In der modernen Elektronikfertigung entscheidet die Qualität von Leiterplattenbaugruppen (PCBA) direkt über die Leistung und Zuverlässigkeit des Endprodukts. Prüfvorrichtungen für Informations- und Kommunikationstechnologie (ICT)als das entscheidende Ausführungsinstrument für In-Circuit-Prüfung (ICT) sind nicht nur automatisierte Inspektionswerkzeuge, sondern das technologische Kernstück, das eine hochpräzise, hocheffiziente Baugruppenprüfung ermöglicht. Sie überprüfen systematisch die korrekte Platzierung, Polarität, Unversehrtheit und Qualität der Lötstellen durch präzise elektrische Tests und ermöglichen so die Fehlervermeidung und Qualitätskontrolle in der Massenproduktion.
TOPFASTein professioneller Leiterplattenhersteller, bietet eine eingehende Analyse der Funktionsprinzipien, technischen Vorteile und Implementierungsstrategien von ICT-Testvorrichtungen. Diese Ressource bietet sowohl Tiefgang als auch praktischen Wert für Ingenieure in der Elektronikfertigung, Qualitätskontrollspezialisten und Produktionsmanager.
Inhaltsübersicht
ICT-Testvorrichtungen: Definition, Aufbau und technische Bedeutung
1.1 Was ist eine ICT-Testvorrichtung?
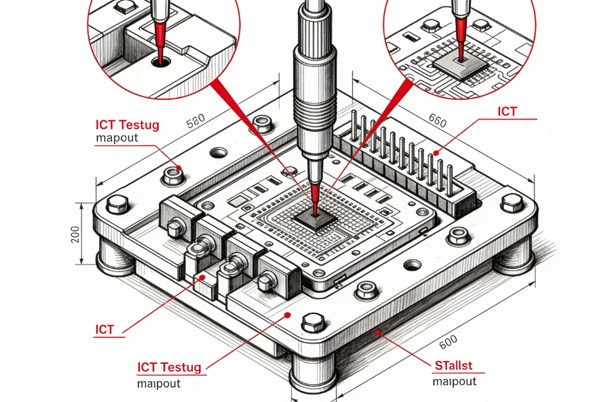
Eine ICT-Prüfvorrichtung, oft auch als Nagelbettvorrichtung" bezeichnet, ist ein hochpräzises mechatronisches Schnittstellengerät, das dazu dient, eine Leiterplatte während der Prüfung sicher zu befestigen und elektrisch mit einem automatisierten Prüfsystem (ATE) zu verbinden. Seine Kernstruktur umfasst:
- Federsonden-Array: Kundenspezifisches Layout basierend auf voreingestellten Testpunkten auf der Leiterplatte, die einen synchronen Mehrpunktkontakt ermöglichen.
- Grundplatte und Ausrichtungsmechanismus der Vorrichtung: Gewährleistet eine präzise Ausrichtung zwischen der Leiterplatte und den Sonden.
- Betätigungssystem: Wie z. B. pneumatische, Vakuum- oder mechanische Verriegelungsmechanismen, die eine zuverlässige Klemmkraft bieten.
1.2 Technische Bedeutung: Frühzeitige Fehlererkennung und wirtschaftliche Auswirkungen
Der Kernwert von ICT-Tests liegt in seiner Fähigkeit zum Abfangen von Fehlern im Frühstadium. Untersuchungen haben ergeben, dass durch die Durchführung von ICT-Tests unmittelbar nach der SMT-Bestückung bis zu 98% an Fertigungsfehlern erkannt werden können, wodurch sich die Kosten für spätere Nacharbeiten um 30-50% verringern. In Sektoren mit hoher Zuverlässigkeit wie der Automobilelektronik, der Medizintechnik und der Luft- und Raumfahrt ist die IKT eine entscheidende Komponente einer "Null-Fehler"-Strategie in der Fertigung.
