Inspección de pasta de soldadura
Tabla de contenidos
¿Qué es la inspección de pasta de soldadura?
La inspección de pasta de soldadura (SPI) es una tecnología de inspección automatizada basada en principios ópticos, diseñada específicamente para evaluar la calidad y precisión de la impresión de pasta de soldadura en procesos SMT. En las líneas de producción de montaje SMT, la pasta de soldadura se imprime con precisión en las almohadillas de las placas de circuito impreso mediante una plantilla de acero. La precisión de este proceso es crítica, ya que incluso pequeñas desviaciones pueden provocar defectos posteriores.
El papel de la inspección de la pasta de soldadura
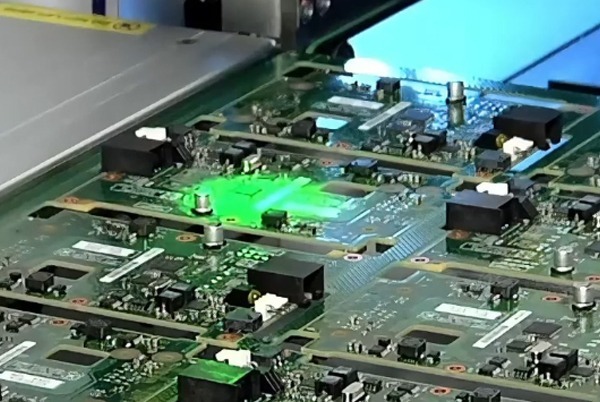
Los sistemas SPI modernos suelen integrar cámaras de alta resolución, iluminación multiángulo y algoritmos avanzados de procesamiento de imágenes. Cuando el PCB entra en la zona de inspección, el sistema captura imágenes de alta resolución de la pasta de soldadura desde múltiples ángulos y, a continuación, utiliza la tecnología de reconstrucción 3D para medir con precisión parámetros clave como el volumen, la altura, el área y el desplazamiento posicional de cada punto de pasta de soldadura. A diferencia de la inspección bidimensional tradicional, los sistemas SPI avanzados proporcionan verdaderos datos de medición tridimensionales con una precisión de detección que alcanza el nivel de la micra, superando con creces las capacidades de la inspección manual.
La inspección de la pasta de soldadura desempeña múltiples funciones críticas en el proceso de producción SMT. En primer lugar, actúa como "espejo de la calidad de la colocación", reflejando de forma exhaustiva la uniformidad, adecuación y precisión posicional de la impresión de la pasta de soldadura. En segundo lugar, como "guardián de los defectos de soldadura", SPI puede identificar posibles problemas de soldadura en una fase temprana, como pasta de soldadura insuficiente, excesiva o desalineada, evitando que los defectos entren en procesos posteriores. Además, los sistemas SPI actúan como el "acelerador de la eficiencia", reduciendo significativamente la repetición de trabajos y los desechos causados por una pasta de soldadura deficiente gracias a la supervisión de la calidad en tiempo real y a la información inmediata, mejorando así la eficiencia general de la producción.
Los sistemas SPI modernos ya no son simples herramientas de inspección; están equipados con potentes capacidades de análisis y procesamiento de datos, lo que les permite generar automáticamente informes de inspección detallados y registrar los datos de calidad de la pasta de soldadura de cada PCB. Estos datos históricos son de gran valor para la optimización de procesos, la trazabilidad de la calidad y la mejora continua, lo que convierte a los sistemas SPI en "expertos basados en datos" que ayudan a los fabricantes a lograr un control de procesos más refinado.
La importancia de la inspección de la pasta de soldadura
En el completo tecnología de montaje en superficie (SMT), la inspección de la pasta de soldadura no es un paso prescindible, sino un punto de control crítico que garantiza la calidad del producto final. La pasta de soldadura sirve de interfaz eléctrica y mecánica entre los componentes electrónicos y las placas de circuito impreso, y su calidad repercute directamente en la fiabilidad de millones de uniones soldadas. Incluso un pequeño defecto en la pasta de soldadura puede hacer que todo el dispositivo electrónico funcione mal, y en campos críticos como la electrónica del automóvil y los dispositivos médicos, estos fallos podrían tener graves consecuencias.
