Desde su introducción en la década de 1980, el encapsulado Ball Grid Array (BGA) se ha convertido rápidamente en la forma de encapsulado preferida para los circuitos integrados de alta densidad por su elevada densidad de patillas, su excelente rendimiento eléctrico y térmico y su fiabilidad. La tecnología BGA, que ha evolucionado desde los primeros BGA estándar con un paso de 1,27 mm hasta los actuales encapsulados a escala de oblea (WLCSP) con un paso de 0,4 mm o incluso más fino, sigue impulsando la miniaturización y el alto rendimiento de los dispositivos electrónicos.
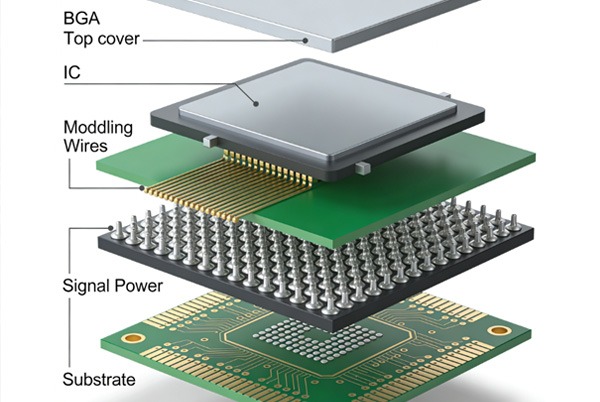
Tabla de contenidos
Retos actuales de diseño
- Densidad de alfileres en alza: Los procesadores modernos suelen integrar más de 1000 pines, con pasos comprimidos por debajo de 0,5 mm.
- Exigencias de integridad de la señal: Las interfaces de alta velocidad (PCIe, DDR) imponen requisitos estrictos para el control de la impedancia y la supresión de la diafonía.
- Complejidad de la gestión térmica: El aumento de la densidad de potencia agrava los riesgos de sobrecalentamiento local.
- Límites del proceso de fabricación: Los procesos tradicionales de PCB se enfrentan a retos como las microvías, el relleno de vías y la precisión de alineación.
Disposición de pastillas BGA: Del cálculo teórico a la aplicación técnica
2.1 Cálculo científico del tamaño de la almohadilla
La relación entre el diámetro de la almohadilla (d) y el diámetro de la bola de soldadura (dball) no es una relación fija, sino que debe basarse en el modelo de volumen de soldadura:

Donde:
- (k): Coeficiente de humectación (normalmente 0,8-0,9)
- (proceso): Compensación de la tolerancia de fabricación (normalmente 0,05-0,1 mm).
Experiencia práctica TOPFAST: Para un paso BGA de 0,5 mm, recomendamos:
- Diámetro de la almohadilla de 0,25-0,28 mm para un diámetro de la bola de soldadura de 0,3 mm.
- Utilizando diseño NSMD (Non-Solder Mask Defined), con apertura de máscara de soldadura 0,05-0,1 mm mayor que el pad.
- Añadir marcas de serigrafía en la zona del identificador A1 para facilitar la alineación del montaje.
2.2 Diseño del paso y planificación del canal de escape
La capacidad de enrutamiento del escape determina la viabilidad del diseño BGA. El número de canales de enrutamiento (Nescape) puede estimarse mediante:
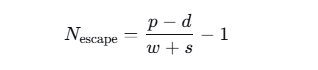
Donde:
- (p): Paso de bola
- (w): Anchura del trazo
- (s): Distancia entre trazas
Estrategia de asignación multicapa:
| Filas BGA | Capas de señal mínimas | Asignación de capas recomendada |
|---|---|---|
| ≤5 filas | 2 capas | Capa superior + Capa interior 1 |
| 6-8 filas | 3-4 capas | Capa superior + 2-3 capas interiores |
| ≥9 filas | 5+ capas | Requiere HDI o vías enterradas |
Almohadillas térmicas: Equilibrio preciso en la gestión térmica
3.1 Principios termodinámicos y optimización de parámetros
Las almohadillas de descarga térmica regulan el flujo de calor controlando la sección transversal de la conexión de cobre. Su modelo de resistencia térmica es:
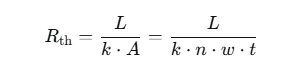
Donde:
- (n): Número de radios (normalmente 2-4)
- (w): Anchura del radio (0,15-0,25 mm)
- (t): Espesor del cobre
- (L): Longitud de la trayectoria térmica
Pautas de optimización:
- Clavijas de alimentación: 4 radios, anchura 0,2-0,25 mm
- Clavijas de tierra: 2-4 radios variables, ajustados en función de las necesidades de disipación térmica
- Clavijas de señal: Normalmente conexión directa, a menos que existan requisitos térmicos especiales
3.2 Validación de la fabricación de TOPFAST
Las pruebas de imagen térmica revelan:
- Las diferencias de temperatura en las esquinas pueden alcanzar los 15-20 °C, lo que exige un refuerzo especial en el diseño térmico.