Einblick in die Industrie: Da die Dichte der Leiterplattenbestückung zunimmt und die Komponenten immer kleiner werden (z. B. 01005-Gehäuse), stoßen manuelle Sichtprüfung und AOI bei der Überprüfung der elektrischen Leistung an ihre Grenzen. ICT bietet durch die direkte Messung elektrischer Signale eine unersetzliche Prüfungstiefe.
Wie ICT-Tests die vier Kernfunktionen der Verifizierung erfüllen
2.1 Überprüfung der korrekten Platzierung von Bauteilen
ICT bestimmt, ob sich ein Bauteil an der richtigen Stelle und innerhalb der Spezifikation befindet, indem es seine elektrischen Parameter (Widerstand, Kapazität, Induktivität usw.) misst. Zum Beispiel:
- Widerstandsüberprüfung: Das Prüfsystem legt einen bekannten Strom über das Bauteil an, misst den Spannungsabfall und berechnet den tatsächlichen Widerstand.
- Kapazitätsüberprüfung: Misst die kapazitive Impedanzcharakteristik unter Verwendung eines AC-Signals.
Wenn Messungen außerhalb der voreingestellten Toleranzbereiche liegen, zeigt das System automatisch "falsche Platzierung" oder "Parameterdrift" an, was besonders nützlich ist, um durch Zuführungsfehler verursachte Fehlplatzierungen zu erkennen.
2.2 Überprüfung der Polarität: Der Schlüssel zur Fehlersicherheit
Eine falsche Ausrichtung von polaritätsempfindlichen Bauteilen (wie Dioden, Elektrolytkondensatoren und ICs) kann zu Kurzschlüssen im Schaltkreis, zur Beschädigung von Bauteilen oder sogar zu Brandgefahr führen. ICT führt richtungsabhängige elektrische Prüfungen zur Beurteilung durch:
- Diodentest: Überprüft den Vorwärts-Spannungsabfall (~0,6-0,7 V) unter Vorwärtsspannung und die hohe Impedanz unter Sperrspannung.
- Test mit gepolten Kondensatoren: Beurteilt die Einbaurichtung durch Kombination von Kapazitätsmessung und Leckstromerkennung.
2.3 Erkennung fehlender Komponenten: Kontinuitätstests und parallele Erkennungstechniken
ICT verwendet Open/Short-Tests, um das Vorhandensein von Bauteilen schnell festzustellen. Bei passiven Bauteilen werden fehlende Teile durch Messung einer ungewöhnlich hohen Impedanz (offen) zwischen den Knotenpunkten festgestellt. Für Bereiche mit mehreren Komponenten wie integrierte Schaltungen, Boundary Scan Technologie ermöglicht die parallele Erkennung in großem Maßstab, was die Testeffizienz erheblich verbessert.
2.4 Bewertung der Qualität von Lötverbindungen: Von der elektrischen Konnektivität zur Zuverlässigkeitsvorhersage
Lötstellenfehler (kalte Lötstellen, unzureichendes Lot, Brückenbildung usw.) sind eine der Hauptursachen für intermittierende Ausfälle. ICT bewertet die elektrische Kontinuität von Lötstellen durch Niederohmmessung (oft unter Verwendung einer 4-Draht-Kelvin-Detektionsmethode):
- Gute Lötstelle: Weist in der Regel einen Widerstand von unter 0,1Ω auf.
- Verdächtige Lötstelle: Widerstand zwischen 0,1-1Ω, was auf Mikrorisse oder unzureichendes Lot hinweisen kann.
- Defekte Lötstelle: Übermäßig hoher Widerstand oder ein völlig offener Stromkreis.
Es ist wichtig zu wissen, dass ICT zwar effektiv elektrische Verbindungsfehler identifiziert, aber nicht die mechanische Festigkeit oder visuelle Fehler von Lötstellen beurteilen kann. Daher wird es oft kombiniert mit Automatisierte optische Inspektion (AOI) oder Automatisierte Röntgeninspektion (AXI) um eine ergänzende Prüfstrategie zu entwickeln.