1. Espesor de la pasta de soldadura
El grosor de la pasta de soldadura es uno de los parámetros fundamentales en la inspección SPI, ya que afecta directamente a la estabilidad de la unión soldada. Una pasta de soldadura demasiado fina puede dar lugar a una resistencia insuficiente de la unión, lo que provoca uniones de soldadura frías o soldaduras incompletas; por el contrario, una pasta de soldadura excesivamente gruesa puede provocar cortocircuitos, especialmente en componentes de paso fino como BGA o QFN. Los sistemas SPI miden con precisión la altura y el volumen de cada punto de pasta de soldadura para garantizar que se encuentran dentro del rango óptimo requerido por el proceso, evitando así estos defectos de soldadura habituales.
2. Desde la perspectiva del control de calidad
La inspección de pasta de soldadura encarna la moderna filosofía de gestión de calidad de "prevención sobre corrección". A diferencia de la inspección tradicional posterior a la soldadura, SPI identifica los problemas antes de soldar, reduciendo significativamente los costes de reprocesado y el desperdicio de material. Tras la inspección del sistema SPI, las líneas de producción SMT suelen registrar un aumento de 15-25% en el rendimiento de la primera pasada y una reducción de más de 30% en los costes de calidad, con un periodo de amortización de la inversión que no suele superar el año.
3. Para la optimización del proceso
La gran cantidad de datos que proporcionan los sistemas SPI tiene un valor incalculable. Mediante el análisis de los índices de capacidad del proceso (CPK), los patrones de distribución de defectos y las tendencias temporales en la impresión de pasta de soldadura, los ingenieros de procesos pueden ajustar con precisión el diseño del esténcil, los parámetros de la rasqueta y la configuración de impresión para optimizar continuamente los procesos de producción. Por ejemplo, si los datos del SPI muestran un volumen sistemáticamente insuficiente de pasta de soldadura en determinados lugares, puede ser necesario comprobar si las aberturas del esténcil están obstruidas o si la presión de la rasqueta es uniforme.
En los sectores de fabricación electrónica de alta fiabilidad, como el aeroespacial, la electrónica de automoción y los dispositivos médicos, la inspección de la pasta de soldadura se ha convertido en un paso indispensable del proceso. Los productos de estos sectores deben soportar a menudo condiciones ambientales extremas, y cualquier defecto de soldadura podría tener consecuencias catastróficas. Mediante la aplicación de estrictas normas de inspección de la pasta de soldadura, los fabricantes pueden mejorar significativamente la fiabilidad del producto, reducir las tasas de fallos en campo y proteger la reputación de la marca.
Normas de inspección de pasta de soldadura
Para garantizar la coherencia y fiabilidad de la inspección de la pasta de soldadura, el sector ha establecido un amplio conjunto de normas de inspección que abarcan múltiples dimensiones, desde el análisis de componentes hasta las pruebas de rendimiento mecánico. Estas normas no solo guían la configuración de los parámetros de los equipos SPI, sino que también proporcionan una base objetiva para evaluar los procesos de impresión de pasta de soldadura.
1. Pruebas de corrosión por residuos de fundente
Según normas como JS.Z-3197 e IPC-TM-650, se realizan ensayos de envejecimiento acelerado para evaluar el riesgo potencial de corrosión de los residuos de fundente en superficies metálicas. Las pruebas suelen implicar la exposición de las muestras a entornos de alta temperatura y humedad, seguida de un análisis microscópico y químico para detectar signos de corrosión. Esta prueba es especialmente importante en el caso de las pastas de soldadura no limpias, ya que las sustancias activas residuales pueden provocar corrosión gradualmente a lo largo de la vida útil del producto.
2. Pruebas de resistencia del aislamiento
La prueba simula las condiciones reales de trabajo y mide el valor de la resistencia entre conductores adyacentes para garantizar el cumplimiento de las normas de seguridad. Esto es especialmente importante para las placas de circuito impreso de alta densidad, ya que incluso pequeñas corrientes de fuga pueden provocar fallos en el funcionamiento de los circuitos. Las condiciones de prueba suelen incluir doble tensión a 85 °C de temperatura y 85% de humedad relativa para evaluar el rendimiento en las condiciones más severas.