- El rendimiento de la soldadura disminuye en 8-12% cuando la anchura del radio es <0,15mm.
- Se recomienda añadir alivio térmico alrededor de las pastillas de potencia/tierra; utilizar conexión directa para las pastillas de señal.
Rutas de escape: Del Dog-Bone tradicional al Via-in-Pad avanzado
4.1 Límites y optimización del abanico Dog-Bone
La disposición tradicional en espina de perro es adecuada para pasos BGA ≥0,8 mm. Su restricción central es:
Donde (c) es la holgura mínima (normalmente 0,1 mm).
Técnicas de optimización:
- Utilice almohadillas ovaladas para prolongar el cuello de conexión.
- Diámetro de la vía de control entre 0,2-0,25 mm.
- Utilice el enrutamiento escalonado en las capas internas para mejorar la utilización de los canales.
4.2 Tecnología Via-in-Pad
Cuando el paso es ≤0,65 mm, la tecnología via-in-pad se convierte en necesaria. TOPFAST ofrece dos tipos de soluciones:
Microvía de tipo VII (norma IPC-4761):
- Taladrado por láser, diámetro 0,1-0,15 mm
- Relleno de resina + planarización de la tapa de cobre
- Admite la estructura de vías ciegas, lo que reduce las interferencias entre capas
Consideraciones sobre el diseño:
- Compensación de almohadillas: El área ocupada por la vía debe estar dentro de 20% del diámetro de la almohadilla.
- Tratamiento de la máscara de soldadura: Utilice la máscara de soldadura o la planarización de relleno.
- Compensación de costes: Las microvías aumentan el coste en 15-25% pero mejoran la densidad de enrutamiento en 2-3 veces.
Diseño conjunto de apilamiento multicapa e integridad de la señal
5.1 Apilado Arquitectura Planificación
Relación empírica entre el número de patillas BGA (N) y el número de capas necesarias (Ncapas):
Ejemplo de configuración de una placa de 8 capas:
| La capa | Función | Espesor | Notas |
|---|---|---|---|
| L1 | Señal + Pads | 0,1 mm | Recorrer las 2 filas exteriores |
| L2 | Plano de tierra | 0,2 mm | Plano sólido |
| L3/4 | Capas de señales | 0.15mm | Ruta filas 3-6 |
| L5/6 | Aviones a motor | 0,2 mm | Planos divididos |
| L7 | Capa de señalización | 0.15mm | Encaminar las filas restantes |
| L8 | Señal + Pads | 0,1 mm | Componentes de la parte inferior |
5.2 Control de la impedancia y supresión de diafonía
Medidas clave:
- Pares diferenciales: Enrutamiento estrechamente acoplado, coincidencia de longitud ≤5 mils.
- Planos de referencia: Asegúrese de que las capas de señal sean adyacentes a planos sólidos.
- Mediante perforación posterior: Para señales >5GHz, elimine los efectos stub.
- Proceso especial TOPFAST: Ofrece un ajuste localizado del espesor dieléctrico para alcanzar una precisión de impedancia de ±7%.
Procesos de fabricación y validación de la fiabilidad
6.1 DFM Lista de control
- Tolerancia del tamaño de la almohadilla±0,02 mm (imagen directa láser)
- Alineación de la máscara de soldadura±0,05 mm (Confirmar con el fabricante)
- Impresión de pasta de soldadura: Apertura de la pantalla 0,05-0,1 mm menor que el tampón
- Inspección por rayos X: Tasa de vacío <25% (Norma IPC-A-610)
6.2 Elementos de la prueba de fiabilidad
TOPFAST recomendó un proceso de verificación en tres fases:
- Fase 1 Verificación: Análisis de la microsección (grosor del cobre, calidad del relleno)
- Fase 2 Verificación: Prueba de ciclos térmicos (-55°C~125°C, 500 ciclos)
- Fase 3 Verificación: Prueba de resistencia de interconexión (supervisión de la conexión en cadena)
Tendencias futuras: Integración heterogénea y envasado avanzado
Con el desarrollo de las tecnologías Chiplet y 3D-IC, el envasado BGA está evolucionando hacia:
- Intercalador de silicio BGA: Admite la integración multichip, lo que multiplica por 10 la densidad de interconexión.