Arten von ICT-Testvorrichtungen und Auswahlhilfe
| Vorrichtungsart | Anwendbare Szenarien | Vorteile | Beschränkungen |
|---|---|---|---|
| Vakuum-Halterung | PCBs mit hoher Dichte, Massenproduktion | Hohe Ausrichtungspräzision, hervorragende Testkonsistenz | Hohe Anschaffungskosten, erfordert Wartung des Vakuumsystems |
| Pneumatische Halterung | Mittleres bis hohes Volumen, schnelle Prüfzyklen | Stabile Klemmung, schnelle Arbeitsgeschwindigkeit | Erfordert eine Luftzufuhr, kann laut sein |
| Manuelle Halterung | Prototyp-Verifizierung, Kleinserien, F&E-Debugging | Geringe Kosten, hohe Flexibilität | Geringe Testeffizienz, bedienerabhängig |
| Benutzerdefinierte Nagelbettbefestigung | Komplexe Boards, Geräte mit hoher Pin-Zahl | Hohe Testabdeckung, hohe Skalierbarkeit | Lange Entwurfsvorlaufzeit, hohe Anpassungskosten |
Empfehlungen für die Auswahl:
- Für die Massenproduktion, z. B. in der Automobilelektronik, ist eine Vakuumbefestigung mit hochdichten Sonden wird empfohlen, um die Stabilität des Tests zu gewährleisten.
- Für industrielle Steuerplatinen mit mehreren Varianten und geringen Stückzahlen ist ein modulare pneumatische Halterung ein Gleichgewicht zwischen Investitionen und Flexibilität herstellen kann.
Best Practices für die Implementierung von ICT-Tests und Design for Testability (DFT)
4.1 Grundsätze des Designs für Testbarkeit (DFT)
- Testpunkte bereitstellen: Entwerfen Sie an allen kritischen Netzknoten Testpads mit einem Durchmesser von ≥0,9 mm.
- Vermeiden Sie Hindernisse: Halten Sie um die Prüfpunkte einen Abstand von 5 mm zu hohen Bauteilen ein.
- Trennen Sie Strom und Erde: Ermöglicht die isolierte Prüfung von Stromnetzen über Prüfstifte, um die Genauigkeit der Fehlerisolierung zu verbessern.
- Boundary Scan einbeziehen: Integration von JTAG-Schnittstellen für komplexe ICs (z. B. FPGAs, Prozessoren) zur Verbesserung der Kontrollierbarkeit und Beobachtbarkeit.
Prozessintegration und Datenanalyse
- Erstellung von Testprogrammen: Automatische Generierung von Prüfvektoren aus CAD-Daten zur Reduzierung der Programmierzeit.
- Rückverfolgbarkeit von Daten: Verknüpfen Sie ICT-Testergebnisse mit Produktionschargen und Komponentenchargen, um die Qualität zurückzuverfolgen.
- Trendanalyse: Nutzen Sie die statistische Prozesskontrolle (SPC), um Prozessabweichungen zu erkennen (z. B. Probleme beim Lotpastendruck, Anomalien im Reflowprofil).
Technische Herausforderungen und zukünftige Entwicklung
5.1 Aktuelle Herausforderungen
- Grenzen der Miniaturisierung: Zunehmende Schwierigkeit des physischen Sondenkontakts, wenn die Packungsgröße unter 0201 sinkt.
- Einschränkungen bei Hochfrequenztests: Die elektrische Prüfung von RF-Schaltungen (>1GHz) erfordert spezielle Designs zur Impedanzanpassung.
- Prüfung von flexiblen Leiterplatten: Höhere Anforderungen an die Ausrichtung und Kontaktstabilität von flexiblen gedruckten Schaltungen (FPC).