3. Pruebas de electromigración y corriente de fuga
Cuando hay contaminación iónica y humedad, los iones metálicos pueden migrar bajo la influencia de un campo eléctrico, provocando la degradación del aislamiento o incluso cortocircuitos. La prueba aplica una tensión de polarización y controla los cambios de corriente para evaluar la resistencia de la formulación de la pasta de soldadura a la migración de electrones. La pasta de soldadura que cumple las normas debe mantener unas características eléctricas estables durante toda la vida útil prevista del producto.
4. Pruebas de fiabilidad de uniones soldadas
Se utiliza un equipo de medición de fuerza de precisión para aplicar una fuerza gradualmente creciente a la junta de soldadura hasta que se produce la fractura, registrando la capacidad de carga de fuerza máxima. Esta prueba no sólo evalúa el rendimiento de la propia pasta de soldadura, sino que también verifica la fiabilidad de todo el proceso de soldadura. En aplicaciones como la electrónica del automóvil, sometida a vibraciones, la resistencia mecánica de la unión soldada es un indicador crítico de fiabilidad.
5. Análisis de rayos X y sección transversal
Las imágenes de rayos X pueden detectar de forma no destructiva defectos internos como burbujas, huecos y rellenos insuficientes; el análisis de secciones proporciona información más detallada sobre la estructura de la interfaz y la formación de compuestos intermetálicos mediante la observación microscópica. Especialmente en el caso de uniones soldadas ocultas, como BGA y CSP, estas técnicas son el único medio eficaz para evaluar la calidad.
6. Pruebas de estrés ambiental
Entre ellos se incluyen ensayos de vibración, choque, ciclos térmicos y caídas, que evalúan de forma exhaustiva la estabilidad del rendimiento de las uniones soldadas en diversas condiciones de estrés. Por ejemplo, las pruebas de ciclos térmicos simulan las fluctuaciones de temperatura causadas por las diferencias de temperatura entre el día y la noche o los ciclos de alimentación de los dispositivos, verificando la resistencia a la fatiga de las uniones soldadas. Estas pruebas de envejecimiento acelerado pueden predecir la fiabilidad a largo plazo de las uniones soldadas en entornos de uso reales.
Proceso de inspección de pasta de soldadura
La aplicación de la inspección de pasta de soldadura sigue un proceso riguroso y sistemático para garantizar la precisión y coherencia de los resultados de la inspección. Desde la preparación de los equipos hasta el análisis de los datos, cada paso tiene sus requisitos técnicos y normas operativas específicos.
1. Preparación del sistema antes de la inspección
La base para garantizar el funcionamiento eficaz de SPI. Esto incluye la calibración periódica del equipo, utilizando bloques estándar para verificar la precisión de las mediciones; la selección de fuentes de iluminación adecuadas, ya que las diferentes aleaciones de pasta de soldadura y tratamientos de superficie de las placas de circuito impreso requieren diferentes esquemas de iluminación; y la optimización del programa de inspección, estableciendo umbrales de parámetros y áreas de inspección adecuados en función de las características específicas del producto. Los sistemas SPI modernos suelen ofrecer funciones de calibración automática, pero los operarios deben verificar periódicamente el rendimiento del sistema.
2. Supervisión en tiempo real durante la inspección
El valor fundamental de SPI. Una vez que la placa de circuito impreso entra en la zona de inspección, el sistema realiza una exploración de toda la placa en cuestión de segundos, generando datos morfológicos tridimensionales para cada punto de pasta de soldadura. Algoritmos avanzados comparan estos valores de medición con estándares predefinidos para identificar anomalías como volumen insuficiente, deformidades de forma o desplazamientos posicionales. La interfaz de usuario suele mostrar las ubicaciones de los defectos y los niveles de gravedad mediante visuales codificados por colores para una evaluación rápida.
3. Registro y análisis de datos
La base inteligente del sistema SPI. Los datos de inspección completos de cada PCB se almacenan automáticamente, incluidos los valores de medición, las imágenes de defectos y las distribuciones estadísticas. Estos datos históricos pueden utilizarse para generar análisis de capacidad del proceso, gráficos de tendencias y análisis de defectos de Pareto, lo que ayuda a identificar problemas sistémicos y fluctuaciones del proceso. Algunos sistemas avanzados también pueden utilizar tecnología de aprendizaje automático para descubrir patrones sutiles en grandes conjuntos de datos que son difíciles de detectar para el ojo humano.