- Sustrato integrado BGA: Pasivos incrustados, reduciendo el área en un 30-40%.
- BGA integrado optoelectrónico: Admite canales ópticos, rompiendo los límites eléctricos.
Conclusión
Para diseñar con éxito un BGA hay que atravesar cuatro dimensiones:
- Dimensión eléctrica: Cooptimización de la integridad de la señal/energía.
- Dimensión térmica: Equilibrio entre las almohadillas de alivio térmico y la disipación global del calor.
- Dimensión mecánica: CTE matching y alivio del estrés.
- Dimensión de fabricación: Capacidad y coste óptimos del proceso.
Basándose en la experiencia de miles de proyectos BGA, TOPFAST resume una metodología de cuatro pasos: "Diseño - Simulación - Prototipo - Producción en serie", que ayuda a los clientes a alcanzar rendimientos de 90% o superiores en su primer intento de diseño. Recuerde: El BGA de paso más fino no es un alarde tecnológico, sino la intersección precisa de los requisitos del sistema, la innovación del diseño y la capacidad de fabricación.
5 preguntas y respuestas habituales sobre el diseño de placas de circuito impreso con encapsulado BGA
A: Principio básico:
Tamaño de la almohadilla = Diámetro de la bola de soldadura × 0,85 ± Compensación de proceso
Valores recomendados TOPFAST:
Paso de 0,5 mm: Diámetro de la almohadilla 0,3-0,35 mm
Paso de 0,8 mm: Diámetro de la almohadilla 0,4-0,45 mm
Paso de 1,0 mm: Diámetro de la almohadilla 0,5-0,55 mm
Consideraciones clave:
Utilice el diseño NSMD (apertura de la máscara de soldadura 0,05 mm mayor que el pad)
Debe confirmar la precisión del proceso con el fabricante
Es esencial marcar claramente la posición A1
A: Uso obligatorio:
Conexión a grandes planos de cobre de potencia/tierra
Clavijas de alta corriente (>1A)
Posiciones angulares BGA
Uso opcional:
Los pines de señal suelen utilizar una conexión directa
Clavijas de alimentación de baja corriente
Parámetros recomendados por TOPFAST:
Número de radios: 4
Ancho de los radios: 0,15-0,25 mm
Diámetro de apertura: 0,3-0,5 mm
A: Fórmula de estimación del número de capas:
Capas ≈ (Número de pines que requieren enrutamiento) ÷ (4 × Filas enrutables por capa) + 1 margen de capa.
Estrategia de enrutamiento TOPFAST:
Capas exteriores: Encaminar las 1-2 filas exteriores
Capas interiores: Usar hueso de perro o via-in-pad
Clave: Planificar con antelación las ubicaciones
Recomendaciones de Pitch:
≥0,8 mm: Fanout de hueso de perro
0,65-0,8 mm: Via-in-pad parcial
≤0,5 mm: Pasante completo
A: Cuatro puntos clave:
Control de impedancia: Conicidad gradual de la almohadilla a la traza
Supresión de la diafonía: Separación de señales de alta velocidad ≥ 3× ancho de traza.
Vía de retorno: Proporcionar vía de tierra para cada vía de señal
Integridad de potencia: Coloque condensadores de desacoplamiento a menos de 50 mils del BGA
Lista de control TOPFAST:
Coincidencia de longitud de par diferencial ≤ 5 mils.
Control de impedancia dentro de ±7%
Diafonía de red crítica < -40 dB
A: Fase de diseño:
Acabado de la superficie de la almohadilla: ENIG (señales de alta velocidad) o ImAg (sensibles a los costes)
Diseño de la plantilla: Tamaño de apertura 85-90% del área de la almohadilla
Comprobación del espacio: Asegúrese de que se cumplen los requisitos mínimos de separación de la almohadilla
Fase de fabricación:
Inspección de la impresión de pasta de soldadura
Inspección por rayos X (índice de vacíos < 25%)
Verificación del perfil de temperatura de reflujo
Pruebas de rendimiento eléctrico
Experiencia TOPFAST:
Implicar al fabricante en las primeras revisiones DFM puede reducir los problemas de producción en masa en más de 70%. Proporcionar especificaciones BGA a TOPFAST permite obtener recomendaciones de proceso personalizadas.