5.2 Technologische Trends
- Berührungslose Prüftechnologien: Kombination von Technologien wie der Flying Probe-Prüfung mit IKT zur Anpassung an die High-Mix-Produktion.
- Intelligente Vorrichtungen: Integrierte Sensoren für die Echtzeitüberwachung von Sondendruck und Kontaktwiderstand, die eine vorausschauende Wartung ermöglichen.
- Datenfusionstests: Einsatz von KI zur Zusammenführung von ICT-Daten mit AOI-, AXI- und Funktionstestergebnissen für ein umfassendes Qualitätsprofil.

Schlussfolgerung
ICT-Prüfvorrichtungen sind nicht nur Prüfwerkzeuge, sondern Träger eines systemtechnischen Ansatzes, der Design, Fertigung und Qualitätsmanagement umfasst. Durch eine präzise elektrische Prüfung gewährleisten sie, dass keine Platzierungsfehler, keine umgekehrten Polaritäten und keine Lötfehler auftreten, was die Zuverlässigkeit von PCBAs grundlegend verbessert. Im Zuge des Fortschritts der intelligenten Fabriken und der Industrie 4.0 wird die IKT immer stärker mit dem Internet der Dinge und der Big-Data-Analytik verknüpft und entwickelt sich von der "Fehlererkennung" zur "Prozessoptimierung und -vorhersage".
Für Unternehmen, die Spitzenleistungen in der Produktion anstreben, sind Investitionen in fortschrittliche IKT-Prüflösungen nicht nur eine Maßnahme zur Qualitätssicherung, sondern auch eine Kernstrategie zur Verbesserung der Wettbewerbsfähigkeit auf dem Markt und zur Senkung der gesamten Lebenszykluskosten.
Herausforderungen und Gegenmaßnahmen für ICT-Testvorrichtungen
Kernkonflikt: Hohe Anfangsinvestitionen im Vergleich zu langfristigen Erträgen.
Lösung: Durchführen einer Analyse der Gesamtbetriebskosten (TCO)Quantifizierung der vermiedenen Kosten für Nacharbeit, Ausschuss und Rufschädigung durch frühzeitiges Abfangen von Fehlern. Beginnen Sie mit einem Pilotversuch an einer kleinen Charge kritischer Produkte, um den ROI anhand von Daten nachzuweisen.
A: Kernkonflikt: Miniaturisierte Leiterplattendesigns mit hoher Dichte im Gegensatz zur Notwendigkeit eines physischen Messfühlerkontakts.
Lösung: Integrieren Sie Entwurf für Testbarkeit (DFT) früh in der PCB-Layout-Phase, was die Platzierung von Testpunkten erfordert. Verwenden Sie Mikrotaster, Boundary Scan (JTAG), oder ergänzen Sie mit Flying Probe Testing.
A: Kernkonflikt: Komplexe, zeitaufwändige Programmierung vs. die Notwendigkeit einer schnellen Anpassung an Designänderungen.
Lösung: Einsatz von Software zur Automatisch generieren Testprogramm-Frameworks aus Entwurfsdateien zu erstellen, eine Bibliothek mit Standardkomponententests einzurichten und eine strenge Versionskontrolle für Programme einzuführen.
A: Kernkonflikt: Sonden sind Verbrauchsmaterialien im Gegensatz zu den Anforderungen an stabile, zuverlässige Testergebnisse.
Lösung: Umsetzung einer Zeitplan für die vorbeugende WartungTägliche Reinigung, regelmäßige Wartung, periodische Kalibrierung und Vorrat an wichtigen Ersatzteilen.
A: Kernkonflikt: ICT zeichnet sich durch elektrische Prüfungen aus, während funktionale, visuelle und versteckte Mängel nicht erkannt werden können.
Lösung: Bauen Sie eine Kombinatorische TeststrategieIntegration von IKT mit SPI, AOI, AXI und FCT um eine ergänzende "Testpyramide" für eine umfassende Abdeckung zu bilden.