4. Control de realimentación en bucle cerrado
Eleva el SPI de una mera herramienta de inspección a un motor de optimización de procesos. Cuando se detectan defectos sistémicos, el sistema SPI puede enviar automáticamente instrucciones de ajuste a la máquina de impresión, como modificar la presión de la racleta o la velocidad de impresión. Este mecanismo de retroalimentación en tiempo real reduce significativamente los retrasos y errores causados por la intervención humana, logrando un verdadero control inteligente del proceso. En entornos de producción de alta mezcla, el sistema también puede recuperar automáticamente los ajustes de parámetros para diferentes productos, reduciendo el tiempo de cambio.
5. Visualización de los resultados de la inspección
Una herramienta esencial para la comunicación de la calidad. Los informes generados por el sistema SPI suelen incluir mapas de localización de defectos, estadísticas de parámetros clave e índices de capacidad del proceso. Estos informes pueden enviarse automáticamente a las partes interesadas para activar las acciones correctivas necesarias. Para las auditorías de clientes o los requisitos de certificación, el sistema también puede generar registros de inspección en formatos estándar del sector para cumplir los requisitos de trazabilidad.
6. Ciclo de mejora continua
Maximizar el valor de SPI. Mediante la revisión periódica de los datos de inspección, los equipos de proceso pueden identificar tendencias a largo plazo, evaluar la eficacia de las medidas de mejora y planificar futuras direcciones de optimización. Este enfoque de mejora basado en datos es más sistemático y eficaz que los métodos tradicionales de ensayo y error, lo que permite mejoras estables de la calidad y la reducción de las tasas de defectos.
Problemas comunes en la inspección de pasta de soldadura
En los procesos de producción reales, la inspección de la pasta de soldadura puede encontrar diversos retos técnicos y problemas operativos. Comprender estos problemas comunes y sus soluciones puede ayudar a maximizar los beneficios de los sistemas SPI y garantizar la fiabilidad de los resultados de inspección.
Pregunta 1: El sistema SPI detecta un grosor desigual de la pasta de soldadura, pero la calidad de impresión real es buena. ¿Cuál puede ser la causa?
Solución: Esta situación suele deberse a errores de medición. En primer lugar, compruebe el estado de calibración del equipo SPI para asegurarse de que la precisión de la medición del eje Z cumple los requisitos. En segundo lugar, evalúe si el soporte de la placa de circuito impreso es plano; las placas alabeadas pueden provocar falsas variaciones de altura. Además, verifique que la composición de la aleación de la pasta de soldadura coincide con los ajustes del programa, ya que los distintos metales tienen propiedades reflectantes diferentes. Por último, confirme que los ajustes de iluminación son adecuados, ya que una iluminación demasiado fuerte o débil puede afectar a la precisión de la reconstrucción 3D.
Pregunta 2: ¿Cómo se puede reducir la tasa de falsos positivos en la inspección SPI?
Solución: Los falsos positivos reducen la eficacia de la detección y pueden mejorarse mediante una combinación de medidas. Optimice los ajustes del umbral de detección para evitar normas demasiado estrictas; utilice la función de clasificación por regiones para establecer diferentes criterios de aceptación para almohadillas de distintos tamaños; active algoritmos de filtrado inteligentes para ignorar características impresas irrelevantes, como marcas de caracteres; establezca una biblioteca de muestras de defectos típicos para entrenar al sistema a distinguir mejor entre defectos auténticos y variaciones aceptables del proceso. También es importante actualizar periódicamente el programa de detección para adaptarlo a las mejoras del proceso.
Pregunta 3: ¿Qué debe hacerse cuando las superficies muy reflectantes de la placa de circuito impreso dificultan la detección de SPI?
