilizzare il controllo statistico del processo (SPC) per identificare le derive del processo (ad esempio, problemi di stampa della pasta saldante, anomalie del profilo di riflusso).
Sfide tecniche ed evoluzione futura
5.1 Sfide attuali
- Limiti di miniaturizzazione: Aumenta la difficoltà di contatto fisico della sonda quando le dimensioni delle confezioni si riducono al di sotto di 0201.
- Limitazioni dei test ad alta frequenza: I test elettrici dei circuiti RF (>1GHz) richiedono progetti di accoppiamento di impedenza specializzati.
- Test di schede flessibili: Requisiti più elevati per l'allineamento e la stabilità dei contatti nei circuiti stampati flessibili (FPC).
5.2 Tendenze tecnologiche
- Tecnologie di test senza contatto: Combinando tecnologie come i test Flying Probe con l'ICT per adattarsi alla produzione ad alta miscelazione.
- Apparecchi intelligenti: Integrazione di sensori per il monitoraggio in tempo reale della pressione della sonda e della resistenza del contatto, per consentire la manutenzione predittiva.
- Test di fusione dei dati: L'utilizzo dell'intelligenza artificiale per amalgamare i dati TIC con i risultati dei test AOI, AXI e funzionali per ottenere un profilo di qualità completo.

conclusioni
Le attrezzature di prova ICT non sono semplici strumenti di ispezione, ma portatori di un approccio ingegneristico che abbraccia la progettazione, la produzione e la gestione della qualità. Attraverso una verifica elettrica precisa, garantiscono zero errori di posizionamento, zero inversioni di polarità e zero difetti di saldatura, migliorando in modo fondamentale l'affidabilità delle PCBA. Con l'avanzare delle fabbriche intelligenti e dell'Industria 4.0, l'ICT si sta integrando profondamente con l'IoT e l'analisi dei big data, evolvendo dal "rilevamento dei difetti" all'"ottimizzazione e previsione dei processi".
Per le imprese che perseguono l'eccellenza produttiva, investire in soluzioni avanzate di test ICT non è solo una misura di garanzia della qualità, ma una strategia fondamentale per aumentare la competitività sul mercato e ridurre i costi totali del ciclo di vita.
Sfide e contromisure per i dispositivi di test ICT
Conflitto centrale: Elevato investimento iniziale a fronte di rendimenti a lungo termine.
Soluzione: Condurre un Analisi del costo totale di proprietà (TCO)quantificare i costi evitati di rilavorazioni tardive, scarti e danni alla reputazione grazie all'intercettazione precoce dei difetti. Iniziate con un progetto pilota su un piccolo lotto di prodotti critici per dimostrare il ROI con i dati.
A: Conflitto centrale: Progetti di PCB ad alta densità e miniaturizzati contro la necessità di un contatto fisico con la sonda.
Soluzione: integra Progettazione per la testabilità (DFT) nella fase di layout del PCB, imponendo il posizionamento dei punti di test. Utilizzare microsonde, scansione perimetrale (JTAG), o integrare con Test della sonda volante.
A: Conflitto centrale: Programmazione complessa e dispendiosa in termini di tempo contro la necessità di un rapido adattamento alle modifiche del progetto.
Soluzione: Sfruttare il software per autogenerazione testare i framework dei programmi dai file di progettazione, creare una libreria di test standard dei componenti e implementare un rigoroso controllo di versione dei programmi.
A: Conflitto centrale: Le sonde sono materiali di consumo rispetto al requisito di risultati stabili e affidabili.
Soluzione: Implementare un Programma di manutenzione preventivapulizia giornaliera, manutenzione regolare, calibrazione periodica e mantenimento di una scorta di parti di ricambio critiche.
A: Conflitto centrale: L'ICT eccelle nei test elettrici, mentre non è in grado di rilevare difetti funzionali, visivi e nascosti.
Soluzione: Costruire un Strategia di test combinatoriointegrare le TIC con SPI, AOI, AXI e FCT per formare una "piramide di test" complementare per una copertura completa.