Solución: En el caso de las placas de circuito impreso muy reflectantes, como las superficies doradas, pueden tomarse medidas especiales. Ajuste el ángulo de la fuente de luz y utilice iluminación de ángulo bajo para reducir la reflexión directa; active el filtrado de polarización para suprimir la interferencia de la reflexión del espejo; utilice técnicas de exposición múltiple en el programa para combinar imágenes en diferentes condiciones de iluminación; considere la posibilidad de utilizar revestimientos auxiliares (como el spray mate temporal) para mejorar las propiedades ópticas de la superficie. Algunos sistemas SPI de gama alta también están equipados con fuentes de luz de longitud de onda especial diseñadas específicamente para abordar los retos que plantean las superficies altamente reflectantes.
Pregunta 4: ¿Cómo deben tratarse las discrepancias entre los resultados de las inspecciones SPI y AOI?
Solución: Cuando el SPI pasa pero la AOI detecta defectos de soldadura, analice sistemáticamente las causas de la discrepancia. Compruebe si hay retrasos, ya que la pasta de soldadura puede colapsarse u oxidarse después de la detección; evalúe la presión de montaje de los componentes, ya que una presión excesiva puede provocar la extrusión de la pasta de soldadura; considere si la curva de reflujo es adecuada, ya que una distribución inadecuada de la temperatura puede causar problemas de soldadura; verifique si los dos estándares de detección están alineados, ya que puede haber lagunas en la coordinación de estándares. Establecer una base de datos de análisis de correlación SPI-AOI puede ayudar a identificar la causa raíz.
Pregunta 5: ¿Cómo pueden utilizarse los datos SPI para optimizar los procesos de impresión de pasta de soldadura?
Solución: Los datos SPI son un valioso recurso para la optimización de procesos. Analice la distribución espacial de los defectos para identificar patrones relacionados con el diseño del esténcil o los parámetros de la impresora; calcule el índice de capacidad del proceso (CPK) para cuantificar la estabilidad del proceso actual; realice análisis de causa raíz para distinguir los efectos del material, el equipo, el método y los factores ambientales; aplique el DOE (diseño de experimentos) para determinar científicamente la combinación óptima de parámetros; establezca gráficos de control estadístico del proceso (SPC) para supervisar la tendencia de los cambios de los parámetros clave en tiempo real. Con estos métodos se puede conseguir una mejora continua de la calidad de impresión basada en datos.
Áreas de aplicación de la inspección de pasta de soldadura
La tecnología de inspección de pasta de soldadura ha penetrado en todos los ámbitos de la fabricación electrónica, desde la electrónica de consumo hasta los equipos de alta fiabilidad. Las distintas industrias han desarrollado modelos de aplicación SPI únicos basados en sus requisitos de calidad y características de producto.
Fabricación de electrónica de consumo
Para productos como teléfonos inteligentes, tabletas y dispositivos portátiles, los sistemas SPI abordan principalmente los retos de la inspección de placas de interconexión de alta densidad (HDI). Estos productos suelen utilizar componentes tan pequeños como 01005 o incluso más pequeños, con separaciones entre pads tan finas como 0,3 mm, lo que exige una precisión extremadamente alta en la impresión de pasta de soldadura. Los fabricantes de electrónica de consumo suelen desplegar equipos SPI de alta velocidad para ajustarse a sus programas de producción de gran volumen, al tiempo que aprovechan los datos SPI para realizar cambios rápidos de línea y optimizar los procesos.
Sector electrónico del automóvil
Los componentes críticos, como las unidades de control del motor, los sistemas de seguridad y los módulos ADAS, deben alcanzar una calidad de cero defectos, ya que cualquier defecto de soldadura podría plantear graves riesgos para la seguridad. Los fabricantes de electrónica de automoción suelen aplicar la inspección SPI 100% y mantener registros de datos a largo plazo para cumplir los requisitos de trazabilidad. Las normas de inspección también son más estrictas, normalmente 30-50% más estrictas que las de la electrónica de consumo. Además, se exigen pruebas especiales de fiabilidad, como análisis de fatiga termomecánica.
Sector de la electrónica médica
Los dispositivos implantables, los instrumentos de diagnóstico y los sistemas de imagen médica exigen una fiabilidad extremadamente alta a largo plazo. Estas aplicaciones suelen utilizar aleaciones de pasta de soldadura especializadas, como materiales que contienen plata, lo que requiere que los programas SPI se ajusten en consecuencia para medir con precisión las características de estas aleaciones. La fabricación médica también hace hincapié en la validación de procesos, por lo que los sistemas SPI deben proporcionar documentación de validación exhaustiva para demostrar el cumplimiento de los requisitos normativos médicos.
Sector electrónico aeroespacial y de defensa
Los satélites, la aviónica y los equipos militares deben soportar fluctuaciones extremas de temperatura, vibraciones y entornos de radiación. La inspección SPI para estas aplicaciones no sólo se centra en los parámetros convencionales, sino que también requiere una evaluación especial de la uniformidad de la microestructura de la pasta de soldadura y del contenido de impurezas. Los datos de inspección deben integrarse estrechamente con la certificación de materiales y la cualificación de procesos para formar una cadena completa de pruebas de calidad.
Electrónica industrial y sistemas de energía
Estas aplicaciones, que incluyen equipos de control de potencia, automatización industrial y sistemas de energías renovables, se caracterizan por tecnologías mixtas y placas de circuito impreso de gran tamaño. Los sistemas SPI deben manejar una amplia gama de juntas de soldadura, desde pequeños componentes SMD hasta módulos de alta potencia, y los procedimientos de detección deben ser muy flexibles y adaptables. Dado que estos dispositivos suelen tener requisitos de larga duración, los datos de detección de pasta de soldadura deben combinarse con modelos de predicción de fiabilidad a largo plazo.
Infraestructuras de comunicación
Como las estaciones base 5G, los equipos de red y el hardware de centros de datos, cuya fabricación electrónica tiene requisitos especiales de rendimiento de alta frecuencia. La forma geométrica y el acabado superficial de la pasta de soldadura afectan a la transmisión de señales de alta frecuencia, por lo que la inspección SPI debe centrarse en estos parámetros especiales. Las aplicaciones de ondas milimétricas requieren incluso la inspección de la rugosidad microscópica de la superficie de la pasta de soldadura, lo que impone mayores requisitos de resolución a los sistemas SPI.
Con el avance de la tecnología electrónica, campos emergentes como la electrónica flexible, el embalaje 3D y el sistema en paquete (SiP) también presentan nuevas oportunidades y retos para la inspección de pasta de soldadura. Estas aplicaciones no tradicionales exigen que los sistemas SPI tengan una mayor adaptabilidad y algoritmos de inspección innovadores para abordar las necesidades de inspección de las nuevas estructuras, como los sustratos no planos y las interconexiones tridimensionales.

Resumen resumen
La tecnología de inspección de pasta de soldadura ha evolucionado hasta convertirse en una medida de garantía de calidad indispensable en la fabricación de productos electrónicos modernos, cuya importancia se ve cada vez más acentuada por los requisitos de miniaturización, alta densidad y alta fiabilidad de los productos electrónicos. Desde una perspectiva técnica, los sistemas SPI logran un control exhaustivo de la calidad de impresión de la pasta de soldadura mediante mediciones 3D de alta precisión y análisis de datos inteligentes, trasladando el control de calidad a la fase previa a la soldadura y reduciendo significativamente los costes y riesgos por defectos.
Con el avance de la Industria 4.0 y la fabricación inteligente, la inspección de la pasta de soldadura está pasando de ser un proceso de inspección independiente a un nodo de control de procesos integrado. Los sistemas SPI modernos logran una integración perfecta de los datos de inspección con los sistemas de calidad de nivel empresarial mediante una profunda integración con MES (Manufacturing Execution Systems); aprovechando la inteligencia artificial y las tecnologías de aprendizaje automático, las capacidades de identificación de defectos y las funciones de mantenimiento predictivo de SPI se han mejorado significativamente; la puesta en marcha virtual y la optimización de procesos basada en la tecnología de gemelos digitales amplifican aún más el valor de los datos SPI.
En un entorno competitivo global en el que los ciclos de vida de los productos se acortan cada vez más, sólo las empresas que dominan las tecnologías más avanzadas de control de procesos y gestión de la calidad pueden ofrecer productos de alta fiabilidad, ganarse la confianza de los clientes y obtener el reconocimiento del mercado. La inspección de la pasta de soldadura, como componente crítico de este marco tecnológico, seguirá desempeñando un papel indispensable en el sector de la fabricación electrónica.










Entradas relacionadas